基于ABAQUS模擬淬火對6061-T6鋁合金鑄件殘余應力的影響
2023-10-12 12:52:30張靈曉喬常鑫鄭永濤
上海金屬 2023年5期
張靈曉 喬常鑫 鄭永濤 李 娜
(1.陜西鐵路工程職業技術學院,陜西 渭南 714000; 2.陜西汽車控股集團有限公司,陜西 西安 710200)
6061-T6鋁合金具有較高的硬度、耐腐蝕、耐磨性以及良好的焊接和疲勞性能,廣泛應用于航空航天、汽車、船舶、機械制造等領域[1-4]。6061-T6鋁合金鑄件大多采用固溶與淬火處理,淬火過程中快速冷卻在工件內部產生的內應力是導致淬火變形的根本原因。殘余應力產生的主要原因包括不均勻塑性變形和熱處理。殘余應力對材料性能有多種影響,如疲勞、應力腐蝕開裂、失效、變形和尺寸變化[5-8]。因此,預測和降低淬火殘余應力對于提高6061-T6鋁合金零件的質量具有重要意義。本文采用ABAQUS軟件對汽車鋁合金鑄件淬火后的殘余應力分布進行分析,并建立淬火過程的溫度場模型和應力場模型,為后續分析鋁合金零件熱處理過程的殘余應力提供一種有效方法。
1 試驗材料與方法
本文以汽車前縱梁加強板為研究對象,其材質為6061-T6鋁合金,采用普通壓鑄方式生產,然后對壓鑄件進行淬火處理。采用ABAQUS軟件對淬火過程進行數值模擬,熱處理工藝為515 ℃固溶后分別于25、45、60、80 ℃水淬。由于固溶處理溫度高,將水淬鑄件的初始殘余應力設為零,即材料的初始殘余應力。采用順序熱力耦合分析方法,先進行溫度場的模擬分析,再將溫度場順序耦合到應力場,從而提高模擬效率。
采用μ-X360n型X射線殘余應力分析儀檢測殘余應力,采用Cr靶,管壓30 kV。測量殘余應力前采用飽和氯化鈉溶液對試樣進行電解拋光。
2 有限元模型的建立
2.1 溫度場模型的建立
有限元分析時,采用Hypermesh軟件對鋁合金鑄件模型進行網格劃分,所建立的幾何模型如圖 1 所示,選擇A、B兩點采集溫度。
鋁合金鑄件的熱傳導為非線性瞬態熱傳導,其控制方程為:
(1)

本文中,邊界條件為淬火件與水介質之間的傳熱方式,控制方程為:
(2)
式中:q、hk、hs、h分別為熱流通量、對流系數、輻射系數、總傳熱系數;Tw、Tc分別為邊界溫度和環境溫度。由于淬火過程中鋁合金鑄件與水溫同時變化,傳熱系數也在不斷變化,通過計算可得不同溫度水淬的6061-6T鋁合金的傳熱系數隨溫度的變化[9]如圖3所示。
2.2 應力場模型的建立
應力場模型采用小變形理論,將總應變分解為5個分量:
ε=εe+εp+εth+εΔV+εtr
(3)
式中:εe、εp、εth、εΔV、εtr分別為彈性應變張量、塑性應變張量、熱塑性應變張量、體積應變張量和相變塑性應變張量。由于本文淬火目的是限制相變,可將εtr值設為零。因此,應變增量可表示為:
Δε= Δεe+ Δεp+ Δεth+ ΔεΔV
(4)
式中:Δεe、Δεp、Δεth、ΔεΔV分別為彈性應變增量、塑性應變增量、熱塑性應變增量、體積應變增量。
應力分析與熱分析選擇相同的單元和節點,應力場計算采用CPE4R單元。6061-T6鋁合金的力學性能隨溫度的變化如圖4所示,選取P1、P2、P3 3條路徑分析殘余應力,如圖5所示。
3 結果與分析
3.1 溫度場模擬結果
圖6(a)和圖6(b)分別為鋁合金鑄件在不同溫度水淬過程中A、B點溫度的變化。可以看出:隨著水淬溫度從25 ℃升高至80 ℃,A點溫度下降曲線的曲率變化較小;B點溫度下降曲線的曲率變化較為明顯,尤其是當水淬溫度為80 ℃時,鑄件溫度下降最為緩慢。綜上,當水淬溫度為80 ℃時,鑄件B點溫度下降最慢,A點溫度下降變化不明顯。
3.2 殘余應力模擬結果
3.2.1 Mises殘余應力
圖7為鋁合金鑄件中Mises殘余應力分布云圖。可以看出,鋁合金鑄件的Mises殘余應力峰值隨水淬溫度的升高而逐漸降低,最大為25 ℃水淬后的320 MPa,最小為80 ℃水淬后的290 MPa,降低了9.4%;云圖中紅色表示高殘余應力區域,主要集中在P1路徑上,因此分析P1路徑的Mises殘余應力分布,結果如圖8所示。可以看出:隨著水淬溫度的升高,P1路徑的殘余應力曲線逐漸趨于平緩;25 ℃水淬后曲線上應力相差最大為60 MPa,80 ℃水淬后曲線上應力相差最大為22 MPa。
3.2.2 橫向殘余應力(S11)分布
圖9為鋁合金鑄件中橫向殘余應力(S11)分布云圖。可以看出:鋁合金鑄件的S11殘余應力峰值隨水淬溫度的升高先升高后降低,最小為25 ℃水淬后的286 MPa,60 ℃時為324 MPa,80 ℃水淬后又降低為289 MPa;云圖中紅色高殘余應力區域主要集中在P2路徑以及與P2路徑平行的板筋上,因此分析P2路徑的S11殘余應力,結果如圖10所示。可以看出:P2路徑的S11殘余應力隨水淬溫度的升高先升高后降低,60 ℃水淬后達到最大;25 ℃水淬后曲線上應力相差最大為100 MPa,80 ℃水淬后曲線上應力相差最大為60 MPa,曲線整體上趨于平穩。

圖1 鋁合金鑄件網格劃分Fig.1 Mesh division of aluminum alloy casting

圖2 6061-6T鋁合金熱物理參數隨溫度的變化Fig.2 Variation in thermophysical parameters of 6061-6T aluminum alloy with temperature

圖3 不同溫度水淬的6061-6T鋁合金的傳熱系數隨溫度的變化Fig.3 Variation in heat transfer coefficient of 6061-6T aluminum alloy with temperature after quenching in water at different temperatures

圖4 6061-T6鋁合金的力學性能隨溫度的變化Fig.4 Variation in mechanical property of 6061-T6 aluminum alloy with temperature

圖5 殘余應力分析路徑Fig.5 Analysis path of residual stress
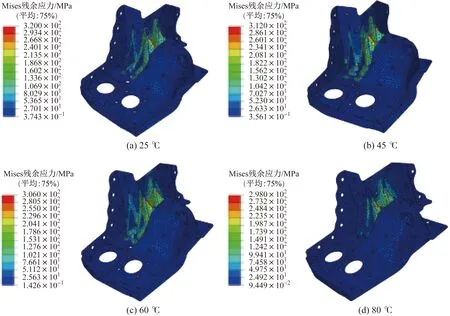
圖7 不同溫度水淬的鑄件中Mises殘余應力分布云圖Fig.7 Distribution patterns of Mises residual stress in castings after quenching in water at different temperatures

圖8 P1路徑的Mises殘余應力分布曲線Fig.8 Distribution curves of Mises residual stress along the path P1

圖9 不同溫度水淬后的鑄件中橫向殘余應力(S11)分布云圖Fig.9 Distribution patterns of transverse residual stress (S11) in castings after quenching in water at different temperatures
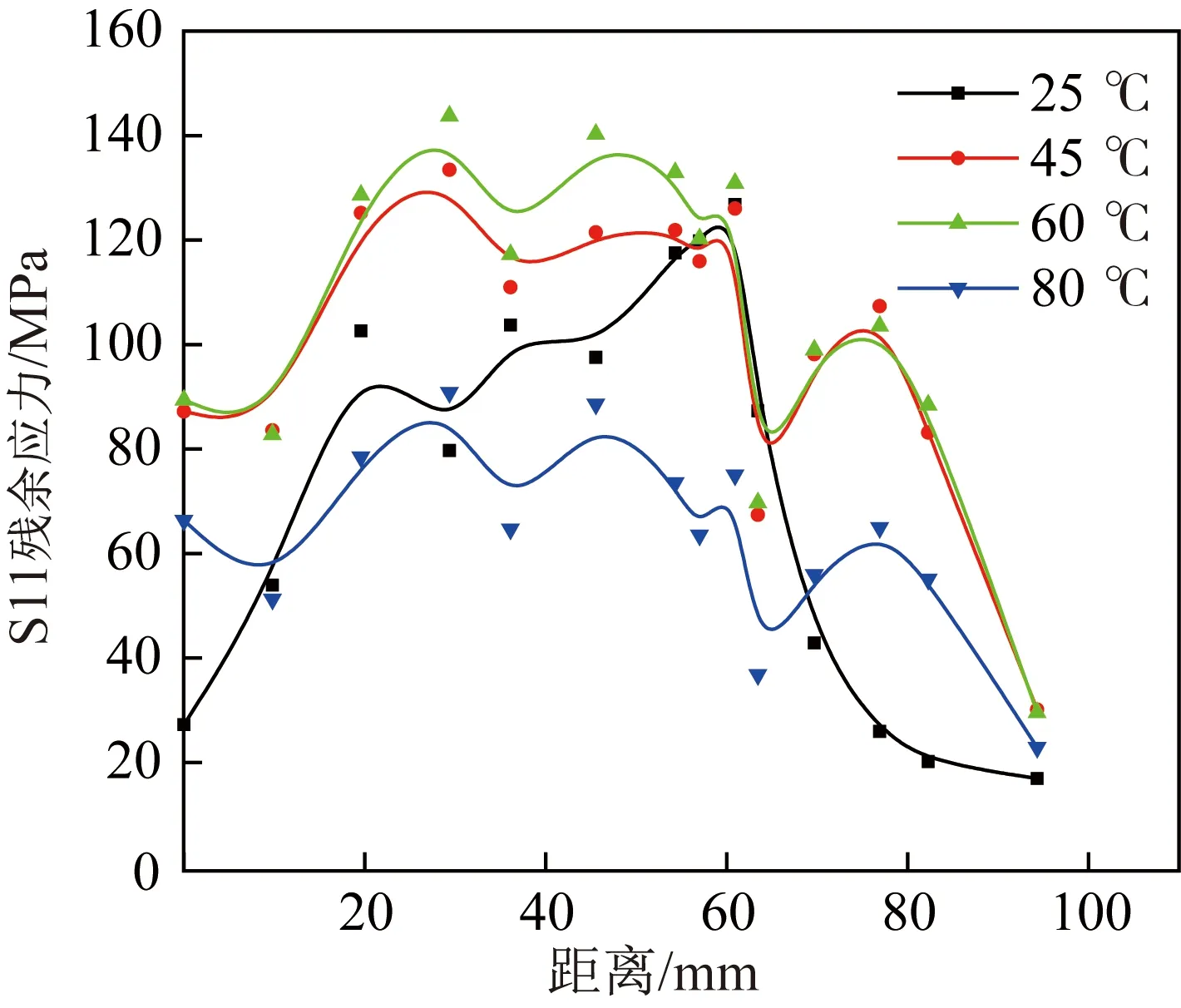
圖10 P2路徑的S11殘余應力分布曲線Fig.10 Distribution curves of S11 residual stress along the path P2
3.2.3 縱向殘余應力(S33)分布
圖11為鋁合金鑄件中縱向殘余應力(S33)分布云圖。可以看出,鋁合金鑄件的S33殘余應力峰值隨水淬溫度的升高而降低,最大為25 ℃水淬后的159 MPa,最小為80 ℃水淬后的114 MPa,降低了28.3%。云圖中紅色高殘余應力區域主要集中在P3路徑以及與P3路徑平行的板筋上,因此分析P3路徑的S33殘余應力,結果如圖12所示。可以看出:P3路徑的S33殘余應力隨水淬溫度的升高先升高后降低,60 ℃水淬后的殘余應力最大,25、45、60 ℃水淬后的3條曲線幾乎重合;當水淬溫度升至80 ℃時,P3路徑的S33殘余應力下降較為明顯,整體降至最低。

圖11 不同溫度水淬的鑄件中縱向殘余應力(S33)分布云圖Fig.11 Distribution patterns of longitudinal residual stress(S33) in castings after quenching in water at different temperatures

圖12 P3路徑的S33殘余應力分布曲線Fig.12 Distribution curves of S33 residual stress along the path P3
由于本文的數值模擬未考慮相變和組織變化,非均勻塑性變形的發生是淬火殘余應力產生的前提,而應力場模型中的殘余應力主要是由于熱應力引起的材料不均勻塑性變形與因不均勻塑性變形而無法恢復的彈性變形而產生的。根據鋁合金的導熱系數,隨著水淬溫度的升高,導熱系數的峰值逐漸降低,尤其是從60 ℃升高至80 ℃時,導熱系數整體大幅度降低。因此,鑄件B點溫度在80 ℃水淬后下降較為緩慢。而水淬溫度的升高有利于熱應力的緩慢釋放,所引起的不均勻塑性應變與無法恢復的彈性應變相對于其他溫度(25~60 ℃)時較低,所以在水淬溫度為80 ℃時,Mises、S11、S33殘余應力峰值與高殘余應力區域的應力值整體均最低。此外,Mises、S11、S33殘余應力并不都隨水淬溫度的升高而降低,例如在60 ℃水淬后的S11殘余應力峰值較大,這主要是由于該溫度下橫向塑性應變與殘余彈性應變較大所致,所以生產中淬火水溫應盡量保持在80 ℃。
3.2.4 試驗驗證
采用X射線殘余應力分析儀檢測80 ℃水淬后鑄件的S11和S33殘余應力分布,并與模擬結果進行對比,如圖13所示。可以看出,實測值與模擬值基本吻合,S11殘余應力的實測值與模擬值最大誤差為23.4%,而S33殘余應力的實測值與模擬值最大誤差為25.0%。
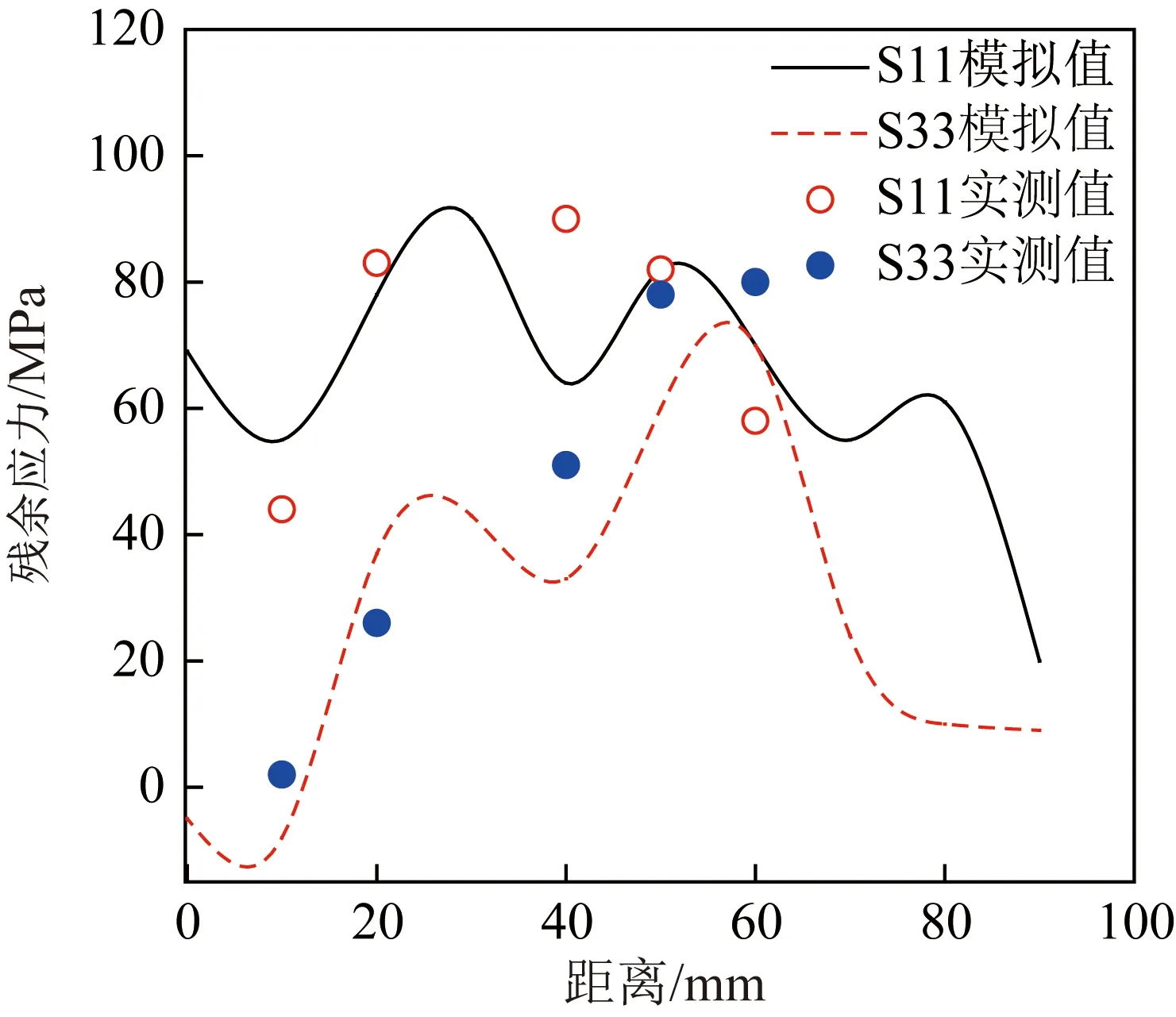
圖13 80 ℃水淬后鑄件的S11和S33殘余應力實測值與模擬值對比Fig.13 Comparison between the measured and the simulated values of S11 and S33 residual stresses in castings quenched in water at 80 ℃
4 結論
(1)鋁合金鑄件的Mises殘余應力峰值隨水淬溫度的升高而逐漸降低,80 ℃水淬后高殘余應力區應力相差最大為22 MPa。
(2)S11橫向殘余應力峰值隨水淬溫度的升高先升高后降低,80 ℃水淬后高殘余應力區應力相差最大為60 MPa。
(3)S33縱向殘余應力峰值隨水淬溫度的升高而降低,80 ℃水淬火后高殘余應力區應力整體明顯下降。
(4)80 ℃水淬后S11和S33殘余應力實測值與模擬值基本吻合,因此,在實際生產中6061-T6鋁合金鑄件應盡量在80 ℃水淬。
