冷軋軋鋼工藝的相關標準探究
2023-09-27 03:10:04于茂松
大眾標準化 2023年18期
于茂松
(天津海鋼板材有限公司,天津 301699)
在當前社會發展新時期背景下,社會各領域建設對鋼鐵產品質量的要求有顯著提升,這就要求鋼鐵企業積極創新生產工藝,促使軋鋼技術更加契合現代社會經濟可持續發展要求,同時工藝創新也可以在一定程度上推動企業經濟效益提高,促使企業進一步發展。冷軋工藝在軋鋼技術中占據重要地位,但是其工藝流程較為復雜,對操作水準、技術水平等有嚴格要求,個別環節操作不善會直接對鋼制品生產質量造成影響,由此對冷軋技術工藝要點進行深入分析具有重要現實意義。
1 軋鋼工藝概述
鋼鐵制造和生產流程步驟相對較多,其主要流程為:鋼鐵原料經過冶煉鋼鐵、模型鑄造、鑄造成型等,再經過軋鋼工藝(冷軋和熱軋),最后形成所需鋼材。鋼鐵成形的最終工序即為軋鋼,其基本程序是對鋼坯施加一定壓力,從而將鋼錠變形成特定形狀。根據軋制過程不同,軋制過程可以分為冷軋工藝和熱軋工藝,文章研究重點對冷軋軋鋼工藝進行探究。
冷軋軋鋼工藝的流程比較分散,鋼坯通過冷軋后得到的產品包括:鍍層鋼板、各種冷軋板等。在冷軋軋鋼工藝中,有一種處理工藝叫做氧化膜處理,其是指把已經被熱軋過的鋼錠或者鋼卷,再進行連續的三次工藝處理,在達到一定要求后,方能進行后續冷軋工藝處理。氧化膜的處理方法是用鹽酸來處理鋼錠或鋼卷。總體上講,就鋼材力學性能方面,熱軋法優于冷軋法,且熱軋法得到鋼材在塑性、韌性等方面均優于冷軋法制得鋼材。這是由于在冷軋過程中,金屬表面會殘留一定程度的應力,其對金屬韌性和穩定性會產生一定影響。通常情況下,冷軋軋鋼適合于小型鋼板以及薄板生產。
2 冷軋軋鋼工藝技術規范標準
為滿足產品質量要求,我國頒布《碳素結構鋼》(GB/T 700-2016)、《低合金高強度結構鋼》(GB/T 1591-2018)等標準工藝規范,其中對冷軋型鋼化學成分、力學性能、技術要求以及試驗方法等進行明確規定。冷軋軋鋼工藝在實際發展中也基于相應標準形成相應工藝制度,其中包括壓下制度、張力制度、輥型制度等,其中壓下制度以及輥型制度兩方面在實際制定過程中需要嚴格遵照相關標準進行,由此文章研究中將以冷軋帶鋼為例對其進行重點闡述。
2.1 壓下制度
板帶鋼的壓下制度(也被稱為壓下規程)是板帶鋼生產過程中最基礎、最核心的一環,其直接影響著軋機生產效率和產品質量。依據《冷軋低碳鋼板和鋼帶》(GB/T 5213-2019)中提出的技術標準要求,鋼帶表面不應存在結疤、裂紋、夾雜等對使用有害缺陷,由此壓下制度核心內容就是要確定由特定板坯軋成所要求板帶的變形制度,也就是要確定所采用的軋制方法,軋制道次、每道次壓下量,以及與此有關的各道次軋制速度、前后張力大小內容,確保其滿足相應標準要求。
2.2 輥型制度
板帶鋼生產過程與型鋼的生產過程不同,其產品是由“輥縫”中擠出。而輥型本質含義即是在板帶鋼生產中所使用軋輥的外形。輥縫形狀對帶鋼的橫向厚差和板形起著決定性作用。所以在制定輥型制度時,要依據《冷軋鋼板和鋼帶的尺寸、外形、重量及允許偏差》(GB/T 708-2019)中規定鋼帶公稱厚度控制在4.00 mm以下要求,對輥縫因素進行充分考慮,其中應該注意以下幾點:①軋輥熱膨脹:在軋制時,軋件變形功和摩擦所產生熱量會使軋輥溫度上升,而乳化液會使軋輥冷卻。由于軋輥加熱和冷卻過程存在著差異,從而使軋輥呈現出不同程度凸起。②軋輥磨損:在軋制過程中,軋輥與軋件發生摩擦會造成軋輥磨損,并且在各種因素影響下,其磨損在縱向上存在著不均一性。③軋輥彈性變形:在軋制過程中,軋輥在軋制壓力作用下會發生彈性屈曲以及彈性扁平,此類彈性變形會隨著軋輥大小,軋輥狀態而變化。
3 基于不銹鋼產品的冷軋制工藝優化標準
3.1 不銹鋼冷軋制新工藝分析
在技術發展速度不斷提升背景下,不銹鋼品種比較多,根據AISI分類,可以將其分成200系、300系以及400系,根據其結構進行分類,可以將其分成鐵素體、奧氏體、馬氏體及雙相、多相等幾種。從可處理角度來看,鐵素體制品具有較高可塑性,所以處理起來比較方便。奧氏體制品具有高的強度,且具有良好塑性,加工困難小。馬氏體和兩相或多相制品具有很高的強度和較低可塑性,使其很難進行成型。因此,在具體冷軋工藝選擇中,應充分遵循不銹鋼產品實際特征。
文章所研究不銹鋼冷軋制工藝具備如下特征:
(1)就以往銹鋼冷軋帶材市場情況分析,關于不銹鋼冷軋產品的規格大部分類似,各項參數指標也相對較為穩定。然而,隨著當今數字化和信息化的高速發展,促使超薄不銹鋼帶材需求量以及要求均有顯著提升,即無論原料厚度多少,其最終成品厚度應滿足市場需求。對一般的熱軋退火酸洗型鋼,由于進料數量較少,其軋制過程中整體壓下率以及軋制道次均有明顯降低,這就使得其重新軋制幾率相對較低,實際軋制成本也可以得到有效控制。利用卷爐熱軋酸洗材料過程中,因原料厚度相對較大,其軋制道次以及總壓下率難以被有效降低,再次軋程幾率相對較高,其所需成本費用同樣較高。
(2)實際軋制作業前對熱軋板進行退火酸洗處理是不銹鋼冷軋作業重要換屆。對于200、300系列的熱軋不銹鋼,需在進行固溶-酸洗后,再進行冷軋;對于400系列,為實現降低鑄坯強度和改善鑄坯塑性,在較大壓下率情況下改善鑄坯的成材性和易軋性,需要采用球化-酸洗工藝。
(3)鑒于不銹鋼冷軋薄板帶的用途,應最大限度地保障其表面光滑性,確保產品可直接投入到使用中,或盡可能降低后續打磨所需費用成本。這就要求新工藝中軋機軋輥粗糙度控制到最低,同時確保具備較強潤滑性,實際軋制過程中應對速率進行有效控制,最好將可逆軋制末道次以及連軋機末機架速率控制在400 m/min左右,以保障軋制所得產品表面滿足相應標準要求。
3.2 不銹鋼冷軋制工藝實踐
當前國內某不銹鋼冷軋廠積極與生產工藝進行革新,不銹鋼光亮薄帶生產過程中使用七機架連軋以及20輥可逆軋機配合進行生產,由實際結果可見,該工藝創新使得產品生產成本得到顯著降低。不銹鋼七連軋過程即是將原料從圓3.0 mm厚度軋制0.38 mm,其總壓下率達到87.3%,生產中軋制速度控制在350 m/min,其常規連續軋過程中最厚可達到0.60 mm。該項目在國際上率先突破0.38~0.60 mm寬帶連續軋技術,完成該厚度段帶鋼由可逆式連續軋到連續軋的轉變,極大地提升了帶鋼的生產效率、成材率和品質,并顯著降低生產成本。
該廠不銹鋼七機架連軋機組參數以及不銹鋼20滾軋基本參數如表1以及表2所示。
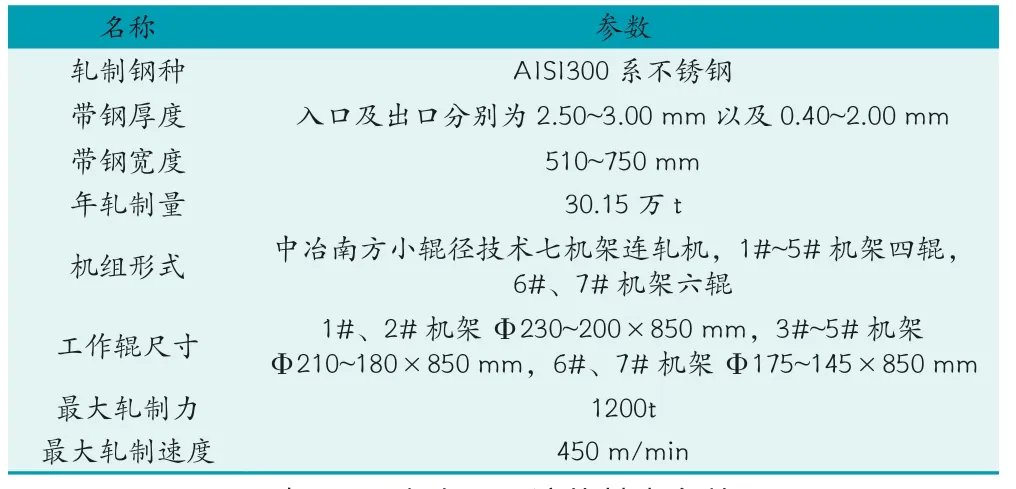
表1 不銹鋼七機架連軋機組參數

表2 不銹鋼20滾軋基本參數
與此同時,該廠將以上連續軋出的0.58 mm冷硬帶直接送入隨后匹配的20輥軋機,將其軋制成0.27 mm產品,通過此工藝可在忽略中途退火環節情況下,軋制出厚度符合要求的不銹鋼光亮帶。相較于常規20輥從3.00 mm直接軋制0.27 mm工藝,該工藝在生產效率、成材率、產品質量和生產成本上都有明顯改善。
結合上述對不銹鋼冷軋新工藝闡述以及實踐分析可得出如下結論:
(1)常規熱軋來料冷軋新工藝。以往熱軋AISI304板厚度通常為2.50 mm,以新黑卷軋制技術40%壓下率進行處理情況下,經過酸洗退后,進入冷軋的板厚可以達到1.50 mm。如果再對冷連續軋機采用80%的壓下率進行軋制,那么就能制造出0.30 mm的冷軋不銹鋼帶材。如果在20輥軋機上再進行50%的壓下(沒有中間退火)的直接軋制,就能得到0.15 mm的不銹鋼冷軋帶材。即,通過黑卷軋制+不銹鋼冷連軋+20輥直接可逆軋制新工藝,無需額外的中間退火,即可滿足當前市場需求的不銹鋼冷軋產品。
(2)爐卷熱軋來料冷軋制新工藝。熱軋帶鋼AISI304來料厚度通常為3.50 mm,以新黑卷軋制技術50%壓下率處理情況下,經過酸洗和退火后,進入冷軋帶鋼的厚度可以達到1.75 mm。如果再對冷連續軋機采用80%的壓下率進行軋制,那么就能制造出0.35 mm的冷軋不銹鋼帶材。如果在20輥軋機上再進行50%的壓下(沒有中間退火),即可直接獲取所需厚度為0.175 mm的不銹鋼冷軋帶材產品。
3.3 現代不銹鋼冷軋制新工藝應用建議
第一,大規模新建或改建生產線過程中,企業方面應在結合自身實際情況基礎上,盡可能選擇熱卷直軋配合退火酸洗工藝,最大限度地利用熱軋帶鋼退火處理前的塑性優勢,避免因退火后額外軋制流程,或增加中途退火環節導致生產成本提升。對于軋機選擇,應以寬頻帶鋼18輥軋機為最優,而中寬頻帶鋼則選擇小輥徑技術四輥軋機或六輥軋機,主要原因在于新工藝條件下,四輥軋機和六輥軋機工作輥徑與十八輥軋機直徑基本一致,特別是中冶南部的小輥徑軋制技術的四、六輥軋機。
第二,在大型新建和改造項目中,普通表面產品應盡可能采用連軋工藝進行生產,對鏡面板、裝飾板等表面質量、厚度要求高的產品,應采用20輥可逆軋制或連軋開坯工藝進行生產,其優勢在于無需退火、可直接軋制。連續軋制工藝產量、出材率優勢遠高于可逆軋制法,利用連軋開坯配合20輥可逆軋制設備,可有效避免因直接利用熱軋卷材所導致的頭尾損耗情況。現階段不銹鋼冷軋制品最優技術路徑為利用連續軋制工藝生產多數產品,對于存在極薄、高表面質量要求的產品使用連軋開坯工藝,生產中途無需退火工藝,配合20輥可直接軋制出最終產品。
4 冷軋鋼工藝發展前景
在當前新時期發展背景下,我國鋼鐵工業迅速發展,鋼鐵廠數量逐年增多,鋼鐵產量提升有效帶動軋制工藝發展,同時作為文章討論重點的冷軋軋制工藝也有較大發展。伴隨著鋼鐵企業鋼鐵生產技術升級,我國鋼材產量也在持續增長,僅冷軋硅鋼產量即達到189.6萬t,因此冷軋軋鋼技術發展潛力非常大,但由于需求巨大,對冷軋軋鋼技術的要求也越來越高,這就要求鋼材制造工藝必須有所革新,以適應目前鋼鐵產品巨大需求。與此同時,鋼鐵企業發展過程中,還需要注重環境保護問題,落實可持續發展戰略,盡量減少對環境污染程度同時,最大限度地保障鋼鐵產品產量不受影響,落實兼顧社會、環境以及企業三方面效益目標。
5 總結
綜上所述,在當前新發展時期背景下,鋼鐵產品在社會各領域發展中所占地位不斷提升,其對鋼鐵制品的質量也提出更高的要求,這就需要鋼鐵企業在實際發展過程中強化技術革新力度,積極提升軋鋼工藝技術水平,通過對冷軋軋鋼技術進行優化,并與熱軋工藝進行合理搭配切實提升鋼鐵產品發展質量,為鋼鐵企業發展提供有利條件支持,促使其經濟效益不斷提升,同時也為鋼鐵行業發展提供有力保障。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
制造技術與機床(2015年10期)2015-04-09 07:06:00
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
