礦山挖掘機燃料油箱的焊接變形控制方法
2023-10-28 02:40:42高健春
金屬加工(熱加工) 2023年10期
關(guān)鍵詞:變形
高健春
小松雄連機械制造有限公司 遼寧大連 116104
1 序言
國外某型號大型礦山挖掘機燃料油箱外形如圖1所示。由圖1可知,其大致呈長方形結(jié)構(gòu),主要由本體板、腔室隔板、側(cè)板、上蓋板、走臺板、油箱安裝塊、大扁鋼及加固方管等構(gòu)成,油箱是通過上面的2個安裝塊(或稱油箱腿)安裝在挖掘機主框架下方的。箱體后面高出的箱體板兼作挖掘機的外部圍板,圍板頂部有扁鋼,扁鋼上面有開孔,將用于安裝上部的其他圍板。該油箱長3950mm、寬1920mm、高1720mm,內(nèi)部容積為5582L,總重量為2980kg。油箱板主體材料為Q355D鋼,厚度為8~16mm,厚度最大處是兩個油箱腿,達到105mm。
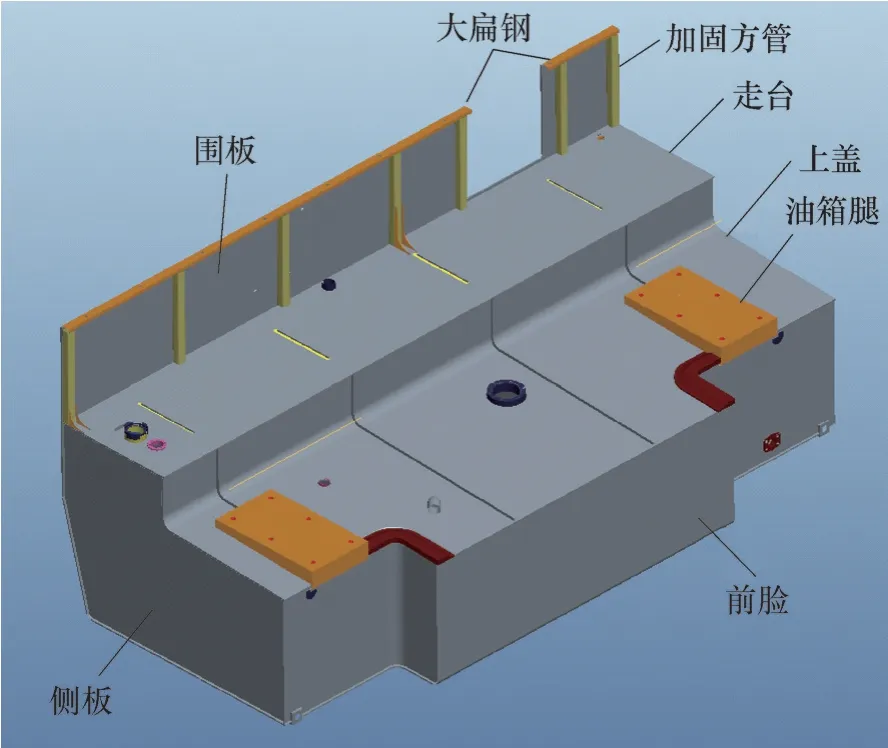
圖1 油箱外形
隱藏了上蓋板和走臺板后的油箱內(nèi)部結(jié)構(gòu)如圖2所示。由圖2可看到,油箱內(nèi)部被隔板分成了5個腔室,2個油箱腿又通過隔板連接到油箱底部,以承擔油箱全部的重量。
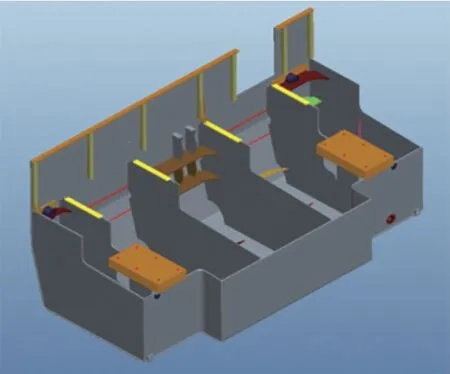
圖2 油箱內(nèi)部結(jié)構(gòu)
2 工藝路線的確立
設(shè)計要求的4個關(guān)鍵特性如圖3所示,也是本文要著重解決的問題。因箱體較大,所以焊接變形不可忽視,否則無法滿足精度要求。對于如何消除焊接變形有兩種工藝方案可選,一是油箱腿及大扁鋼都使用毛料焊接,也不開孔,待箱體全部焊接完成后,再在大型加工中心上加工油箱腿及大扁鋼的上平面,然后鉆孔、攻螺紋,即所謂的焊后機加工;二是在焊接前就將油箱腿及扁鋼都加工好,焊接時采取適當?shù)拇胧┮种苹虻窒附幼冃危蛊渲苯舆_到設(shè)計精度要求,即所謂的焊前機加工。
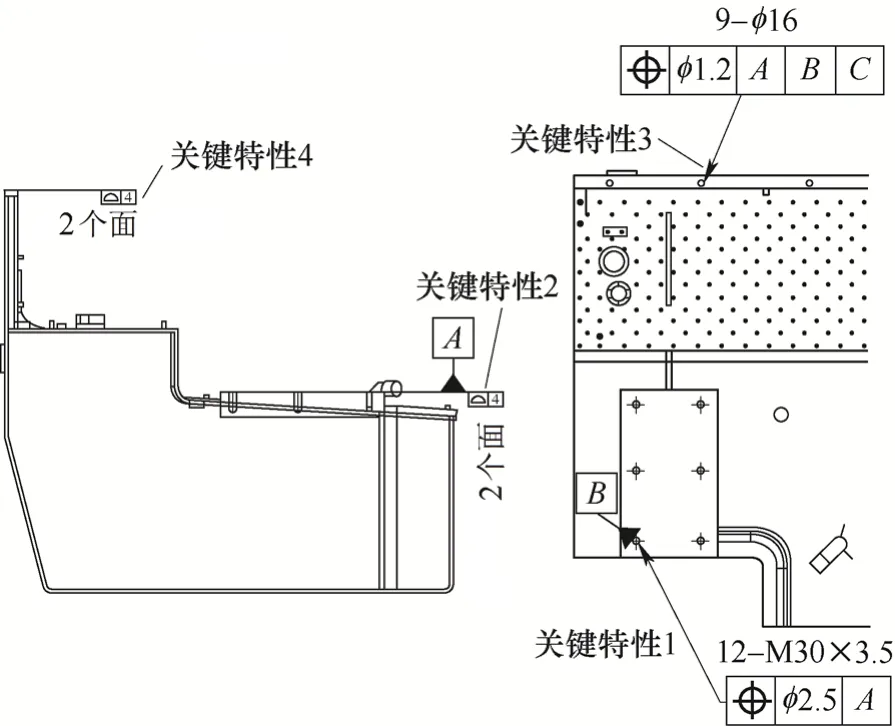
圖3 關(guān)鍵特性
方案一在理論上可以消除焊接變形的影響,能滿足設(shè)計要求,然而在具體實施時會有不少困難。首先是由于箱體過于巨大,形狀也不規(guī)則,因此難以在機床上可靠裝夾;其次是箱體作為容器自身并沒有足夠的結(jié)構(gòu)剛性,未必能獲得預期的機加工效果。注意到所要求的精度也并非難以達到,結(jié)合以往的經(jīng)驗積累,綜合評判后認為方案二,也就是油箱腿和扁鋼在單件階段均加工好的焊前機加工工藝路線是可行的,也更為經(jīng)濟。
3 對油箱焊接變形的分析預判
在4個關(guān)鍵特性中,特性1與特性2即油箱腿孔距和上表面輪廓度最為重要,因為它直接影響到油箱能否被順利安裝在機架上。油箱腿的子部件構(gòu)成如圖4所示,為方便描述將其翻轉(zhuǎn)成正面朝下的狀態(tài)。結(jié)合圖2可看到,油箱腿與油箱隔板焊接在一起,輔以4塊筋板以增強結(jié)構(gòu)的穩(wěn)定性并提升強度。
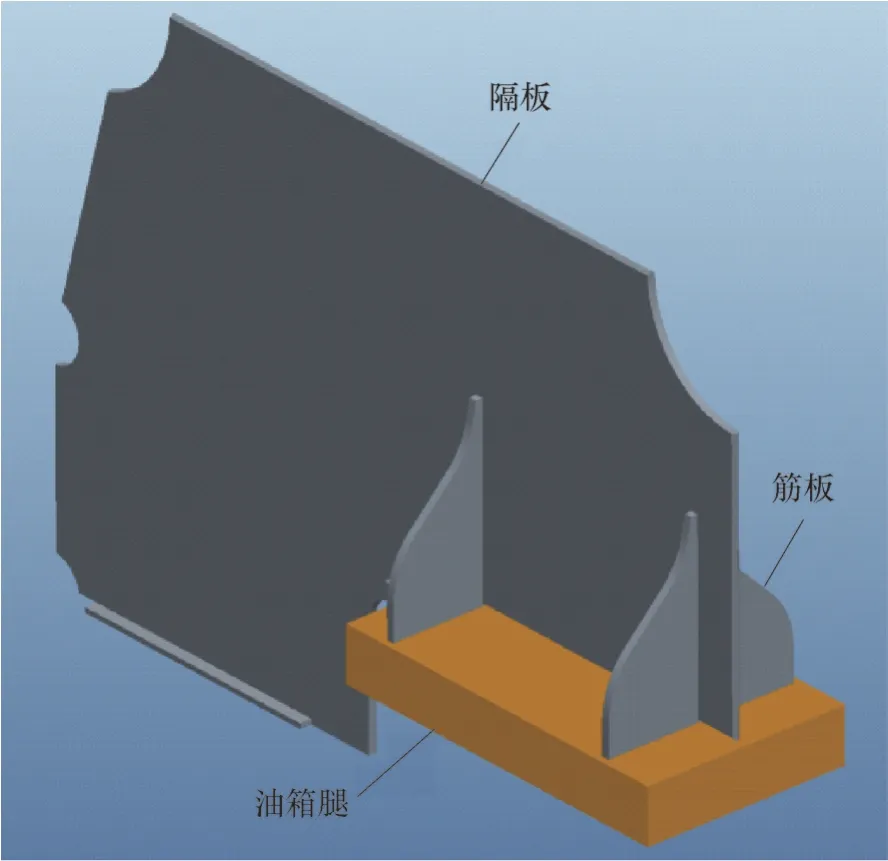
圖4 油箱腿子部件構(gòu)成
3.1 焊接收縮對油箱腿孔距的影響
能影響油箱腿孔距的主要是5塊上蓋板的焊道,這些焊道又可分為與兩油箱腿孔距連線相垂直的縱向焊道和相平行的橫向焊道。與孔距平行的橫向焊道屬于鋼板本身的熱收縮變形,而且離孔距連線較遠,對孔距影響較小;而與孔距垂直的縱向焊道,因為存在焊接坡口,焊道根部的鈍邊較窄,焊接熔深較大,加之定位焊接時存在無法避免的裝配間隙,而且焊道位于孔距之間,所以會產(chǎn)生更大的焊接收縮,如圖5所示。
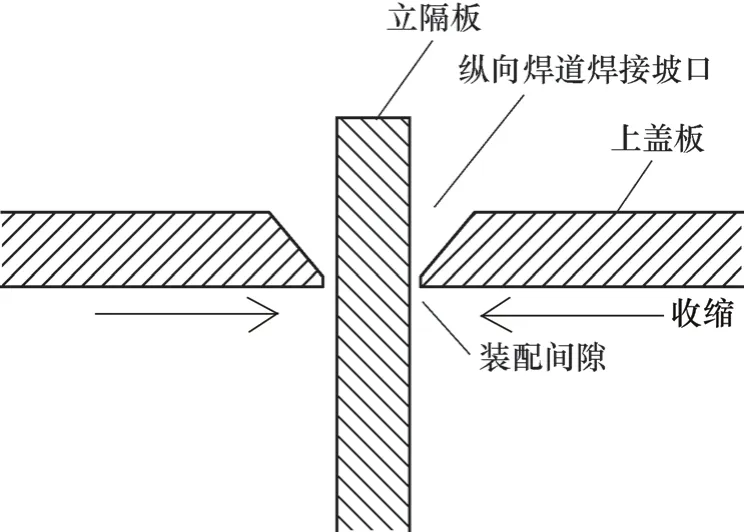
圖5 縱向焊道的焊接收縮情況
基于以上分析,并結(jié)合以往積累的實測數(shù)據(jù),重新設(shè)計了隔板間距,即將箱體總體加寬、孔距加大,以抵消焊接收縮[1]。具體來說,對于這種規(guī)格的油箱,認為孔距加大4mm較為適宜,這4mm將被由4塊隔板所構(gòu)成的3個腔室分配,隔板2和隔板3兩邊都有焊道,共4條焊道,每條焊道分配1mm,4條焊道合計4mm。隔板1和隔板4焊道的影響也一并納入到這4mm當中,而左右側(cè)板因為在孔距的外側(cè),對孔距沒有影響,所以可不做補償。這樣兩個油箱腿之間的孔距增加了4mm,油箱總寬也隨孔距同樣加寬了4mm,對應油箱本體板、上蓋板、走臺板及前面板等的下料尺寸均做相應改變,如圖6所示。
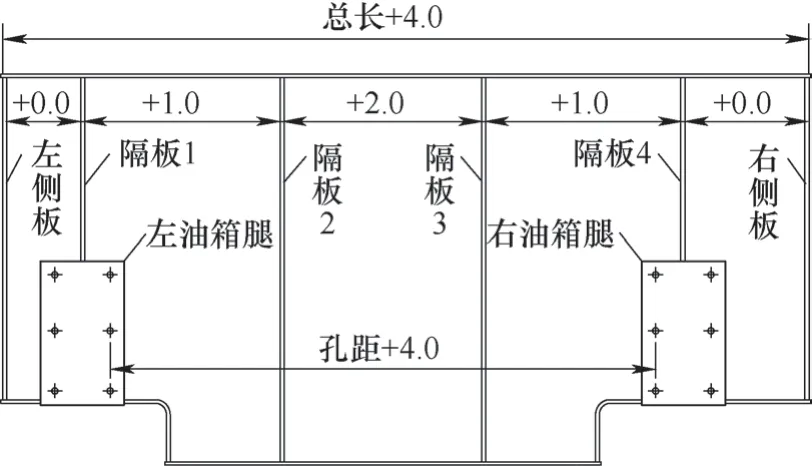
圖6 箱體主體加寬
3.2 焊接收縮對油箱腿上平面輪廓度的影響
雖然孔距拉寬后可以補償?shù)艉附邮湛s,但油箱腿的上平面輪廓度(關(guān)鍵特性2)同樣會受到焊接的影響。因隔板上部的焊道多于下部,焊接收縮量要大于下部,故其變形趨勢將是向內(nèi)側(cè)傾斜,如圖7所示。這種焊接變形不容易通過預先加入逆變形來抵消,較好的解決方案是用夾具固定的方式來抑制焊接變形,即所謂的剛性固定法[2]。
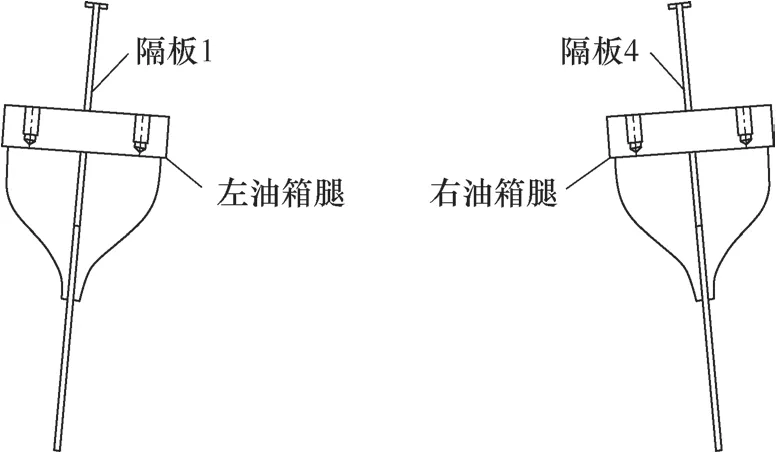
圖7 油箱腿變形趨勢
為此,設(shè)計制作了一套焊接油箱腿專用的夾具,該夾具由1根主梁、2個立柱及2塊底板組成,底板上面有開孔,與油箱腿自帶的螺紋孔逐一對應。底板經(jīng)由立柱與主梁連接,形成門形結(jié)構(gòu)。使用時用螺栓將油箱腿夾持在夾具底部。圖8所示為箱體與夾具的前視圖。夾具所起的作用有兩個,一是確定了定位焊階段的孔距;二是確定了兩個油箱腿的平面輪廓度。夾具主梁用厚壁矩形方管,有較高的結(jié)構(gòu)強度,以抵抗油箱腿的扭曲變形。該夾具自裝配階段安裝后一直到整個箱體的主焊道全都焊接完并充分冷卻后再拆下。
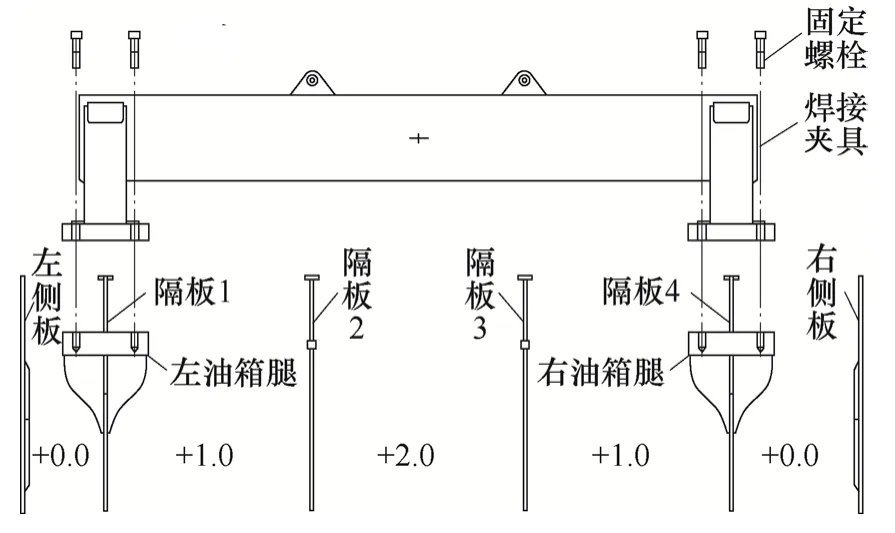
圖8 箱體與夾具的前視圖
3.3 焊接收縮對外圍擋板平面度的影響
箱體后側(cè)的一部分箱體板兼作挖掘機的外圍擋板使用,實際上這部分已不再是油箱,而是構(gòu)成挖掘機的外觀覆蓋件。但圍板的上部沒有約束,油箱走臺板與圍板的焊接將會產(chǎn)生明顯的以焊道為軸線的角變形,使焊道上部的圍板向內(nèi)傾斜,這種變形一旦形成就難以修復,不僅影響外觀,也使上面大扁鋼的孔位置度與圖樣要求相距甚遠,因此不做任何處理就直接焊接是不可行的。應對這種情形的最好措施就是做焊前逆變形,即把這部分圍板預先做出與焊接變形相反的變形,以抵消焊接變形(見圖9)[3]。這個焊接逆變形可在彎板工序順便做出,故無需額外增加工序。由于焊接變形量計算難度大,為避免出現(xiàn)因焊接變形而導致箱體報廢,用同樣的板料進行了焊接試驗,測得此處的焊接角變形量為3°,也就是預先做出3°的反變形后即可抵消焊接角變形。采取這樣的措施后,為達成后續(xù)的關(guān)鍵特性3和4打下了基礎(chǔ)。
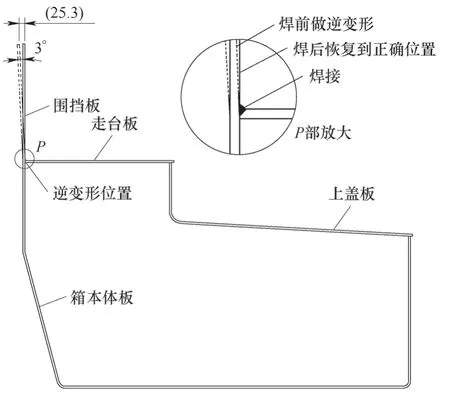
圖9 預先加入焊接逆變形
3.4 焊接對扁鋼形位精度的影響
圍板上面焊接的扁鋼用來安裝其他圍擋板的基座,上面有安裝孔,圖樣上也給出了較為嚴苛的位置精度,也就是關(guān)鍵特性3和4。由圖10可知,扁鋼由方管支撐,左側(cè)面和下面的一條邊與圍板焊接。這是一種非對稱的焊接結(jié)構(gòu),而扁鋼又是一種細長結(jié)構(gòu),處理不好會使扁鋼產(chǎn)生彎曲變形。
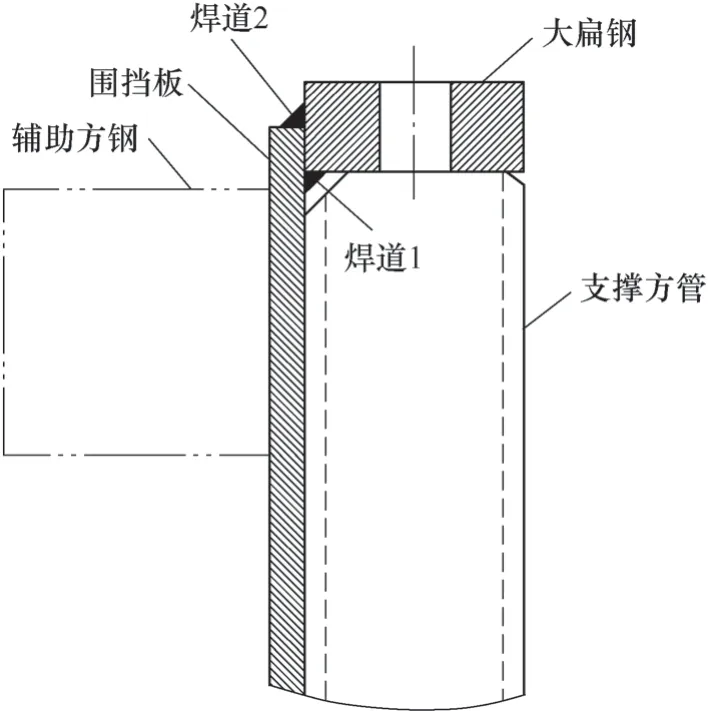
圖10 用輔助方鋼抑制焊接變形
為將焊接變形控制在最小范圍內(nèi),采取了如下對策:首先,把一根與箱體總長相同的方鋼臨時焊接到圍板上,以保持圍板的平面度,然后按圖樣位置裝焊支撐方管,最后再放上扁鋼進行定位焊接。
正式焊接時先將箱體放倒,使圍板置于平臺上并夾緊,在此狀態(tài)下焊接焊道1(見圖11),之后再將箱體翻轉(zhuǎn)回原有的姿態(tài),焊接焊道2。

圖11 放倒箱體焊接
因為這兩條焊道都是直通的長焊道,所以從降低焊接難度和防止焊接變形這兩個方面考慮,都要做分段焊接。按圖12的方向和順序分段焊接,得到了較為滿意的效果。
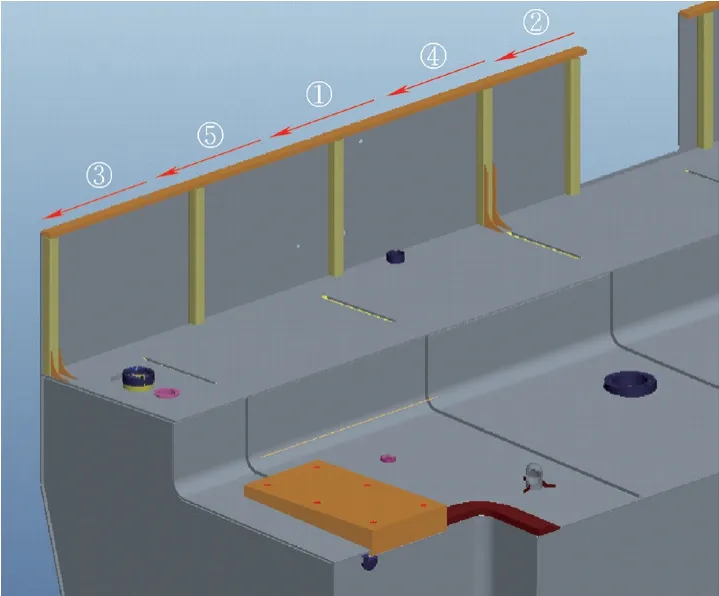
圖12 扁鋼分段焊接
4 總焊接工藝流程
解決以上瓶頸后,其他焊接工作按常規(guī)要求施工即可。油箱焊接與其他結(jié)構(gòu)件焊接要求的一個最大不同是不能出現(xiàn)泄漏點,尤其是在焊道的交匯點,要格外注意。總的焊接過程如圖13所示。

圖13 焊接全過程
5 效果確認
采取上述措施后,經(jīng)檢測這些關(guān)鍵特性尺寸均被控制在圖樣所要求的范圍內(nèi),油箱順利完工按期交付,并在國外工廠一次裝機成功。實踐再次證明,焊前機加工的工藝是可行的,這樣的焊接工藝得到了客戶的認可,也成為生產(chǎn)同類油箱的標準工藝流程。車間生產(chǎn)場面如圖14所示,成品油箱如圖15所示。

圖14 車間生產(chǎn)場面

圖15 成品油箱
6 經(jīng)驗總結(jié)
當箱體完成了整體的定位焊后,結(jié)構(gòu)大致固定,在實施正式焊接時,在焊接熱循環(huán)作用下,焊縫及其附近的金屬在熱膨脹時因受到結(jié)構(gòu)的阻礙而無法進一步膨脹,產(chǎn)生壓縮塑性變形,而冷卻后,這些壓縮塑性變形區(qū)相當于使板料承受壓力,產(chǎn)生了焊接收縮變形。為減少焊接變形以獲得高精度的焊接結(jié)構(gòu)尺寸,在具體的施工過程中以下做法均有效。
1)提高下料精度,盡量減少焊接接頭的對接縫隙,這種縫隙會引起較大的焊接收縮,且收縮量難以控制。
2)盡量減少焊接熱輸入,多層焊接時,每次的熱輸入比單層焊接小得多,故焊接收縮量也變少。
3)用直線焊道替代擺動焊道可以得到更小的焊接收縮和變形(見圖16)。
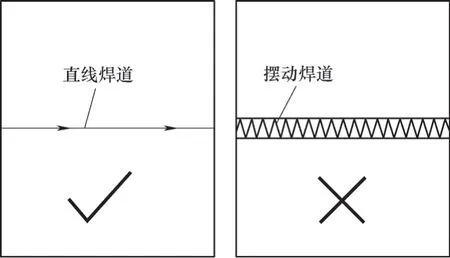
圖16 用直線焊道替代擺動焊道
4)在滿足結(jié)構(gòu)強度要求的前提下盡量減小焊縫的截面積,這對減少焊接收縮與變形很有好處。
5)在同樣板厚條件下,雙V形坡口比單V形坡口的收縮量小。
6)對稱結(jié)構(gòu)的焊道用兩臺或多臺焊機同時焊接,不僅能大幅提升效率,還能減少因殘留應力分布不均而造成的扭曲變形。
7 結(jié)束語
小型油箱的焊接變形小,對尺寸精度影響也小,往往可以忽略不計。但在焊接大型油箱時,不論是收縮變形還是扭曲偏轉(zhuǎn)變形都會嚴重影響尺寸精度。雖然焊后機加工是一種獲得尺寸精度的方法,但因為油箱體積太大、自身剛性差,所以不論從經(jīng)濟上還是效果上來看都不是最佳方案。通過對箱體結(jié)構(gòu)的分析,抓住其變形機理,制定有針對性的措施,就可以消除或抑制焊接變形,從而滿足設(shè)計要求。
1)確定焊接收縮補償量,并進行恰當分配,建立新的模型,基于該模型下料施工。
2)平面度可借助高剛度夾具來保證。
3)長焊道兩側(cè)的板面預先設(shè)置焊接逆變形,以抵消焊后出現(xiàn)角變形。
4)細長結(jié)構(gòu)的扁鋼件用分段交錯焊接,并保持焊接方向相同,以防止出現(xiàn)撓曲變形。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
