U71Mn熱軋鋼軌閃光焊接灰斑缺陷分析
2023-10-21 03:35:18□黎偉
裝備機械 2023年3期
關鍵詞:工藝
□ 黎 偉
中國鐵路武漢局集團有限公司 武漢工務大修段 武漢 430070
1 分析背景
灰斑是鋼軌閃光焊接工藝常見的缺陷之一,并且一直是鋼軌閃光焊接工藝控制的難點和研究的熱點[1-4]。大量研究表明,閃光焊接過程中硅酸鹽夾雜物聚集,頂鍛時未能完全排擠出,進而殘留于焊縫中,最終形成灰斑。文獻[5-6]研究結果表明,硫化錳對硅酸鹽夾雜物的形成、聚集起著關鍵作用,而U71Mn熱軋鋼軌中硫化錳的含量相比U75V熱軋鋼軌高出約2倍。文獻[7]通過落錘與靜彎試驗,統計出不同牌號熱軋鋼軌閃光焊接灰斑面積,U71Mn熱軋鋼軌是U75V熱軋鋼軌的2~4倍。
落錘試驗是檢驗鋼軌焊接質量的重要手段[8]。統計2018年至2021年全路段焊軌基地鋼軌閃光焊接落錘評比數據,不同牌號60 kg/m鋼軌閃光焊接的一次落錘合格率分別為U71Mn熱軋鋼軌88.15%、U75V熱軋鋼軌94.08%,可見U71Mn熱軋鋼軌閃光焊接一次落錘合格率較低。鋼軌閃光焊接落錘不合格的斷口大多數存在灰斑缺陷,并且斷裂源在灰斑。數據分析表明,U71Mn熱軋鋼軌閃光焊接灰斑缺陷的控制一直是固定式鋼軌閃光焊接工藝中的難點。出于成本和運營安全考慮,高速鐵路鋼軌絕大部分是U71Mn熱軋鋼軌[9]。對U71Mn熱軋鋼軌閃光焊接灰斑缺陷進行分析與控制,對確保高速鐵路運營安全具有重要意義。
2 灰斑宏觀樣貌
灰斑又稱為無光澤斑點,是閃光焊接最主要的缺陷。一般灰斑呈平面狀,厚度極薄,有明顯的輪廓。灰斑的形狀無規則,呈橢圓形或者圓形。由于灰斑厚度很薄,約為10 μm,因此使用超聲波探傷時聲波能量被全透射,不會形成反射,超聲波探傷很難探測出灰斑缺陷。要檢查灰斑,只能通過落錘、靜彎等破壞性試驗,打開斷口檢查,在日光下能夠明顯直觀地看到灰斑形狀,從不同角度觀察時,或呈現銀亮色,或呈現暗灰色。鋼軌閃光焊接灰斑缺陷一般出現在斷口軌底部位,尤其是兩個軌底角的位置,在軌底三角區和軌腰部位也可能存在灰斑,在軌頭的焊縫斷口面上則極少發現存在灰斑。
U71Mn熱軋鋼軌閃光焊接斷口灰斑缺陷宏觀照片如圖1所示。

圖1 鋼軌閃光焊接斷口灰斑缺陷宏觀照片
3 灰斑顯微分析
對典型U71Mn熱軋鋼軌閃光焊接斷口灰斑缺陷取樣進行顯微分析,灰斑缺陷的金相如圖2、圖3所示。

圖2 鋼軌閃光焊接斷口灰斑50倍金相
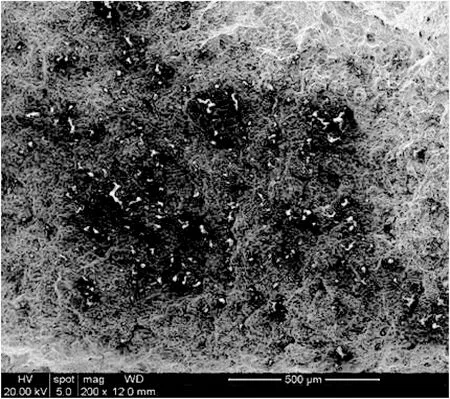
圖3 鋼軌閃光焊接斷口灰斑500倍金相
在顯微鏡下觀察,灰斑缺陷與周圍基體有明顯界限。
在500倍金相中,灰斑缺陷區域呈現暗色,并且彌散分布點狀夾雜物。
對灰斑缺陷區域進行掃描電鏡與能譜成分分析,圖像如圖4所示,各元素成分質量百分數見表1。成分分析表明,灰斑中主要物質成分為氧、硅、錳元素組成的硅酸鹽性質夾雜物,含量最高的為錳元素,質量百分比為47.152%,其次是氧元素,第三是硅元素,第四是鐵元素,碳元素成分很低。
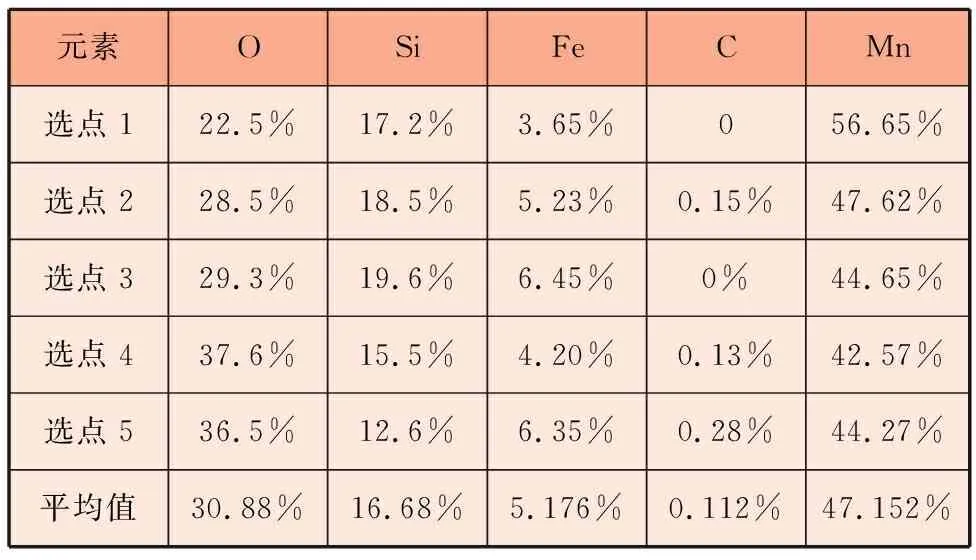
表1 灰斑缺陷區域元素成分質量百分數
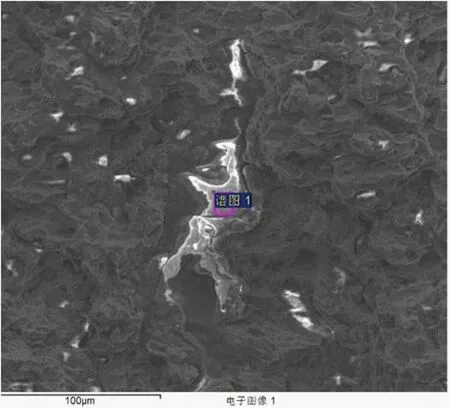
圖4 灰斑缺陷區域掃描電鏡圖像
4 閃光焊接工藝試驗
4.1 試驗原理
在焊軌基地焊接流水線對U71Mn熱軋鋼軌閃光焊接工藝進行試驗,焊機為GAAS80/580直流閃光焊機,采用預熱閃光焊接工藝,試驗用鋼軌母材為武鋼U71MnG60N熱軋鋼軌。在現有成熟的型檢工藝方案基礎上,對閃光焊接工藝參數進行優化調整,目的是在落錘試驗和探傷檢驗合格的前提下,進一步減少斷口灰斑缺陷。預熱閃光焊接工藝分為閃平、預熱、燒化、頂鍛、保壓五大步。閃平和預熱階段主要是均勻加熱焊口端部,形成合理的溫度梯度分布,便于燒化階段激發激烈而平穩的閃光。燒化階段根據燒化速度的不同,分為三階段五步進行,目的是進一步加熱焊口端部,使端部溫度升高至1 300 ℃左右,在焊口端部形成一定厚度的液態膜,為下一步頂鍛合縫做好準備。頂鍛階段通過快速塑性變形擠壓端部,排除雜質,形成焊縫。在燒化階段,如果連續燒化閃光不穩定,出現短路或斷路,會使鋼軌焊接端面比鐵元素活潑的錳、硅等元素與氧結合,形成一氧化錳、二氧化硅等氧化夾雜物,即硅酸鹽夾雜物。這些夾雜物在頂鍛時若不能排擠出去,則會殘留于焊縫中,形成灰斑缺陷。決定灰斑缺陷生成的關鍵階段是燒化階段,合理的頂鍛壓力和頂鍛變形量能將燒化階段形成的氧化夾雜物通過塑性變形排擠出去。本次閃光焊接工藝試驗從頂鍛階段和燒化階段兩方面進行調試。
4.2 頂鍛階段
在GAAS80/580焊機預熱閃光焊接工藝中,每個階段分別對應12個窗口,每個窗口顯示的數值代表一個工藝參數,通過窗口顯示的數值來實現工藝控制。典型燒化和頂鍛階段工藝參數見表2。其中,二次電壓、電流設定值、燒化速度、頂鍛壓力以焊機最大允許值的千分數來表示。比如:焊機最大二次電壓為V0,二次電壓參數設定為950,則表示該二次電壓為950‰V0。當電流設定值為999時,該參數不起作用,燒化電流將由焊機系統自我調節控制。一般為了確保燒化穩定而激烈,在燒化階段最后電流設定值設為999。走行極限表示焊機動架油缸活塞最大走行行程,燒化過程中走行極限達到設定值,就轉入下一步驟,單位為毫米。各時間參數表示設定的工藝步驟持續的最長時間,單位為秒。
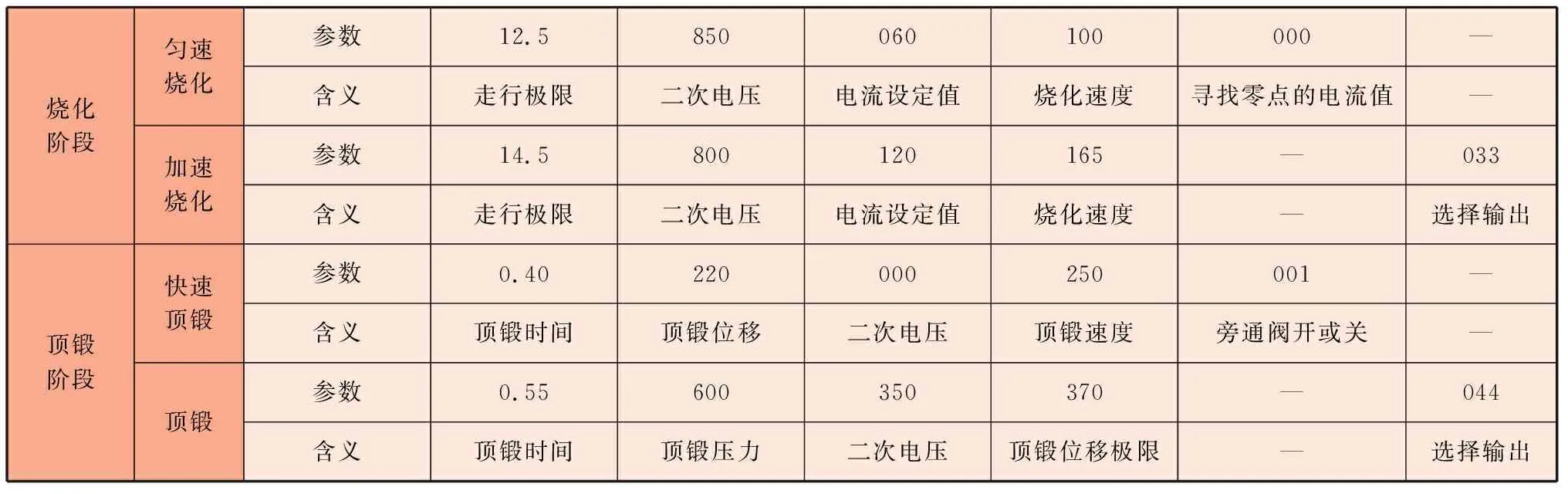
表2 燒化和頂鍛階段工藝參數
在頂鍛階段,通過設置不同的頂鍛壓力和頂鍛時間,用落錘試驗查看斷口的撕裂程度,良好的斷口應呈現出明顯的撕裂狀,頂鍛量過大會導致斷口平齊無明顯撕裂狀,頂鍛量過小會導致缺陷多,甚至出現過燒缺陷。頂鍛階段工藝方案見表3。對于三套不同的工藝方案,每個方案焊接三個焊頭,共焊接九個焊頭。焊接完成后不進行正火,直接在焊態下落錘[10-11]。以落錘斷口撕裂程度和斷口缺陷作為評價依據,其中斷口撕裂狀程度按平齊、較平齊、明顯撕裂狀依次打分1分、2分、3分,斷口缺陷按過燒缺陷、灰斑面積超標、無缺陷或者灰斑面積不超標依次打分-2分、-1分、1分。頂鍛階段工藝方案評價結果見表4。
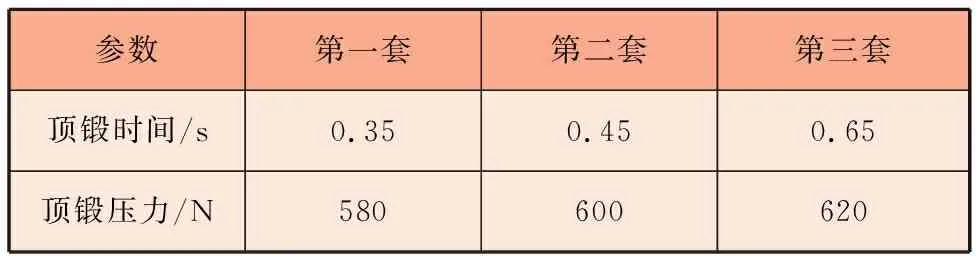
表3 頂鍛階段工藝方案

表4 頂鍛階段工藝方案評價結果
由表4可見,第一、第二套工藝方案中斷口撕裂狀明顯,第一套工藝方案中出現過燒缺陷。過燒缺陷是比灰斑缺陷更為嚴重的焊接缺陷,在鋼軌閃光焊接中不允許存在[12]。落錘斷口效果最好的是第二套工藝方案,但是第二套工藝方案中有兩個焊頭存在灰斑缺陷,需要進一步調試。
4.3 燒化階段
燒化階段起決定性作用的是燒化的最后兩步:勻速燒化和加速燒化,一共涉及八個工藝參數。為了保證燒化結構基本穩定,走行極限一般為固定值,不進行改變。勻速燒化和加速燒化的電流設置為999。于是,實際起控制作用的有四個工藝參數,分別是勻速燒化二次電壓、勻速燒化速度、加速燒化二次電壓、加速燒化速度。
根據正交試驗原理,以落錘結果和斷口灰斑缺陷面積為評價依據,設計以上述四個工藝參數為試驗因素的4因素3水平L9(34)正交試驗,試驗因素水平見表5。正交試驗結果見表6。其中,落錘結果分三個檔次,第一錘斷、第二錘斷、第二錘不斷依次評分-2分、-1分、1分,斷口灰斑缺陷面積分三個檔次,單個灰斑面積超標、總灰斑面積超標、灰斑面積合格依次評分-2分、-1分、1分,若出現單個灰斑面積和總灰斑面積均超標,則評分相加。

表5 正交試驗因素水平
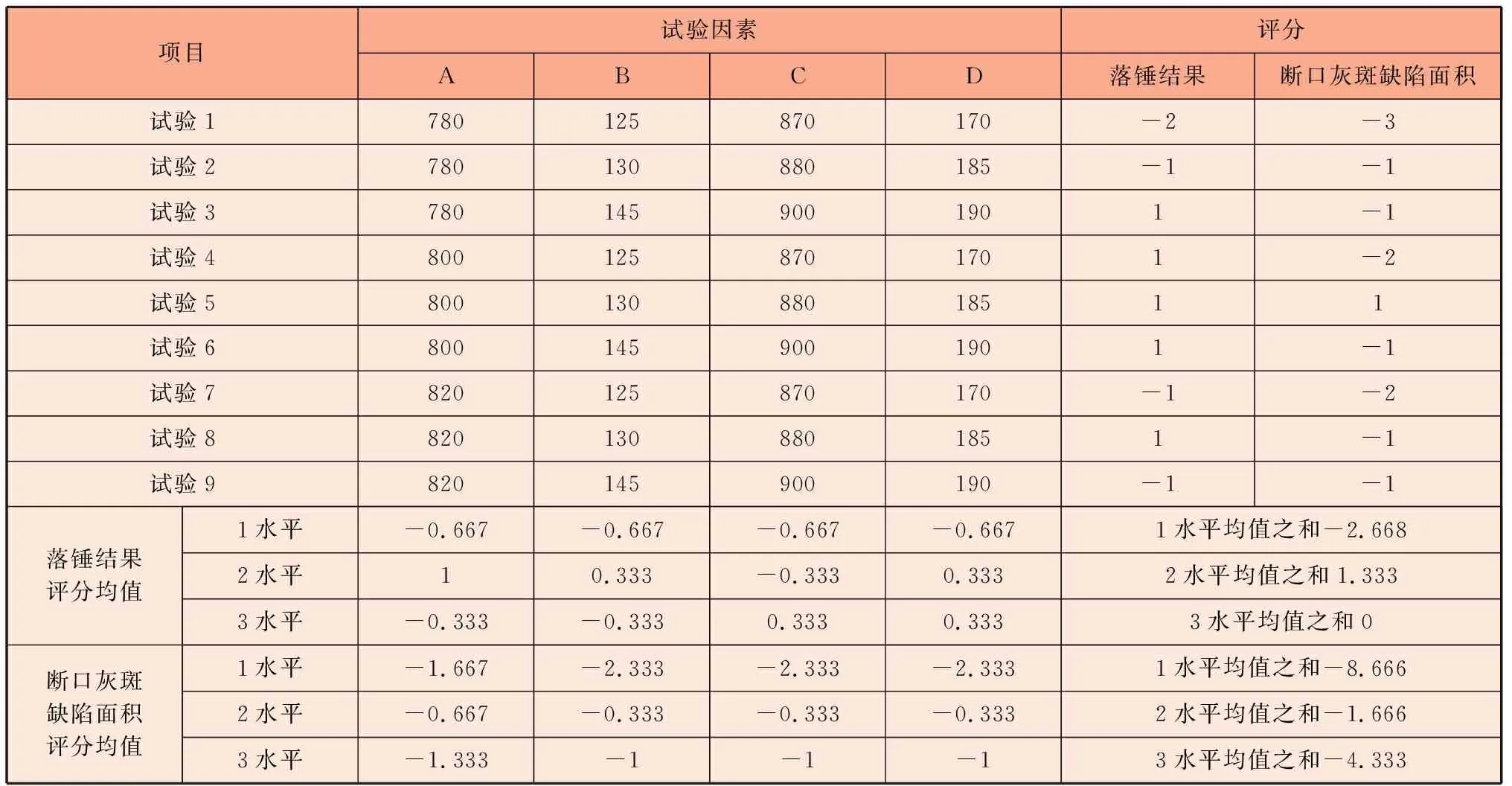
表6 正交試驗結果
從表6中可以看出,落錘結果和斷口灰斑缺陷面積兩個評價依據,2水平評分均值之和最大,比較而言,本次正交試驗最佳組合是2水平。
5 落錘與靜彎試驗
在正交試驗選出頂鍛和燒化階段工藝參數方案的基礎上,繼續進行調試優化,進行落錘、靜彎試驗,依據相關型式檢驗標準進行連續25個焊頭落錘試驗和15個焊頭的靜彎試驗[10-11]。為了進一步檢查焊頭的機械性能,落錘為5.2 m高度錘擊兩次,如果未斷,那么鋸口砸斷查看斷口。落錘試驗結果見表7。靜彎試驗設定加載最大載荷2 000 kN,最大撓度50 mm,如果載荷和撓度任何一項達到設定值,那么就停止加載,未壓斷焊頭則鋸口落錘查看斷口。靜彎試驗結果見表8。落錘與靜彎試驗表明,40個焊頭中有兩個斷口灰斑面積超標,最大面積為11.2 mm2。統計得出40個斷口的平均灰斑面積為4.72 mm2,較型式檢驗斷口平均灰斑面積減小45.3%。考慮到試焊與長軌焊接生產可能會有區別,利用該套工藝參數在武鋼U71MNG60N百米定尺鋼軌上焊接四個焊頭,進行探傷和落錘試驗,全部5.2 m落錘高度兩錘不斷,斷口合格。
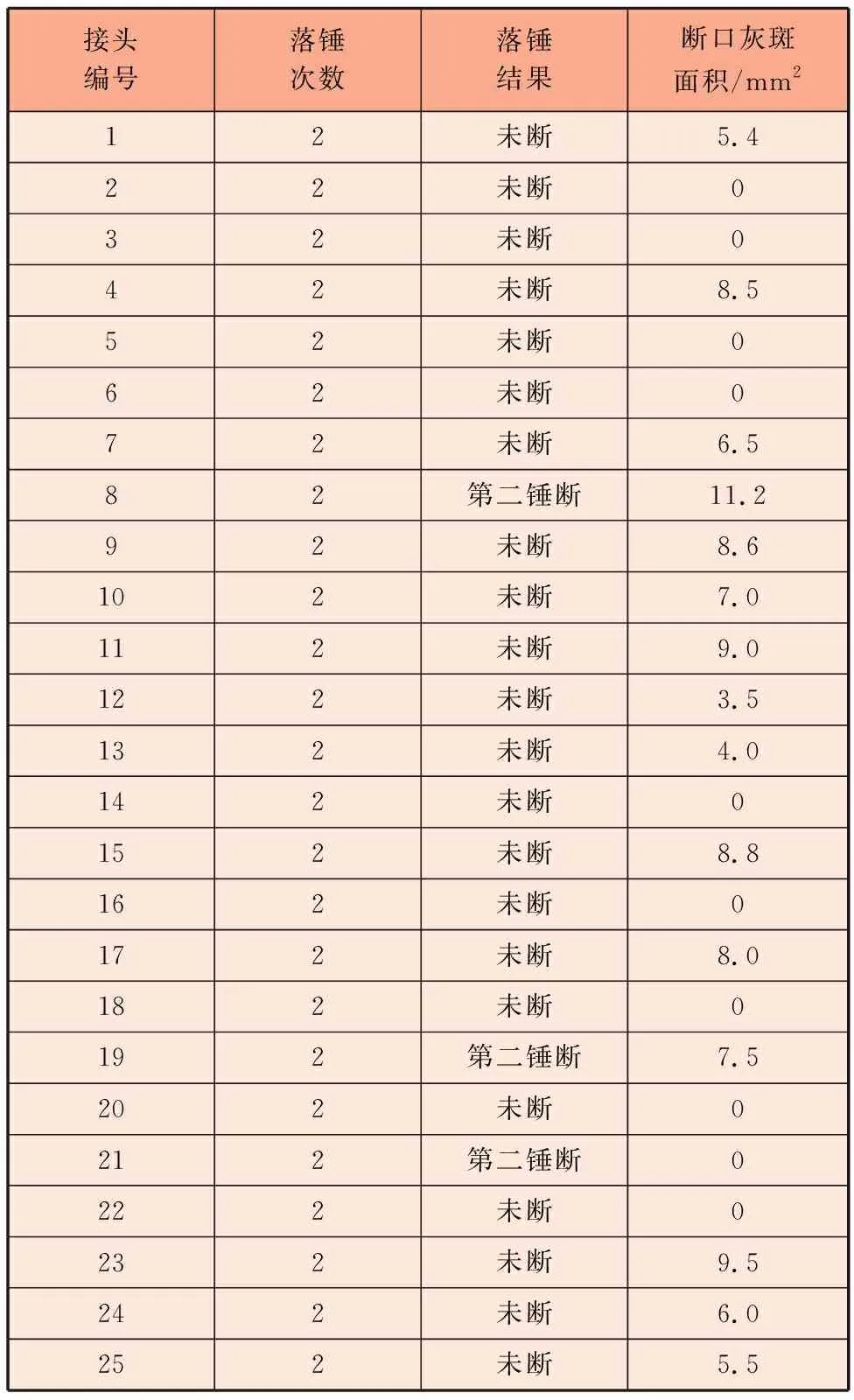
表7 落錘試驗結果
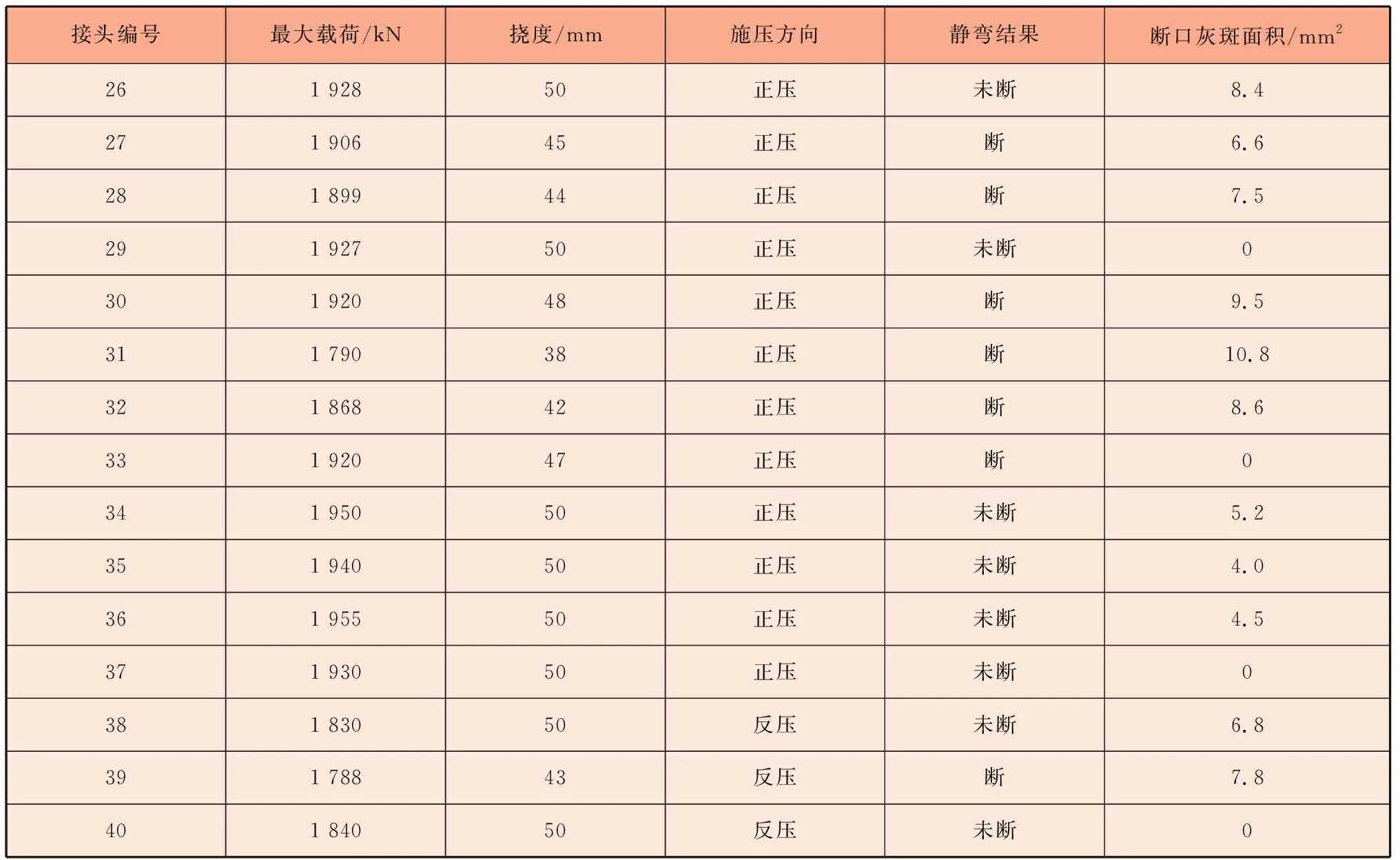
表8 靜彎試驗結果
6 結束語
統計和研究表明,U71Mn熱軋鋼軌閃光焊接灰斑缺陷相比U75V熱軋鋼軌較多,一次落錘合格率則U71Mn熱軋鋼軌偏低。
在廠焊流水線進行武鋼U71MNG60N鋼軌閃光焊接工藝調試,通過調整頂鍛壓力、頂鍛時間,使斷口撕裂狀明顯。通過設計燒化階段的4因素3水平L9(34)正交試驗,找出最佳工藝參數組合。
在最佳工藝參數組合的基礎上進一步調試,進行落錘和靜彎檢驗,并進行長軌焊頭落錘試驗。試驗結果表明,落錘和靜彎試驗斷口平均灰斑面積較型式檢驗減小45.3%,40個斷口中有兩個斷口灰斑面積超標。
鋼軌閃光焊接灰斑缺陷難以徹底消除,通過調試燒化和頂鍛階段工藝參數,能夠減少U71Mn熱軋鋼軌閃光焊接灰斑缺陷,具有參考價值。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52