石英和微晶玻璃超聲磨削加工實驗研究*
2023-09-18 08:42:06張翔宇桑一村許嘉賓謝錦成譚積明
制造技術與機床 2023年9期
關鍵詞:深度
張翔宇 桑一村 許嘉賓 謝錦成 譚積明
(①天津職業技術師范大學工程實訓中心,天津 300222;②哈爾濱工業大學機電工程學院,黑龍江 哈爾濱 150001;③天津精芯機械設備制造有限公司,天津 300356)
石英和微晶玻璃是生活中比較常見的玻璃材料,都具有優良的光學性能和機械性能。因其具有高硬度、耐熱震性、耐高溫、良好的化學穩定性、膨脹系數低和良好的電絕緣性等優良性能被廣泛地應用于各種領域。目前,石英玻璃和微晶玻璃材料的制備方法不僅局限于小尺寸零件的加工制造上,近幾年隨著科技的發展和生產生活的需要,石英玻璃和微晶玻璃材料開始向大尺寸、高質量和低成本的方向發展。
目前,國內外學者在石英玻璃和微晶玻璃材料等脆性材料磨削加工的探究取得了一定的研究進展。李兵歌等[1]以石英玻璃作為研究對象,對其進行了超聲磨削加工實驗,引入塑脆轉化理論模型,探究超聲磨削對材料表面質量的影響。Zahedi A 等[2]對Al2O3-ZrO2陶瓷材料開展了相關的內圓超聲磨削加工實驗,研究發現添加超聲輔助的內圓磨削加工其能量比之前降低了35%,材料表面變得更加平整。張云電等[3]以微晶玻璃材料為研究對象,對超聲變幅桿進行設計,運用有限元分析方法分別施加10 N和100 N 的力進行受力分析和計算,結果表明采用超聲波加工微晶玻璃,可以顯著提高加工精度,降低表面粗糙度,延長工具壽命。胡中偉等[4]對藍寶石晶體的不同晶面開展了軸向磨削實驗,實驗結果表明不同晶向在超聲磨削下磨削力下降的比例各不相同,超聲振動對加工質量改善效果明顯。楊鑫宏等[5]分別對石英玻璃、藍寶石玻璃和RB-SiC 材料進行了超聲與非超聲環境下的磨削加工實驗,對比了3 種材料在加工中存在的差異等。Maurotto A 等[6]分析了超聲波輔助端銑中振動頻率的影響。發現頻率在20 kHz 附近,工具磨損和殘余應力較小。Yu Z Y 等[7]對超聲細微加工技術進行深入的探索,在硅片上加工出直徑為50 μm 的1/8 圓片。Yu T B 等[8]對光學玻璃透鏡開展超聲霧化液輔助拋光的研究,超聲振動拋光與普通拋光相比,在到達同等粗糙度的條件下,超聲振動拋光用時最少,拋光頭轉動圈數最小。姚鵬等[9]建立了石英玻璃單顆磨粒劃擦應力場解析模型。張冬梅等[10]圍繞超聲振動磨削陶瓷的溫度場特性展開了研究;劉運鳳等[11]研究了超聲旋轉磨削中刀具結合劑對切削力的影響。遲玉倫等[12]針對超聲旋轉磨削中刀具結合劑對切削力,進行了系列試驗,探討了超聲旋轉輔助磨削工藝對工件加工表面質量的影響。另外,龐慶樂和朱旭等[13-14]在石英類材料磨削加工工藝優化領域的相關研究也受到了研究人員的重視。
根據現有文獻可知,學者主要以微晶玻璃或石英玻璃作為研究對象,開展超聲/非超聲工況切削力、表面粗糙度等方面研究。但是,對兩種材料在相同參數下的超聲加工特性對比研究很少。本文針對以上兩種玻璃材料,開展了相同參數下的超聲/非超聲磨削加工多因素試驗研究,分析主軸轉速、進給速度和磨削深度等因素對磨削力和表面粗糙度的影響規律及材料差異對規律的影響。研究可為石英玻璃和微晶玻璃材料高表面質量加工制備提供一定的理論依據和參考價值。
1 玻璃超聲磨削加工機理
石英和微晶玻璃是較為典型的脆性材料,其磨削去除機理一般包括脆性去除機理、粉末化去除機理和塑性去除機理[10]。塑性去除機理主要是指材料磨削的延性域磨削,在一定磨削加工條件下,材料可以以塑性流動的方式被去除(圖1a);粉末去除機理主要指在磨粒在磨削深度較小工況所產生的流體靜態壓應力作用,該作用這將引發材料晶體之間的微破碎;就脆性去除而言,主要體現為磨削過程中空隙和裂紋的延展、剝落以及碎裂(圖1b)。由于在磨削過程中伴隨著材料的塑性-脆性轉變,而玻璃類材料的塑性加工是保證加工質量的關鍵,因此材料加工參數的選擇和優化是該類材料加工的重要前提。

圖1 玻璃材料的去除機理示意圖
玻璃超聲磨削是在常規磨削基礎上施加超聲振動頻率改善玻璃材料加工質量和提高加工效率的一種技術。該技術把高頻的超聲頻率施加給刀柄和磨頭,使其反復上下振動(圖2a)。磨頭的磨粒在主軸旋轉運動和軸向超聲振動的聯合作用下,磨粒運行軌跡公式為

圖2 超聲輔助磨削及軌跡示意圖
式中:R為刀具半徑,mm;ω為金剛石砂粒的角速度,rad/s;vf為進給速度,mm/s;t為處理時間,s;H0為金剛石砂粒的原始高度,mm;A為超聲振動振幅,μm;fv為超聲振動頻率,Hz。基于式(1),沿著圖2b 所示的軌跡運行,磨粒連續不斷地沖擊工件,從而使玻璃材料表面逐漸破碎并被去除。
2 磨削加工實驗
2.1 實驗材料
磨削試驗選用的材料為石英玻璃和微晶玻璃。石英玻璃的主要成分是二氧化硅,其擁有良好的抗熱性能、抗腐蝕性以及較為穩定的化學性能。而微晶玻璃由玻璃控制晶化制備,在微觀下以球狀和枝狀為主,其耐高溫、耐腐蝕和抗震性良好。由于兩種材料的性能優良,因此被廣泛應用于航空航天、生物醫學等領域。石英玻璃和微晶玻璃的主要性能參數見表1。

表1 石英玻璃和微晶玻璃的主要性能參數
2.2 實驗裝置
超聲輔助磨削實驗在立式加工中心上進行,圖3所示為超聲輔助磨削的加工示意圖和實驗照片。機床主軸安裝了型號為UBT40-33B 的超聲波發生器構建了軸向超聲輔助加工系統,其頻率為1.9 kHz,振幅為3 μm;實驗磨具使用青銅基金屬粘結劑的燒結磨頭,型號為8D×10A×8D×50L-140/170,砂粒濃度為1.056 mol/dm3,粒度直徑為0.1 mm,單位體積分數為0.377。
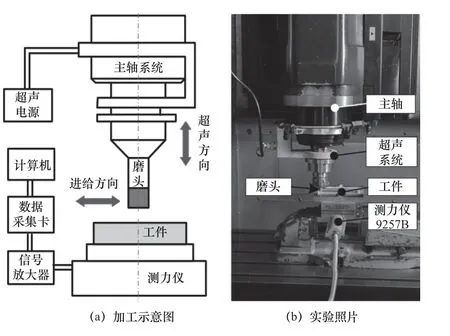
圖3 超聲磨削加工裝置及加工示意圖
2.3 實驗方案
根據本次實驗的目的,考慮超聲和非超聲兩種加工方式,以主軸轉速Ω、進給速度vf、磨削深度H為加工參數變量,探究加工方式和參數對石英和微晶玻璃磨削過程磨削力和表面粗糙度的影響。所選用的實驗主要參數見表2。

表2 試驗參數表
3 實驗結果及分析
3.1 極差分析
根據表2 所示的主要加工參數,設計了三因素四水平正交試驗方案并進行了石英玻璃和微晶玻璃超聲和非超聲磨削實驗。正交試驗方案和試驗結果見表3,其中磨削力F由Kislter9257B 測量,數據為X、Y和Z三個方向的合力,表面粗糙度Ra 采用接觸式表面粗糙度儀測量。對實驗結果進行極差分析,實驗的極差數據結果越大,說明該因素對實驗的影響程度越大,也更加重要[5]。表4 和表5 分別為磨削力和表面粗糙度的極差分析結果。

表3 正交試驗方案和試驗結果

表4 磨削力F 的極差分析表

表5 石英玻璃磨表面粗糙度極差分析表
(1)磨削力和表面粗糙度影響因素的主次順序分析
由表4 可見,石英玻璃在非超聲磨削和超聲磨削工況下,磨削力影響因素的主次順序為磨削深度>進給速度>主軸轉速;微晶玻璃非超聲時主次順序為進給速度>磨削深度>主軸轉速,超聲時主次順序為磨削深度>主軸轉速>進給速度。
由表5 可見,石英玻璃在非超聲磨削和超聲磨削工況下,表面粗糙度影響因素主次順序為磨削深度>主軸轉速>進給速度;微晶玻璃非超聲時主次順序為主軸轉速>磨削深度>進給速度,超聲時為進給速度>磨削深度>主軸轉速。
(2)最優加工參數分析
在非超聲工況下,影響磨削力的最優加工參數:石英玻璃Ω=3 800 r/min、vf=20 mm/min、H=0.15 mm,微晶玻璃Ω=3 400 r/min、vf=20 mm/min、H=0.1 mm。影響表面粗糙度的最優加工參數:石英玻璃為Ω=3 800 r/min、vf=65 mm/min、H=0.1 mm,微晶玻璃為Ω=3 800 r/min、vf=20 mm/min、H=0.2 mm。
在超聲工況下,影響磨削力的最優加工參數:石英玻璃為Ω=3 800 r/min、vf=35 mm/min、H=0.15 mm,微晶玻璃為Ω=3 000 r/min、vf=20 mm/min、H=0.1 mm。影響表面粗糙度的最優加工參數:石英玻璃為Ω=3 800 r/min、vf=65 mm/min、H=0.1 mm,微晶玻璃為Ω=3 800 r/min、vf=20 mm/min、H=0.2 mm。
3.2 加工方式和加工參數對磨削力的影響
基于表3 和表4,圖4 給出了石英玻璃和微晶玻璃在不同主軸轉速、進給速度和磨削深度組合下的磨削力影響趨勢圖。

圖4 磨削參數對磨削力的影響
圖4a 所示為不同主軸轉速對切削力的影響,由圖可見,無論在超聲工況還是非超聲工況下,石英玻璃和微晶玻璃的磨削力都呈現出隨著主軸轉速提高而逐漸減小的趨勢。這主要由于刀具的轉速逐漸增加,使得刀具上的單顆粒磨粒的切削深度減小,磨粒從側面切入玻璃變得的更加簡單;相對于石英玻璃,微晶玻璃由于斷裂韌性和彈性模量較高所以在相同的加工參數和加工方式下磨削力時產生的阻力將變的更大,進而影響了磨削力,非超聲和超聲下平均增幅分別約83.6%和63%;相對于非超聲工況,超聲加工都可以獲得更小的磨削力,石英和微晶玻璃相對應的平均降幅分別約13.6%和26.6%,這意味著超聲加工方式可較好地減小磨削加工中的磨削力。顯然,刀具Z軸施加超聲振動后,微晶玻璃的磨削力降幅更為明顯,這意味著超聲加工對于微晶玻璃磨削力具有更好的抑制作用。
圖4b 所示為不同磨削深度對切削力的影響,顯然,磨削力隨著磨削深度的增加整體呈現增大趨勢。其主因是磨削的單顆粒的軌跡弧長逐漸變大,使單顆粒與材料接觸的有效磨粒數增多,進而多顆粒再進行疊加,使得阻力變大,進而使磨削力變大。在不同的磨削深度上,微晶玻璃的磨削力仍然顯著大于石英玻璃,平均增幅約97%(非超聲)和78.7%(超聲);而超聲加工的方式也對石英和微晶玻璃的切削力抑制產生了良好的作用,較非超聲減幅分別為15.5%和26.4%,其中微晶玻璃的減小趨勢也更明顯,而玻璃材料脆性的差異是造成該問題的主要原因。
圖4c 所示為不同進給速度對切削力的影響,由圖可見,隨著進給速度的提高,單顆粒磨粒的切削深度增大時間變短,導致阻力瞬間增大,進而使得石英玻璃和微晶玻璃的磨削力增大。微晶玻璃仍然呈現出比石英玻璃更大的切削力,平均增幅分別約82.4%(非超聲)和64.6%(超聲);較非超聲工況,石英和微晶玻璃在超聲加工的切削力都更小,平均減幅分別約13.7%和24.5%,微晶玻璃的減小趨勢更為顯著。
3.3 加工方式和加工參數對表面粗糙度的影響
基于表3 和表5,考慮不同主軸轉速、進給速度和磨削深度加工參數及超聲和非超聲兩種加工方式,給出了石英玻璃和微晶玻璃不同參數組合下的表面粗糙度影響趨勢圖,如圖5 所示。

圖5 兩種玻璃磨削對表面粗糙度的影響
由圖5a 可見,兩種玻璃的表面粗糙度值隨著主軸轉速的增加,整體上基本呈現減小的趨勢,即較大的主軸轉速意味著較好的表面質量。這主要由于燒結磨頭磨削時,隨著轉速的提高,燒結磨頭表面附著磨粒與玻璃材料的有效接觸面積變小,切削力減小,表面質量得以改善。相對于石英玻璃,微晶玻璃表面粗糙度值更大,非超聲和超聲下平均增幅分別約16.1%和3.6%,這與同條件下較大的切削力和振動有關;相比于非超聲,超聲加工對石英和微晶玻璃的表面粗糙度平均減小幅度分別為3.8%和11.9%,這表明超聲振動可在改善表面加工質量方面起到一定的積極意義,而這種提升似乎在小主軸轉速下更為有效。顯然,超聲對微晶玻璃表面粗糙度值的減小作用更為明顯,這主要是因為微晶玻璃比石英玻璃更脆,更有利于超聲輔助作用的發揮。
圖5b 所示為不同磨削深度下的表面粗糙度影響曲線,由圖可見,隨著磨削深度的增加,表面粗糙度值總體上呈增大趨勢,即較差的表面質量;微晶玻璃相對于石英玻璃在非超聲和超聲下的表面粗糙度值平均增幅為8.6%和0.1%;超聲加工對石英玻璃和微晶玻璃的加工表面粗糙度值減小有效,減小了約1.3%和13.7%,微晶玻璃因為較好的脆性依然在超聲條件具有更好的發揮空間。
圖5c 所示為不同進給速度下的表面粗糙度影響曲線,由圖可見,隨著進給速度的增加,表面粗糙度值也基本呈增大趨勢。超聲加工對微晶玻璃減小加工表面粗糙度更有效,石英的表面粗糙度值平均升幅為3%,而微晶玻璃的平均降幅為13.5%,顯然,超聲加工對微晶玻璃減小加工表面粗糙度更有效,這種作用在小進給速度下更為顯著。
為了進一步考察加工參數對表面質量的影響,圖6 和圖7 分別給出了vf=20、40、60 和80 mm/min這4 種進給速度下石英和微晶玻璃的超聲磨削表面形貌變化圖(其他參數Ω=2 500 r/min,H=0.15 mm)。由圖可見,隨著進給速度的增加,磨削力增加,石英玻璃(圖6)和微晶玻璃(圖7)的表面形貌越來越差。這是由于兩種玻璃的本身差異所致,其中微晶玻璃質地較硬,切削過后的表面的小斑點凹坑逐漸增多,并且面積越來越大;而石英玻璃質地較軟,隨著進給增大,一些小凹坑逐漸變寬變深,且破碎的晶粒越來越多,漸漸過度到脆性區,使得塑脆轉變現象越來越明顯,劃痕也逐漸增多、逐漸明顯。

圖6 石英玻璃磨削表面形貌

圖7 微晶玻璃磨削表面形貌
4 結語
針對石英玻璃和微晶玻璃,開展了超聲磨削和非超聲磨削多因素試驗,基于極差分析研究了磨削力和表面粗糙度影響因素的主次順序和最優加工參數,開展了加工方式和參數、材料差異對兩種玻璃磨削力和表面粗糙度的影響規律。研究結果表明:
(1)石英玻璃在超聲磨削和非超聲磨削工況下,磨削力影響因素的主次順序為磨削深度>進給速度>主軸轉速;微晶玻璃非超聲時主次順序為進給速度>磨削深度>主軸轉速,超聲時主次順序為磨削深度>主軸轉速>進給速度。石英玻璃在非超聲和超聲下的表面粗糙度影響因素主次順序為磨削深度>主軸轉速>進給速度;微晶玻璃非超聲時主次順序為主軸轉速>磨削深度>進給速度,超聲時為進給速度>磨削深度>主軸轉速。
(2)石英玻璃和微晶玻璃的磨削力都呈現隨著主軸轉速提高而逐漸減小、隨著磨削深度的增加而增大、隨著進給速度的提高而增大的趨勢。相對于石英玻璃,微晶玻璃在相同的加工參數和加工方式下磨削力更大,非超聲和超聲下平均增幅分別約82.4%~97%和63%~78.7%;相對于非超聲工況,超聲加工都可以獲得更小的磨削力,石英和微晶玻璃的平均降幅分別約13.6%~15.5%和24.5%~26.6%;超聲加工對于微晶玻璃磨削力具有更好的抑制作用。
(3)石英玻璃和微晶玻璃的表面粗糙度基本呈現隨著主軸轉速的提高而減小、隨著磨削深度的增加而增大、隨著進給速度的增加而增大的趨勢。相對于石英玻璃,微晶玻璃的磨削表面粗糙度值更大,表面質量更差,非超聲和超聲下平均增幅分別約8.6%~16.1%和0.1%~3.6%;相對于非超聲工況,超聲加工可以起到一定的表面粗糙度降低作用,石英的加工表面粗糙度值最大降幅為3.8%,而微晶則降低了約11.9%~13.7%,這種作用在小進給速度下更有效。
(4)超聲磨削表面形貌分析表明,隨著進給速度的增加,微晶玻璃由于質地較硬,表面的小斑點凹坑逐漸增多,而石英玻璃塑脆轉變現象越來越明顯,劃痕也逐漸增多逐漸明顯。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
