
氣體滲氮表面質量試驗
2023-10-28 02:41:08孫永鵬黎昊張磊
金屬加工(熱加工) 2023年10期
關鍵詞:工藝
孫永鵬,黎昊,張磊
寧夏天地奔牛實業集團有限公司 寧夏石嘴山 753001
1 序言
滲氮作為含有Al、Cr、V及Mo元素的合金鋼表面強化處理工藝,與滲碳工藝相比,具有處理溫度低、零件變形小、表面耐蝕性好等特點,在航空航天、機械制造等行業得到了廣泛應用[1]。若工藝不當時,則表面會產生起皮現象,造成表面硬度低、滲層淺的問題,通過合理控制預氧化工藝、滲氮工藝的協調,解決滲氮深度、硬度不足、表面脫皮的質量問題,對于指導生產實踐、保證氣體滲氮質量具有重要的意義。
2 試驗條件
2.1 試驗材料
試驗材料為42C r M o鋼、40C r鋼、45鋼及40CrMoA鋼,經調質(硬度為280~320HBW)處理后,隨爐試塊材質為42CrMo鋼,化學成分見表1。

表1 42CrMo鋼試塊化學成分(質量分數)(%)
2.2 試驗設備
工藝試驗在可控氣氛井式滲氮爐中進行,采用計算機控制系統實現精準控制。設備額定10t,爐膛有效尺寸為φ2000mm×2000mm,額定溫度800℃,爐溫均勻性±3℃。滲氮介質為液氨,采用質量流量計和電子閥雙閥控制,氮氣作為爐膛掃氣介質,液化石油氣作為廢氣燃燒介質。
3 試驗結果及分析
3.1 工藝試驗
預氧化+氣體滲氮工藝參數見表2。

表2 氣體滲氮工藝
可控氣氛井式滲氮爐控制系統采用計算機實現滲氮過程精準控制,工藝過程曲線實時在線檢測,工藝過程記錄曲線如圖1所示。
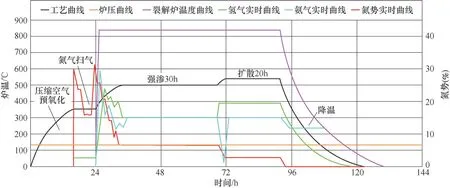
圖1 滲氮工藝記錄
3.2 滲氮表面起皮原因分析
滲氮出爐后表面出現明顯的脫皮現象,如圖2所示。對剝落的物質取樣采用硫化分析儀檢測,成分主要為N和Fe,應為鐵滲氮合物。依據國標規定,采用顯微硬度,從試樣外表測至比基體維氏硬度值高50HV1處的垂直距離為滲氮層厚度,表面硬度500~550HV1,滲層深度0.35mm,外觀質量和滲層深度不滿足技術要求。
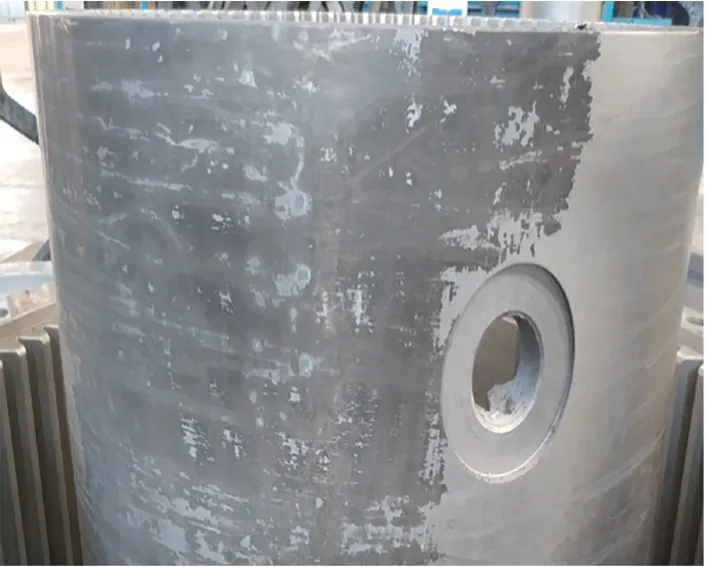
圖2 滲氮件表面脫皮
(1)調質組織分析 調質硬度280~320HBW,金相組織為細小均勻分布的索氏體組織,表層不存在脫碳層,調質組織符合要求,金相組織如圖3所示。

圖3 基體調質組織
(2)清洗質量分析 首先使用好富頓清洗劑清洗,裝爐前再使用75%酒精表面擦拭脫脂處理,工件表面無殘留油污,如圖4所示。

圖4 清洗后表面外觀
(3)料框、料罐老化分析 空爐720℃進行4h退氮處理后,滲氮過程跟蹤爐內氨分解率可控,爐膛壓力保持8~10mbar(1mbar=100Pa),氮勢6.5%,φH為22.6%,水測瓶為30%,如圖5所示。

圖5 水測瓶測量氮勢
(4)氮氣置換過程分析 爐溫380℃,氮氣8m3/h開始置換空氣,置換時間8h,置換氣體體積為64m3,大于爐膛57m3要求,過程正常。
(5)降溫過程分析 520℃擴散結束后,氨氣3m3/h,爐膛壓力保持8~10mbar,降溫至180℃,以氮氣3m3/h進行爐膛掃氣降溫至50℃出爐,降溫過程爐壓正常。
(6)預氧化過程分析 室溫至380℃爐內通入壓縮空氣,爐膛壓力保持10mbar,預氧化時間隨裝爐量增加而增加。壓縮空氣含水量較高,導致爐膛內含有大量的水分,產生氧化作用,由于爐溫較低,工件表面生成薄的氧化膜,再次升溫到450℃,并且停留8h,由于氮氣含有一定量的雜質,也有可能造成進一步氧化,生成的氧化膜,在高溫下由于沒有還原氣氛,因此會繼續氧化。隨后升溫到500℃,在這期間通入氨氣,氨在500℃分解為氮加氫氣,這時的氫氣具有還原作用,由于氧化膜這時已經加厚,還原后形成Fe,在滲氮作用下,應力大造成剝落,這樣也減小了滲層,造成表面質量和滲層不合格。
試驗結果分析:通過對基體組織、清洗質量、料筐老化程度、氮氣置換、降溫過程及預氧化工序進行逐步問題分析研究,脫皮與本次工藝預氧化方式、時間與溫度有關,壓縮空氣含水量較高,爐膛內過高的水分產生氧化作用,隨著時間的增加,氧化膜厚度增加,隨后換氣過程氨氣生成的氫氣對氧化膜進行還原,在滲氮作用下,應力大造成剝落,這樣也減少了滲層,造成表面質量和滲層不合格。
3.3 無化合物層滲氮工藝
無化合物層滲氮工藝優化見表3。
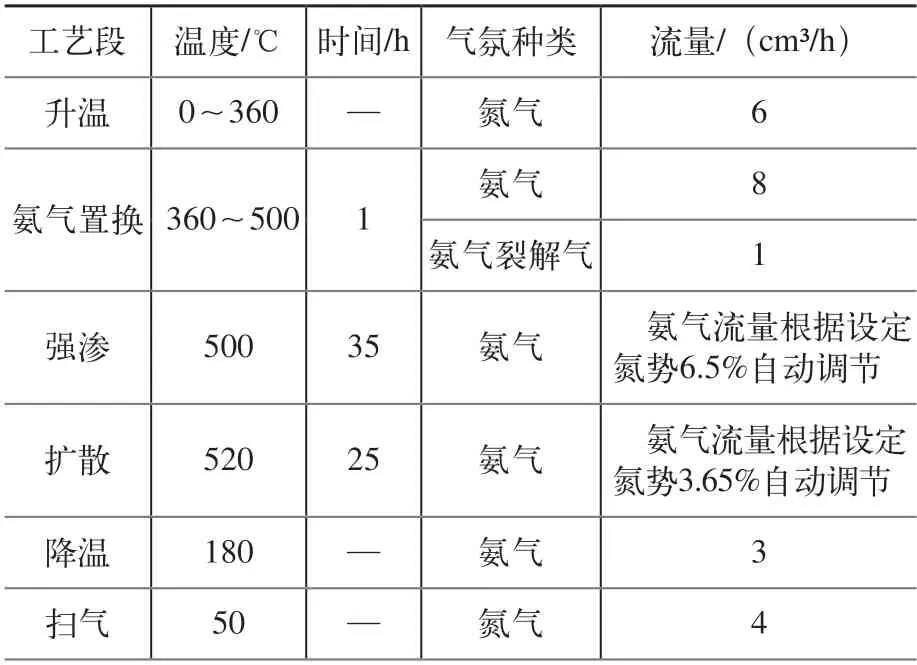
表3 滲氮工藝優化
通過優化滲氮工藝,采用爐內57m3空氣進行預氧化,同時升溫段開始通入氮氣置換爐內空氣,氮氣體積達到57m3后,自動跳段進行氨氣置換。對強滲30h、35h,擴散20h、25h不同工藝段時間進行研究,發現隨著保溫時間的增長,滲層深度增加,主要原因是隨著強滲、擴散時間的增加,滲入工件的氮原子向內部擴散,一般以0.01mm/h計算[2]。
在滲氮過程中氮勢控制值不變,如圖6所示。參照氮勢門檻值選擇氮勢的控制值,在滲氮初期采用與普通滲氮相當的高氮勢,由氮勢門檻值曲線判斷在高氮勢下開始出現化合物層的時間,并在此時間之前將氮勢降低到與滲氮總時間對應的氮勢門檻值[3],這樣可以獲得無白層的滲氮組織,如圖7所示。

圖6 氮勢門檻值曲線

圖7 表面金相組織
因此,得到最佳滲氮工藝500℃強滲35h、520℃擴散25h,可滿足滲氮硬度500~550HV1,滲氮層>0.4mm的要求,優化工藝曲線如圖8所示。
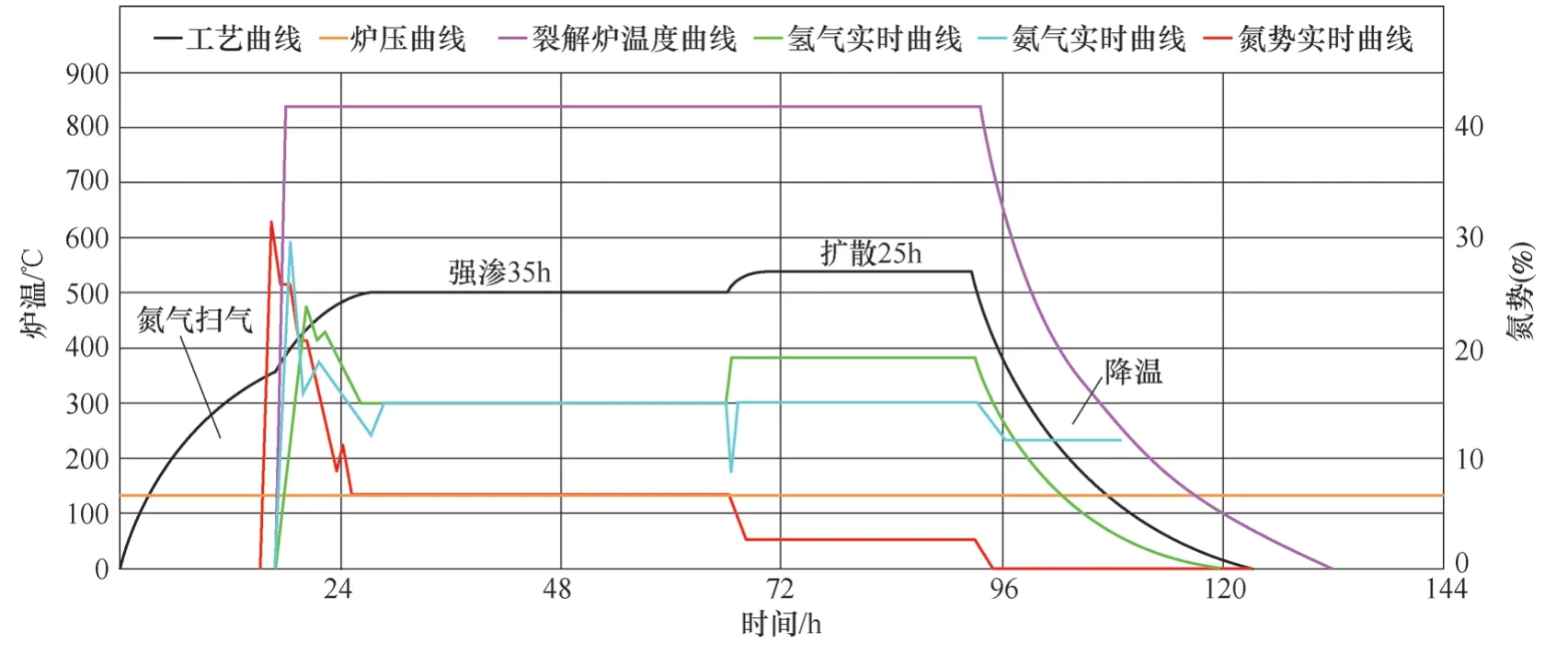
圖8 優化滲氮工藝曲線
4 結束語
1)分析了滲氮表面起皮的原因,通過調整預氧化溫度和時間,避免了產品滲氮時表面起皮的發生。
2)依據氮勢門檻值曲線進行可控滲氮,實現了42CrMo鋼的高韌性無化合層滲氮。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
