壓力傳感器激光焊接封裝技術(shù)研究
2023-10-15 07:59:58金波柯飆張燕亮劉丹張林偉
傳感器世界 2023年7期
金波 柯飆 張燕亮 劉丹 張林偉
寧波中車時代傳感技術(shù)有限公司,浙江寧波 315021
0 引言
壓力傳感器可將被測壓力轉(zhuǎn)換為電信號,被廣泛應(yīng)用于軌道交通、空調(diào)、船舶、航空航天等領(lǐng)域。在軌道交通領(lǐng)域,壓力傳感器應(yīng)用環(huán)境通常具有高溫、高濕、強腐蝕、強振動等特點,對傳感器環(huán)境適應(yīng)性及防護能力有較高要求[1]。因此,需采用壓力傳感器一體化封裝設(shè)計實現(xiàn)氣密性封裝,提升產(chǎn)品可靠性[2]。
激光焊接因其能量密度高、焊縫深寬比大、熱影響區(qū)小、焊接形式靈活等優(yōu)點,在傳感器密封封裝形式中有大量應(yīng)用。激光焊接是對材料的局部加熱、熔合、冷卻的過程,焊接工藝參數(shù)的設(shè)定直接影響焊縫成形質(zhì)量和焊縫強度[3]。
本文對壓力傳感器一體化封裝進行研究,針對壓力芯體與基座激光焊接開展理論計算及仿真分析,確定焊縫熔深及寬度設(shè)計要求;同時,基于RF-GH300型激光焊接機,通過正交試驗設(shè)計開展焊接工藝參數(shù)對激光焊縫的影響研究,并考慮生產(chǎn)實際及工程化應(yīng)用,確定最優(yōu)焊接工藝參數(shù);最后,通過環(huán)境試驗驗證壓力傳感器焊接封裝可靠性。
1 壓力傳感器一體化設(shè)計
1.1 壓力傳感器典型結(jié)構(gòu)設(shè)計
壓力傳感器一體化封裝結(jié)構(gòu)如圖1 所示,根據(jù)結(jié)構(gòu)及功能組成,主要可分為3 部分:第1 部分包含基座與壓力芯體,兩者間密封連接,基座與測管路連接,被測壓力通過基座直接作用于壓力芯體,并轉(zhuǎn)換為電壓或電流信號向第2 部分傳遞;第2部分即傳感器內(nèi)部電路組成,主要可分為信號調(diào)理電路和電源防護電路,實現(xiàn)信號放大、轉(zhuǎn)換、補償?shù)裙δ埽坏? 部分是外殼和電連接器,外殼一端與基座密封連接,另一端與電連接器密封連接,實現(xiàn)傳感器內(nèi)部器件防護,電連接器實現(xiàn)外部電路與傳感器內(nèi)部電路互聯(lián),達到電源輸入及信號傳輸目的。采用一體化封裝的壓力傳感器密封性能好,結(jié)構(gòu)緊湊且抗振動能力強,可廣泛應(yīng)用于鐵路、船舶、航空等領(lǐng)域[4]。

1.2 壓力傳感器密封連接方式
根據(jù)壓力傳感器一體化封裝形式,考慮傳感器密封可靠性及IP 防護等級,通常采用焊接形式實現(xiàn)基座與外殼、外殼與電連接器的密封連接。基座與壓力芯體間的密封常采用O 型密封圈形式或激光焊接形式,如圖2 所示。
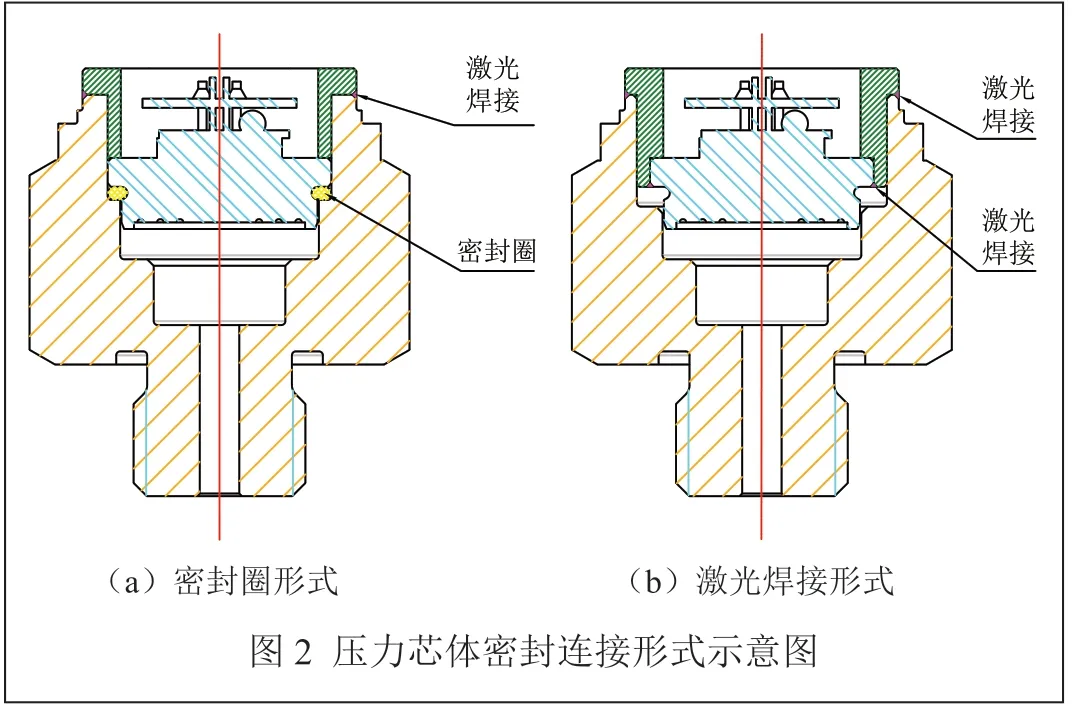
表1 給出了2 種壓力芯體密封形式的優(yōu)缺點對比。本文所述壓力傳感器主要應(yīng)用于鐵路交通領(lǐng)域,需在-40 ~125 ℃溫域范圍內(nèi),實現(xiàn)對10 MPa 破壞壓力內(nèi)的可靠性測量,被測介質(zhì)常帶有油污,對橡膠件的使用壽命存在較大影響,產(chǎn)品整體應(yīng)用環(huán)境較為惡劣,因此采用激光焊接實現(xiàn)壓力芯體與基座的密封連接。

表1 壓力芯體密封形式對比
2 激光焊接焊縫熔深理論計算
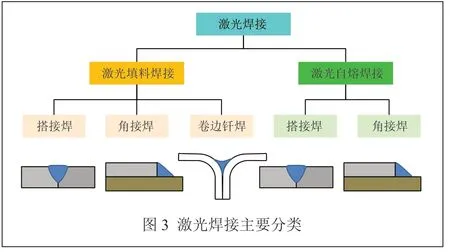
激光焊接是以激光束為熱源,通過光學系統(tǒng)傳導并聚焦于焊件局部區(qū)域,在極短時間內(nèi)使焊件局部熔化、冷卻,最終形成冶金結(jié)合,實現(xiàn)焊件緊密連接的工藝。圖3 給出了激光焊接的主要類型[5]。對于傳感器等微型器件,一般采用激光自熔焊接,本文中壓力芯體與基座焊縫采用激光自熔搭接焊。
2.1 焊縫熔深計算
壓力芯體與基座焊接可靠性直接影響壓力傳感器性能。圖4 給出了壓力芯體與基座焊縫受力示意圖,被測壓力直接作用于壓力芯體承壓面,焊縫承受沿芯體軸向的剪切力,需對焊縫熔深進行控制,使焊縫剪切強度滿足要求。

對于對接接頭或T 型接頭焊縫,其強度可按式(1)計算[6]:
其中,[σ] 為焊縫最大承受應(yīng)力(單位:MPa);F為焊縫承力(單位:N);lw為焊縫長度(單位:mm);δ為焊縫熔深(單位:mm);fδw為焊縫抗拉或抗剪強度(單位:MPa)。
已知壓力芯體最大承受破壞壓力為10 MPa,芯體與基座材料均為304 不銹鋼,考慮激光自熔焊縫強度與母材強度接近,根據(jù)標準GB/T 8165,取焊縫剪切強度210 MPa。由此,根據(jù)式(2)計算焊縫理論熔深:
其中,Pmax為壓力傳感器最大破壞壓力值(單位:MPa);d為壓力芯體承壓面直徑(單位:mm)。
計算可得焊縫理論熔深約0.2 mm,為保證產(chǎn)品可靠性,考慮焊縫安全系數(shù)S=1.5,則焊縫設(shè)計熔深值應(yīng)為0.3 mm。
2.2 焊縫強度仿真分析
本節(jié)建立基于實際焊縫的有限元模型,仿真分析10 MPa 破壞壓力下焊縫區(qū)域應(yīng)力分布,模型建立如圖5 所示。

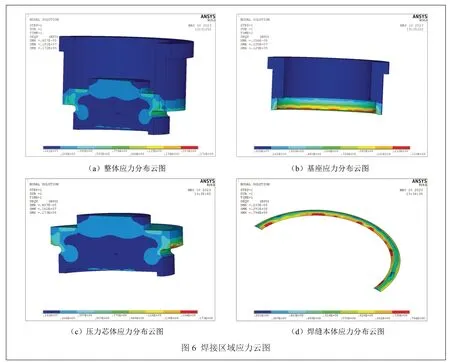
圖6 給出了破壞壓力下壓力芯體與轉(zhuǎn)接件焊接區(qū)域各部件應(yīng)力云圖。可見,焊接區(qū)域最大應(yīng)力值為172 MPa,應(yīng)力集中為壓力芯體與焊縫連接根部;基座上最大應(yīng)力值為129 MPa,位于基座與焊縫連接根部;激光焊縫本體最大應(yīng)力值為79.4 MPa,應(yīng)力沿焊縫熔深方向分布。綜上,焊接區(qū)域最大應(yīng)力值172 MPa,小于焊縫剪切強度210 MPa。仿真證明,熔深0.3 mm的焊縫滿足設(shè)計強度要求。
3 激光焊接工藝參數(shù)設(shè)計及驗證
3.1 焊接工藝參數(shù)設(shè)計
實驗采用RF-GH300 型脈沖式激光焊接機,設(shè)備可調(diào)激光焊接工藝參數(shù)包括峰值功率、脈沖寬度、脈沖頻率、焊接速率、離焦量。大量實踐證明,激光能量是影響激光焊接焊縫強度的主要因素[7],激光能量可根據(jù)式(3)計算:
其中,W為激光能量(單位:W);f為脈沖頻率(單位:Hz);P為峰值功率(單位:kW);L為脈沖寬度(單位:ms)。
進一步,對于指定焊縫寬度d,可根據(jù)式(4)計算脈沖頻率:
其中,v為焊接速率(單位:mm/s);s為焊點光面積(單位:mm2),即s=π(d/2)2;α為焊縫重疊率,一般要求α≥80%。
為提高產(chǎn)品生產(chǎn)效率,根據(jù)制造流程節(jié)拍要求,規(guī)定設(shè)備焊接速率保持5 mm/s,本文中壓力芯體與基座焊縫寬度設(shè)計為1 mm,由此可得到激光焊接脈沖頻率為32 Hz。
綜上,本文采用正交試驗方法,調(diào)整峰值功率(1 ~2.6 kW)和脈沖寬度(0.5 ~2 mm),研究其對焊縫熔深及焊縫寬度的影響,并對不同工藝參數(shù)下焊縫外觀及質(zhì)量進行檢查分析,最終確定最優(yōu)焊接工藝參數(shù)。
3.2 焊縫質(zhì)量檢查
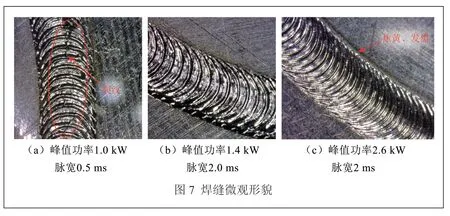
激光焊接焊縫質(zhì)量要求焊接結(jié)合面無偏離,焊縫光潔、均勻,焊點連續(xù)且焊縫表面無裂紋、氣孔、塌陷、燒穿等不良現(xiàn)象,因此,對焊后焊縫進行3 MPa 氣密性檢查,并觀察焊縫外觀形貌,如圖7 所示。可見,激光自熔焊接形成水波紋狀的連續(xù)、白亮焊縫,當峰值功率和脈沖寬度均較小時,焊縫在氣密性檢查后出現(xiàn)明顯裂紋;當峰值功率和脈沖寬度均較大時,焊縫出現(xiàn)過燒現(xiàn)象,焊縫邊緣焦黃、發(fā)黑。
3.3 工藝參數(shù)影響研究及最優(yōu)選取
對樣品焊縫進行解剖切片分析,測量焊縫寬度及焊縫熔深,如圖8 所示。可見,激光自熔焊縫切面呈等邊三角形分布,焊縫最大熔深與焊接搭接面無偏離。

對比各工藝參數(shù)下焊縫熔深和焊縫寬度,由圖9可知,焊縫熔深與峰值功率及脈寬呈正比線性關(guān)系,峰值功率和脈寬越大,焊縫熔深越大;而焊縫寬度主要由激光光點大小決定,其受峰值功率和脈寬的影響較小,所有樣品焊縫寬度均在1 mm±0.1 mm 范圍內(nèi),焊縫寬度的增加主要是因為焊接能量提升導致的熱量傳遞使焊縫周圍材料局部熔化。
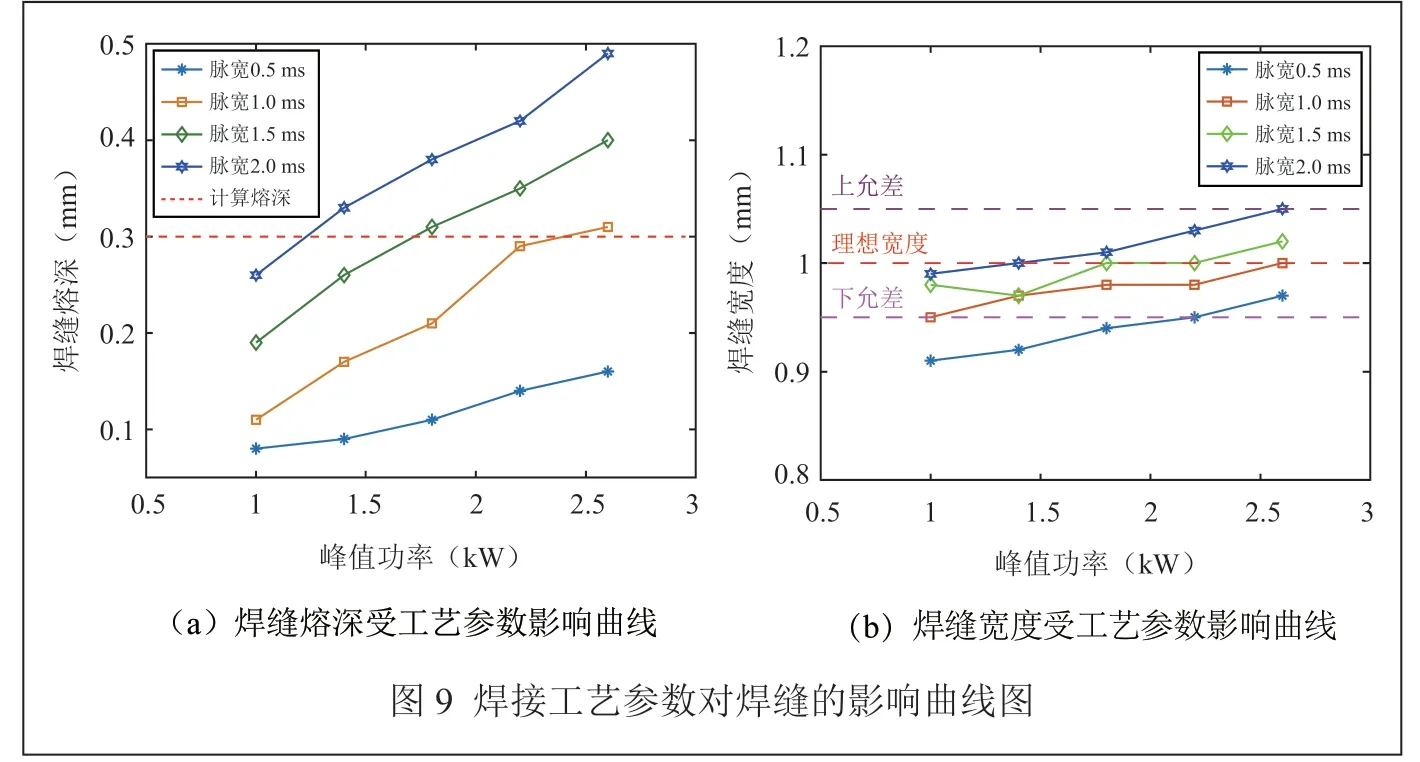
參考焊縫設(shè)計熔深0.3 mm,焊縫寬度1 mm±0.05 mm,有多組工藝參數(shù)滿足設(shè)計條件。但考慮壓力芯體屬于敏感元件,傳熱速度快,內(nèi)部核心部件耐溫性能有限,同時,壓力芯體大多通過玻璃燒結(jié)工藝將內(nèi)部電路引出至針腳上,玻璃燒結(jié)區(qū)域材料間熱膨脹系數(shù)差異大,易受焊接熱應(yīng)力影響產(chǎn)生裂紋或間隙,從而導致芯體失效。
為避免焊接局部溫度過高導致壓力芯體失效,需在滿足焊縫設(shè)計要求前提下,優(yōu)選焊接工藝參數(shù),其中,峰值功率是導致焊接局部升溫的主要因素,由此,本文綜合選取峰值功率1.4 kW,脈寬2 ms 作為壓力芯體與基座激光焊接最優(yōu)工藝參數(shù)。
3.4 試驗驗證
以上述最優(yōu)激光焊接工藝參數(shù)制備壓力傳感器樣品10 支,抽取其中4 支進行工作壓力循環(huán)、三綜合振動、交變濕熱等環(huán)境試驗,試驗后對產(chǎn)品進行性能測試及解剖分析,如表2 所示。結(jié)果表明,所有傳感器試驗后性能滿足要求,產(chǎn)品結(jié)構(gòu)完好,未發(fā)現(xiàn)焊縫開裂現(xiàn)象,充分驗證了焊接參數(shù)選取的可行性及壓力傳感器一體化封裝結(jié)構(gòu)的可靠性。

表2 試驗前后壓力傳感器性能對比
4 結(jié)束語
本文基于壓力傳感器一體化封裝結(jié)構(gòu),對傳感器密封連接方式開展對比分析,指出激光焊接工藝在傳感器密封設(shè)計中的優(yōu)勢,通過理論計算激光焊縫熔深并通過仿真驗證了焊縫強度滿足設(shè)計要求。同時,考慮實際生產(chǎn)過程,研究激光焊接工藝參數(shù)對焊縫熔深及焊縫寬度的影響,并通過焊縫質(zhì)量檢查及解剖切片分析,綜合選取最優(yōu)焊接工藝參數(shù)。結(jié)果表明,峰值功率和脈寬與焊縫熔深呈線性正比關(guān)系,焊縫寬度主要取決于激光光點大小,與峰值功率及脈寬的關(guān)系不大。當峰值功率取1.4 kW,脈寬取2 ms 時,焊縫熔深及寬度滿足設(shè)計要求,且焊縫質(zhì)量良好,產(chǎn)品可靠性高,為生產(chǎn)制造提供參考。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
