高速線材裂紋原因分析與控制
2023-09-23 12:03:29尚俊男劉磊剛車安楊迎強
中國冶金文摘 2023年5期
尚俊男 劉磊剛 車安 楊迎強
關鍵詞:高速線材;軋制裂紋;活套控制;鐵型尺寸;模塊軋槽
0 引言
鞍鋼股份有限公司線材廠(以下簡稱“鞍鋼線材廠”)2#線于2010年投產,設計產品規格范圍為Ф5.0~Ф25.0 mm,產品包括簾線鋼、冷鐓鋼、鋼繩用鋼、焊絲鋼、彈簧鋼、預應力用鋼六大類400余個品種。隨著品種結構以及市場需要的變化,對盤條表面要求逐步提高,尤其汽車彈簧鋼、汽車冷鐓鋼、簾線鋼等鋼種,要求表面“零缺陷”。2015-2020年線材廠多次接收到客戶異議和抱怨,如某客戶使用SCM435、ML40Cr等牌號合金冷鐓鋼打制螺栓時出現開裂現象。盤條鋼表面裂紋缺陷嚴重影響產品質量,因此,為提高產線的控制能力,對盤條表面裂紋控制的要點進行分析研究。
1 工藝路線
按照軋件通過的順序,鞍鋼線材廠2#線軋線工藝布置依次為:加熱鋼坯—高壓水除鱗裝置—一粗軋(4架軋機)—脫頭輥道—二粗軋(2架軋機)—中軋(8架軋機)—預精軋1組(4架軋機)—預精軋二組(2架軋機)—精軋機組(8架軋機)—雙模塊減定徑機組(4架軋機)—水箱—測徑儀—吐絲機前夾送輥—吐絲機,全線軋機除粗軋1#、2#軋機采用箱型孔外,其余道次軋機均采用橢圓-圓孔型系統實現全連續無扭軋制。其中,Ф5.0~Ф11.5 mm線材的軋制線為直線,軋件經精軋后到減定徑,Ф12.0~Ф25.0 mm線材的軋制線為軋件經預精軋后經過旁通到減定徑。
2 線材表面裂紋產生原因
2.1 坯料缺陷
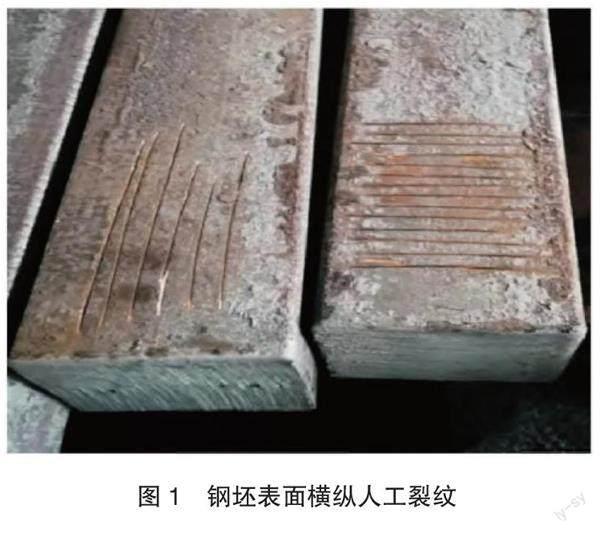
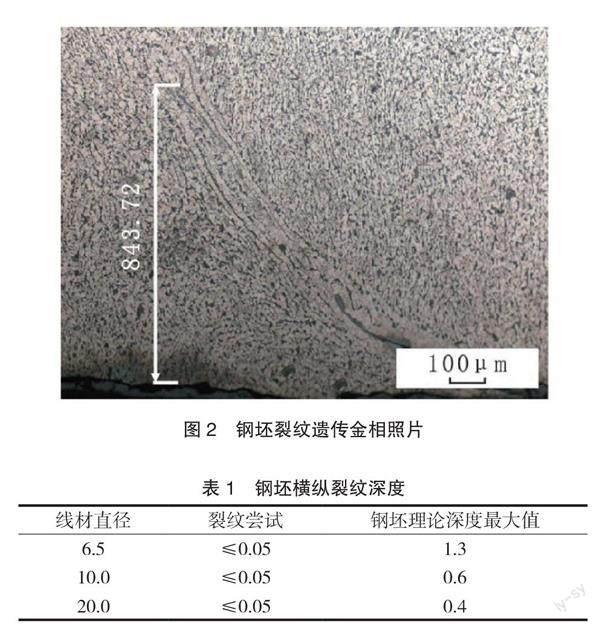
實際生產過程中,嚴重的坯料橫裂紋、縱裂紋均會遺傳至成品表面,嚴重影響線材表面質量,嚴重時需要整批判廢。坯料常見的表面缺陷有縱裂紋、橫裂紋、氣孔、夾渣等各種缺陷。判斷盤條上的表面裂紋是由煉鋼連鑄引起的還是由軋鋼引起的,看裂紋周邊有無氧化特征不是唯一判定標準。經試驗研究發現,當鋼坯表面缺陷控制在一定范圍內,軋制至成品道次缺陷也可消除。在軋制孔型一定的條件下,裂紋深度隨變形量的增加而減小,而且可以初步認為軋制過程中軋件表面裂紋深度與橫截面積的變化成正比。因此,將2#線生產作業區生產的鋼坯人為制造缺陷,進行實驗軋制并總結數據,鋼坯表面橫縱人工裂紋及鋼坯裂紋遺傳金相照片分別如圖1、圖2所示。通過理論計算得出不同規格線材表面裂紋深度0.05 mm時所對應的鋼坯裂紋深度,結果見表1。
2.2 軋制缺陷
2.2.1 軋輥產生的缺陷
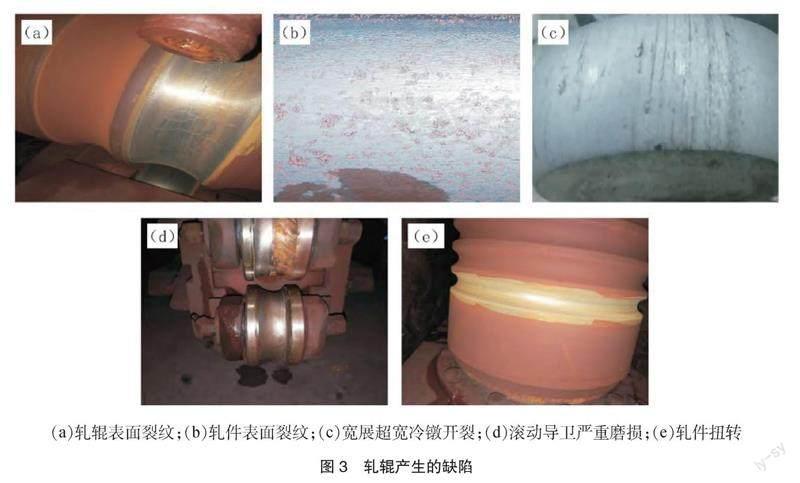
軋輥產生的缺陷如圖3所示。
(1)由于缺少冷卻水、軋輥超周期使用以及材質等原因易造成軋輥表面出現裂紋,如圖3(a)所示。圖3(b)為軋輥表面裂紋對線材的影響,可以看出,軋輥表面裂紋對冷鐓鋼表面產生嚴重影響,在金相上呈“結疤狀”裂紋,裂紋呈小角度延伸至基體。
(2)當改變軋輥材質時,由于不同材質的寬展系數不同,軋制線上相應的鐵型尺寸也發生了變化,會產生寬展超寬的情況,導致軋件刮磨導衛內襯板和導輪“軋鋼”的情況,在成品表面會出現多條細裂紋,如圖3(c)所示。
(3)軋輥墊片高度的監控,水平架次軋輥墊片裝配出現問題影響軋制線高度,一般情況下不會造成質量波動,可能會造成堆鋼,同時線上巡檢作業極易發現,但是立式軋機裝配錯誤會對質量造成嚴重波動,由于入口滾動導衛與軋輥孔型不對中,對導衛導輪磨損極其嚴重,對軋件造成劃痕,成品產生裂紋缺陷。
(4)軋輥輥錯會對導衛導輪造成極大影響,而且軋件扭轉極易進入槽口區域,造成成品裂紋,扭轉嚴重時,導輪端部會形成尖銳形狀嚴重刮傷軋件,對成品影響極其嚴重。圖3(d)、3(e)分別為滾動導衛嚴重磨損圖片和軋件扭轉時的軋輥圖片。
2.2.2 導衛刮傷產生的裂紋
滑動摩擦產生的嚴重刮傷主要體現在大規格軟線,由于鋼的自重問題,與導衛產生刮擦,在成品呈短粗型缺陷。劃傷是生產過程中最常見的軋制缺陷,產生原因復雜,難以完全避免,只能盡量減少。
2.2.3 軋槽充滿產生的裂紋
由于受孔型限制以及鋼質變化時變形抗力的影響,軋件在軋槽充滿易產生裂紋。對于軋槽充滿產生的裂紋,主要包括鐵型尺寸、軋制線、模塊軋槽、套位四個方面。
(1)鐵型尺寸和軋制線不當會在軋件上產生單、雙邊耳子,導衛開檔,輥錯以及軋輥軸向竄動,繼而在后續道次軋制后形成折疊,影響成品表面質量。鐵型尺寸和軋制線不當產生的缺陷示意圖見圖4。
(2)雙模塊軋機軋槽的充滿量需要特殊說明,考慮到加工難度,高速段雙模塊孔型沒有外圓角,尖銳的槽邊易對軋件產生刮傷型缺陷,因此對軋槽的充滿程度要求極高,實際生產過程中又要考慮成品尺寸精度問題,在鞍鋼線材2#線生產作業區雙模塊控制是重中之重,同時也具有難度。
(3)高速線材連續軋制過程,遵循兩機架間秒流量相等原則,但實際軋制時,存在很多不穩定因素,導致各機架之間的秒流量暫時或長期不能達到完全相同,軋機間存在嚴重堆鋼狀態時,頭尾起高套,導致頭尾鐵型尺寸較大,雙模塊軋件尺寸超標,造成表面出現刮傷型裂紋,呈單邊、雙邊等不同形態。正常情況下,對于同一軋件由頭部到尾部活套允許±15 mm左右的高度變化,見圖5。
3 控制措施
3.1 坯料缺陷控制措施
從表1可知,對于肉眼可見的鋼坯裂紋,線材規格越大,鋼坯裂紋對成品表面的影響越大,為保證成品表面質量,鋼坯裂紋深度應控制在0.4 mm以內。
3.2 軋制缺陷控制措施
3.2.1 軋輥產生缺陷的控制措施
(1)防止軋輥產生裂紋最基本做到保證在線冷卻水水壓、水量達標,冷卻水嘴對準軋槽,選用合適的材質,防止軋輥裂紋除了選擇合適的材質外,還要注意軋制噸位,防止軋輥疲勞。建立軋輥倒槽換輥系統,單槽過鋼量按噸統計。
(2)在更換軋輥材質的時候,需要根據不同的摩擦系數調整相應的鐵型尺寸,防止軋件超寬,重點架次在5#、7#、9#,各機架寬展控制見表2。
(3)軋輥墊片要嚴格按照標準裝配,同時定期檢查軋輥墊片和軋機牌坊上的墊片磨損程度,是否出現異常可以從軋制線對中情況體現。
(4)各個關鍵工位點嚴格控制,導衛按周期更換,嚴禁出現輥錯、導衛輪偏等現象。
在生產中,對軋輥、軋槽和導衛要及時更換,防止軋槽磨損程度過大或備件損壞對軋制調整帶來的不利影響。
3.2.2 導衛刮傷產生裂紋的控制措施
對線上易產生刮劃傷位置由滑動導衛改為滾動導衛可有效減少劃傷產生。圖6、7是導衛改進前后對比照片。
3.2.3 軋槽充滿產生裂紋的控制措施
(1)在實際生產過程中,對于軋槽充滿產生的裂紋第一要做到軋制線對中、無輥錯、導衛有效扶持軋件等關鍵工藝點執行有效。第二要了解軋槽充滿產生裂紋的特點,與坯料遺傳缺陷的無規則斷續型不同,孔型充滿產生的裂紋為連續型缺陷,垂直或大角度延伸至基體,而且部分與修剪環數有關,修剪量增加后,缺陷可能完全消除。
(2)雙模塊孔型充滿程度可通過輥縫調整、1#測徑儀鐵型尺寸(3#剪鐵型尺寸)以及修改原始設定軋機檔位進行完善。比如軋制Φ18 mm線材時,31#軋槽充滿,可通過增加31#輥縫、減少1#測徑儀鐵型尺寸、減少29#、30#輥縫進行改善,也可改變原始齒數比,31#、32#檔位由BL改至CL(增加單機組之間的張力)。
(3)目前,大部分生產高速線材企業引入無張力軋制技術,通過活套控制方式提高生產效率。活套機構需要定時點檢,并根據活套產生異常的原因及時調整壓下量、R因子、零位和機械結構,避免異常磨損,保證軋制狀態順行。
4 實際應用效果
通過采取上述控制措施,2022-2023年鞍鋼線材廠2#線生產作業區生產冷鐓鋼開裂率降低15%,初驗合格率達到95%以上,廢次降率達到0.5%,彈簧鋼表面裂紋可控制在30 μm以下,大幅度降低客戶異議、抱怨頻率,得到多個國內知名緊固件廠家好評,產線過程控制能力有效提高。
5 結論
(1)線材表面產生裂紋的主要原因是坯料遺傳裂紋和軋制裂紋,其中軋制缺陷包括軋輥產生裂紋、導衛刮傷產生的裂紋和軋槽過充滿產生的裂紋。
(2)通過細化鋼坯裂紋標準、對軋輥實施精準控制、導衛由滑動摩擦改至滾動摩擦、細化鐵型尺寸防止軋槽充滿四項控制措施,2022-2023年鞍鋼線材廠2#線生產作業區生產冷鐓鋼開裂率降低15%,初驗合格率達到95%以上,廢次降率可達到0.5%,彈簧鋼表面裂紋可控制在30 μm以下,大幅度降低客戶異議、抱怨頻率,得到多個國內知名緊固件廠家好評,產線過程控制能力有效提高。
本文摘自《鞍鋼技術》2023年第4期