帶除法器的鋁合金型材擠壓系統(tǒng)溫度閉環(huán)控制研究
2023-10-12 06:34:48黃藝娜
景德鎮(zhèn)學院學報 2023年3期
黃藝娜
(漳州職業(yè)技術(shù)學院 智能制造學院,福建 漳州 363000)
0 引言
在鋁合金型材擠壓過程中鋁錠溫度高,金屬的變形抗力小,為加快擠壓的速度,提高擠壓機的生產(chǎn)效率,普遍采用熱擠壓,鋁錠坯被加熱到440~480℃后送入擠壓容室。但金屬塑型變形及摩擦發(fā)熱會導致鋁錠的溫度進一步升高,使出口型材的溫度和力學性能沿長度方向發(fā)生變化,甚至產(chǎn)生扭曲、裂紋等質(zhì)量缺陷,因此擠壓過程帶來的溫度升高又制約著擠壓速度提高。為獲得較高的生產(chǎn)效率并保證產(chǎn)品質(zhì)量,最好采用等溫擠壓技術(shù)[1-4],即在擠壓過程中保持擠壓變形區(qū)的溫度恒定。目前等溫擠壓有三種實現(xiàn)方法:鋁錠的梯溫加熱[5]、擠壓參數(shù)的熱—力耦合仿真[6]、參數(shù)雙閉環(huán)(擠壓速度—型材出口溫度)擠壓控制[7-8]。這三種方法各有優(yōu)勢,可以根據(jù)不同應用場合互相組合,發(fā)揮最佳效果。
針對等溫擠壓的研究雖然不少,但大多數(shù)研究關注于溫度開環(huán)即模擬等溫擠壓技術(shù)。文獻[9-10]構(gòu)建型材出口溫度—擠壓速度閉環(huán),根據(jù)出口溫度實時調(diào)整擠壓速度,以實現(xiàn)等溫擠壓。
出口型材溫度變化,歸根結(jié)底是由擠壓力做功而導致的,要控制出口型材溫度,應當以擠壓功率做為控制力。擠壓功率的兩個要素為擠壓力和擠壓速度,擠壓力與擠壓速度、鋁錠變形區(qū)溫度、合金牌號、錠長、擠壓比等工藝參數(shù)有非常復雜的關系,在擠壓過程中會發(fā)生實時變化,如果忽略擠壓力的變化,只調(diào)節(jié)擠壓速度將使得實際控制力偏離期望值,難以得到期望的控制效果[11-12]。
本文著重研究以擠壓功率為控制力的控制系統(tǒng)結(jié)構(gòu)[13-14],在此基礎上提出一種簡化的擠壓功率-型材出口溫度模型控制系統(tǒng)。
1 鋁擠壓機制品出口溫度模型
鋁型材擠壓生產(chǎn)線是一個復雜的生產(chǎn)過程控制系統(tǒng),整個工藝可按“加熱—擠壓—淬火—鋸切—矯直”的流程進行生產(chǎn),可概括為三個階段:
(1)鋁錠加熱階段:將由前端的冷鋸系統(tǒng)送出的一定規(guī)格的鋁錠送入工頻感應爐預熱,使鋁錠獲得工藝要求的初始溫度,也可使鋁錠在其軸向上具有梯度溫差,實現(xiàn)梯溫加熱。
(2)鋁錠的熱擠壓階段:將受熱軟化的鋁錠通過上錠裝置送到擠壓機,裝進已經(jīng)預熱好的擠壓筒,并裝載模具。由液壓系統(tǒng)的主側(cè)缸提供動力推動擠壓桿向前擠壓鋁錠,使鋁錠在模具口處因受擠壓而產(chǎn)生變形,從不同規(guī)格的模具流出,獲得相應形狀的型材制品。
(3)鋁型材的后處理階段:擠壓完成后的型材,組織性能還不穩(wěn)定,需要進行在線淬火和冷卻,使型材不會扭曲變形;再經(jīng)過牽引機和飛鋸將鋁型材進行鋸切,送入冷床進行時效處理,提高型材品質(zhì)。

ΔT0=G1·W
(2)
其中G1表示在擠壓力總做功中導致變形區(qū)溫度變化的那部分能量,可用圖1(a)表示式(1)-(3)。
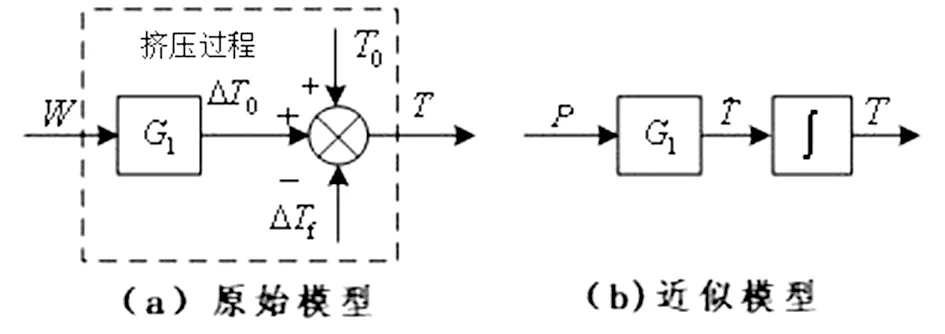
圖1 出口溫度模型結(jié)構(gòu)圖
考慮到在短時間內(nèi)ΔTf近似相等,可以得到:
ΔT≈ΔT0=G1·W
(4)
其中ΔT為兩次測量得到的型材溫度變化值,利用式(4)進一步得到:
其中P為實時擠壓功率。式(5)是一個單輸入單輸出的簡化模型,結(jié)構(gòu)如圖1(b)所示。
2 閉環(huán)溫度控制系統(tǒng)結(jié)構(gòu)
式(5)表明,控制型材出口溫度變化的控制力應為擠壓功率P=F′·v,其中F′=Ff+Fd為摩擦力Ff與金屬變形抗力Fd之和,v為擠壓速度。在不考慮牽引力情況下,擠壓力F與擠壓速度v之間需滿足牛頓第二定律:
其中m為擠壓軸、鋁錠及型材制品等總質(zhì)量,為了將F′與F進行區(qū)分,稱F′為有效擠壓力(即直接參與做功,使得型材溫度發(fā)生變化)。
文獻[4-6]以擠壓速度為控制力,可以認為是將Ff和Fd視為常數(shù),這與實際情況相違背,實際擠壓功率在擠壓進程中會發(fā)生變化,只通過調(diào)節(jié)擠壓速度難以得到期望的擠壓功率,這將直接影響對型材出口溫度的控制效果。為了消除擠壓力變化的影響,考慮到擠壓力可實際測得,可在溫度調(diào)節(jié)器的輸出增加除法器,具體如圖2所示。
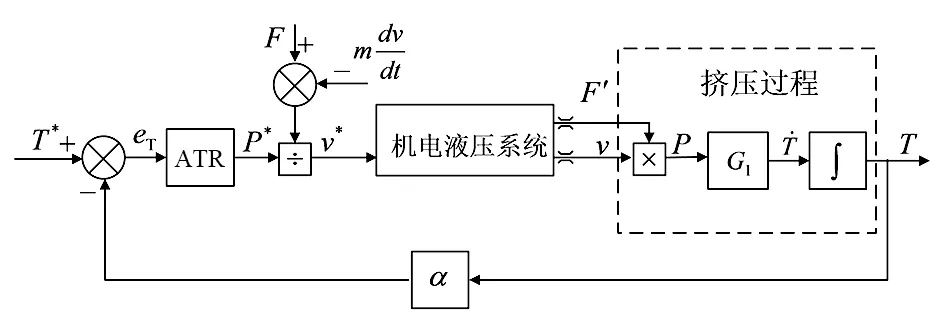
圖2 閉環(huán)溫度控制系統(tǒng)結(jié)構(gòu)圖
圖中溫度偏差eT送入溫度調(diào)節(jié)器ATR,調(diào)節(jié)器輸出給定功率P*,給定功率除以F′后得到給定擠壓速度v*,F′可根據(jù)式(6)計算得到,圖中除法器能夠及時調(diào)整v*,抵消F′變化對功率輸出的影響。
3 仿真平臺建立
為了說明前一節(jié)中除法器的作用,文中對圖2的系統(tǒng)進行仿真。為了簡化仿真模型,可忽略擠壓速度的過渡過程。除了需建立擠壓過程溫度模型外,為了說明有效擠壓力的變化,還需要建立有效擠壓力與溫度的模型。
型材擠壓過程熱力學模型為一組非線性、時變、強耦合的偏微分方程組,直接建模困難,也難以根據(jù)該模型設計控制器。對于難以直接建模的系統(tǒng),可根據(jù)輸入輸出數(shù)據(jù)應用系統(tǒng)辨識方法確定對象模型[11-13]。文獻[7]應用神經(jīng)網(wǎng)絡技術(shù)建模,但計算量大,模型訓練時間長,本文采用一次完成最小二乘法同時確定的模型結(jié)構(gòu)和參數(shù)。
3.1 模型結(jié)構(gòu)建模
用自回歸滑動平均模型來描述輸入輸出關系:
A(z-1)y(k)=z-dB(z-1)x(k)+ξ(k)
(7)
式中y(k),x(k)——k時刻型材溫度和輸入功率;ξ(k)——k時刻隨機噪聲;d——控制通道時延;z-1——單位后移算子;
k=1,2,3,…
移項整理后寫成下列簡潔形式:
y(k)=φT(k-1)θ+ξ(k)
(8)
式中φ(k-1),θ——數(shù)據(jù)向量和參數(shù)向量;
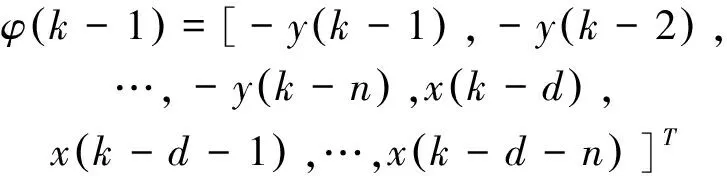
θ=[a1,a2,…,an,b0,b1,…,bn]T
確定模型結(jié)構(gòu)和參數(shù)流程如圖3所示。
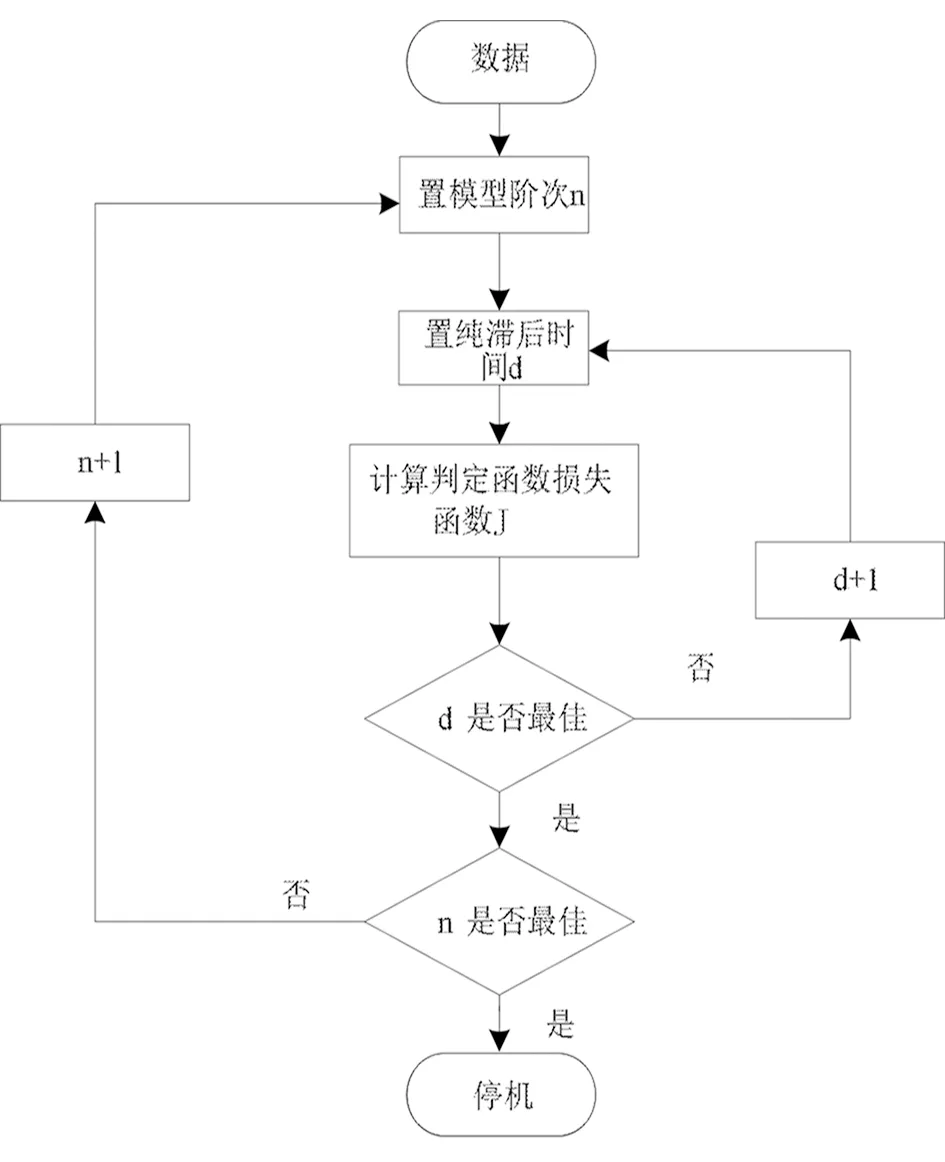
圖3 模型辨識流程圖
圖3中d為純滯后時間,n為模型的階數(shù),J為損失函數(shù),按式(9)計算:
3.2 模型辨識結(jié)果及驗證
按上一小節(jié)算法得到型材出口溫度和有效擠壓力模型分別為[11-13]:
測得某大型擠壓機生產(chǎn)6061合金、Y5439(斷面號)工業(yè)型材的一組數(shù)據(jù),擠壓速度(v)、主缸壓力(Pm)和側(cè)缸壓力(Pa)、出口型材溫度如圖4所示。
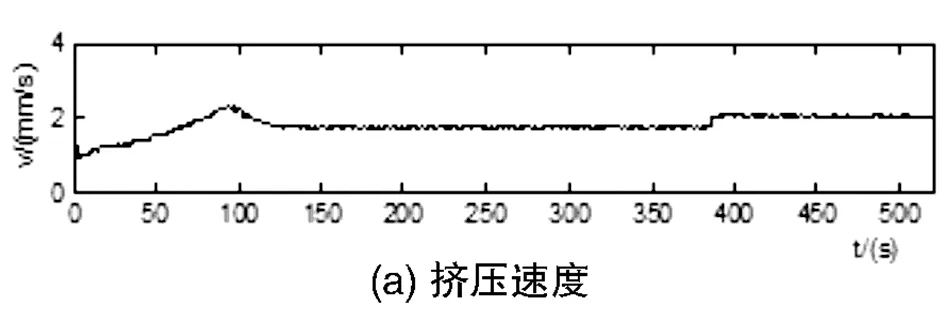
圖4 實際數(shù)據(jù)
用測得的另一組數(shù)據(jù)對該模型進行驗證,結(jié)果如圖5和圖6。從圖5和圖6可知,實測溫度與由模型觀測溫度之間誤差在±10℃內(nèi),由式(6)計算得到的實際有效擠壓力與觀測值誤差也很小,因此,可以用式(10)與式(11)模擬擠壓過程。
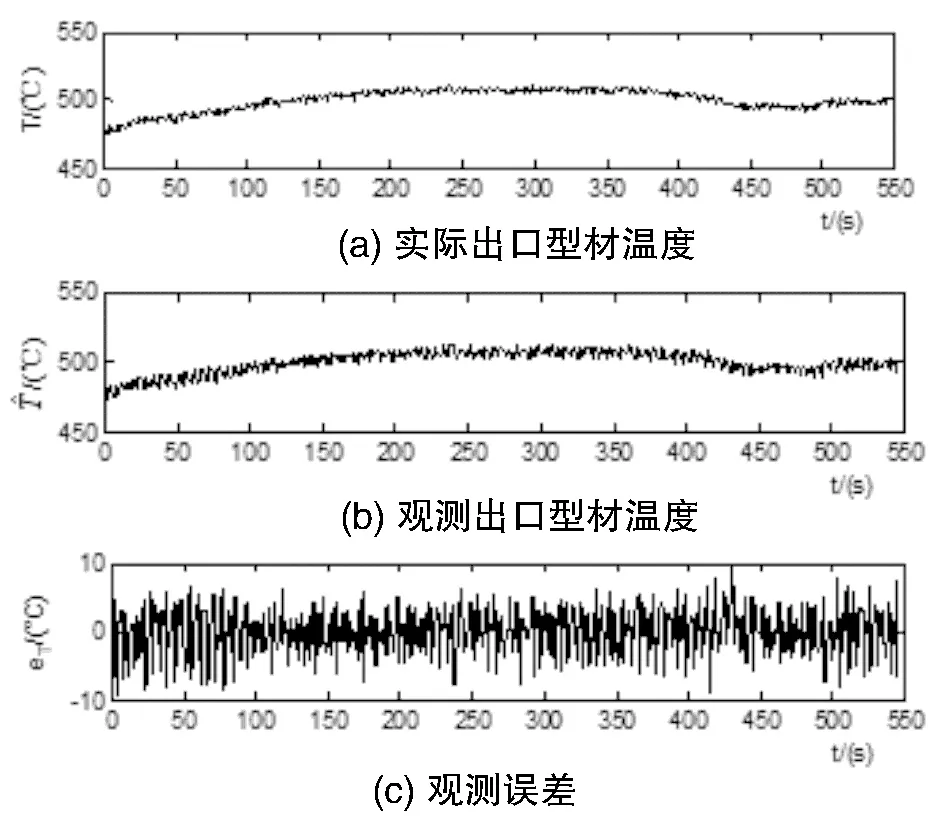
圖5 溫度模型驗證圖
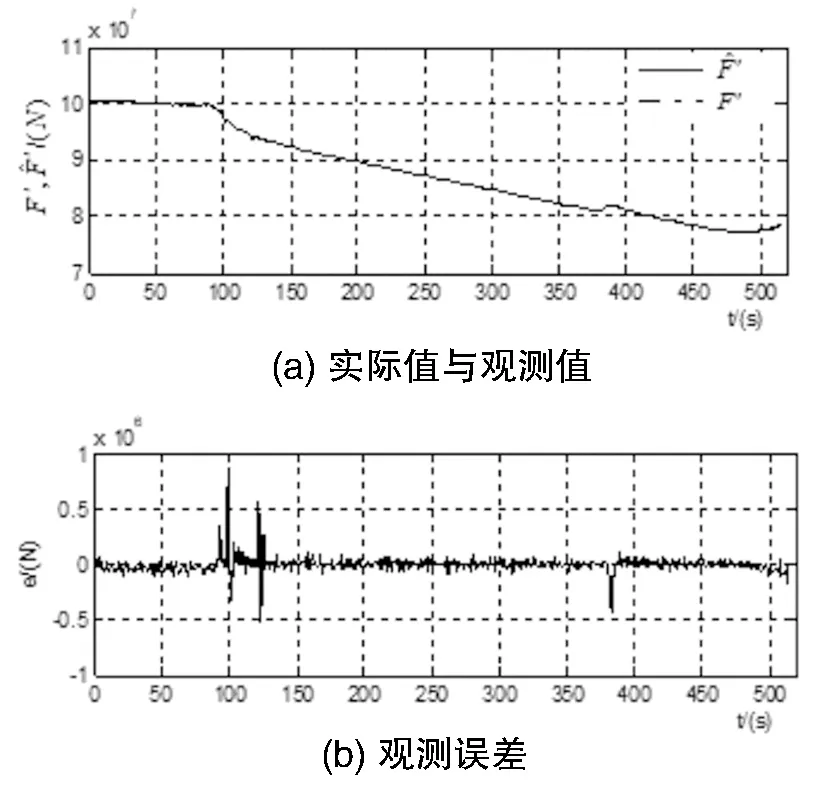
圖6 F′模型驗證圖
4 結(jié)論
本文著重研究以擠壓功率為控制力時的鋁型材出口溫度閉環(huán)控制系統(tǒng)結(jié)構(gòu)。首先,推導簡化的擠壓功率-型材出口溫度模型,其次,提出一種新型的系統(tǒng)結(jié)構(gòu),消除擠壓力波動對實際擠壓功率的影響,最后,建立仿真系統(tǒng)平臺,并對所提出的系統(tǒng)結(jié)構(gòu)進行驗證,為了模擬擠壓過程,應用最小二乘法分別確定對象模型的結(jié)構(gòu)和參數(shù)。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
