?250十輥圓鋼矯直機組的改造
2023-09-15 09:15:02方中峰周文浩劉磊王仕杰李雷
機械工程師 2023年9期
方中峰,周文浩,劉磊,王仕杰,李雷
(1.馬鞍山鋼鐵股份有限公司,安徽 馬鞍山 243003;2.中國重型機械研究院股份公司,西安 710018)
0 引言
在圓鋼軋制過程中,圓鋼內部會形成大量內應力,由于設備及工藝條件的限制,圓鋼在緩冷或者熱處理冷卻過程中往往會由于應力的釋放發(fā)生彎曲變形。矯直機是圓鋼精整線上的重要設備,通過矯直機,圓鋼的彎曲得到矯直,其直線度達到一定程度后,才能送入后部精整設備進行處理。馬鋼公司于2014年正式投產一臺最大直徑為?250 mm、最大屈服強度為1050 MPa的特殊鋼圓鋼矯直機。該矯直機具有矯直精度和一次成材率高等優(yōu)點。投產后,部分圓鋼存在矯后頭部啃傷和矯后圓鋼剮蹭后輥道的問題,影響了交貨質量,亟需解決這兩個問題。
1 輥式矯直機的矯直原理和主要技術特點
平面內的彎曲,矯直后必然形成一條直線,如果這個平面本身存在著彎曲,還需在垂直于這個平面的方位上進行反復彎曲,使這條直線在所有正交方位上都實現矯直。旋轉反彎就是在三維空間內一邊前進、一邊反彎,最后將棒材多方向上的彎曲矯直。
斜輥矯直機的核心是旋轉反彎矯直,這個旋轉面實質上是一個螺旋面而不是一個旋轉平面。當這個螺旋面的中心線存在彎曲時,則必須在螺旋面的正交方位上進行反彎,使該中心線變成直線,使該直線周圍的任何一條螺旋線都互相平行地包圍在中心線的外層,從而達到矯直目的。除了在單一螺旋面內各種彎曲的纖維得到矯直之外,螺旋面本身的各種彎曲也在其正交的螺旋面上進行了反彎矯直。因此不管是平面反彎矯直,還是旋轉反彎矯直,兩者都必須同時在兩個正交相位上完成反彎矯直才能實現真正的矯直,所以平行輥矯直機與斜輥矯直機在本質上是互相一致的[1-2]。
在圓鋼矯直過程中,反彎次數越多,矯直精度也越高,但由于大多數金屬都具有加工硬化的效果,反彎次數過多直接影響了矯直效果,對金屬的力學性能也有較大影響。從使用經驗上來看,反彎次數不超過3次最好。因此本矯直機的輥系采用2-2-2-2-2,其力學模型如圖2所示。這種矯直機通過3次連續(xù)反彎,矯直精度達到1 mm/m。對于圓鋼頭尾來說,由于矯直反彎次數的增加,其彎曲程度減小,從而間接上也縮短了矯直盲區(qū),取得了良好的使用效果。同時,由于矯直機的第2、4對輥采用了類兩輥的凹凸復合輥形,對縮短矯直盲區(qū)也有一定積極效果。
理論上,絕對消除圓鋼的頭尾矯直盲區(qū)是不可能的,即使是兩輥矯直機,圓鋼在輥長方向上發(fā)生彈塑性變形,彎曲半徑減小,也僅僅是縮短了矯直盲區(qū),并沒有絕對消除矯直盲區(qū)。由于多輥矯直機輥距較大,盲區(qū)較長,因此通過多次連續(xù)反彎矯直的方法,提高圓鋼頭尾的矯直精度,并在一定程度上也起到了縮短矯直盲區(qū)的效果。
多輥斜輥矯直機的矯直輥中心線與矯直中心線之間夾角一般取28°~34°,當圓鋼沿著矯直中心線旋轉前進的時候,矯直輥在承受徑向載荷的同時,還要承受一定的軸向載荷。
圖1為圓鋼沿著多輥斜輥矯直機旋轉前進時圓鋼表面沿著輥子前進時的軌跡。其表面上任意一點,經過b-b點的反彎變形后,其塑性變形剛好和a-a、c-c點塑性變形之和相等,方向相反,這時圓鋼得到矯直。圓鋼的導程t可由下式計算:
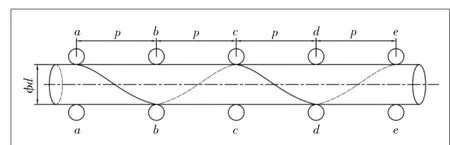
圖1 圓鋼運行軌跡

圖2 十輥矯直力學模型

圖3 快開型矯直輥調整機構

圖4 尾輥反彎結構
式中:d為圓鋼的直徑;α為矯直輥傾斜角度。
從圖1上可以看出,若想矯直圓鋼,圓鋼的導程和輥距必須滿足下列關系:
式中,n為正整數。
當輥距與導程的關系式滿足式(2)時,圓鋼滿足矯直要求[5]。從式(2)也可以看出,當圓鋼的直徑一定時,影響導程的唯一因素為傾斜角,因此對應不同直徑的圓鋼應當適當調整矯直輥的角度,從而提高矯直的一次成材率。由于矯直輥直徑一般是固定的,因此隨著圓鋼直徑的變大,矯直輥的傾斜角也相應地變大,以適應矯直的需求。同時,由于矯直輥對圓鋼的包絡程度直接影響矯直精度,也要求隨著圓鋼直徑變大的同時,調整矯直輥的角度。
在矯直過程中經常出現的圓鋼直徑超差和橢圓度超差這兩種現象,給輥縫調整帶來困難。輥縫調整過大,圓鋼會因沒有足夠壓緊摩擦力而打滑;輥縫調整過小,又容易出現卡鋼現象。因此,本矯直機采用了液壓動態(tài)恒壓矯直技術[3],它使矯直機在矯直過程中上矯直輥時刻處于壓緊并可浮動的狀態(tài),這樣既保證了圓鋼矯直過程中需要的足夠矯直力,又消除了橢圓度對于開口度的影響,而且不會卡鋼,有效實現了矯直過程中的恒壓穩(wěn)定,保護了壓下機構和機械設備。
對于液壓斜輥矯直機來說,由于液壓系統(tǒng)的恒壓動態(tài)矯直作用,圓鋼所承受徑向載荷是恒定的,并且大于圓鋼發(fā)生塑性彎曲時所需要的最大矯直力,才能有效實現平穩(wěn)矯直。
2 主要問題機理研究
棒材矯直多采用旋轉反彎矯直。圓鋼在矯直過程中,矯直可以分解為兩個正交平面上的彎曲,同時,不同位置的矯直輥形成一個錯位的反彎,實現矯直。由于原始彎曲是多個相位上的彎曲,因此需要多次連續(xù)反彎,是多個相位上的反復彎曲矯直,最終實現提高矯直精度的目的。
由于多輥式矯直機輥距的限制,大規(guī)格圓鋼的頭部及尾部的矯直一直以來是多輥矯直機的技術難點。為了減小圓鋼的頭尾矯直盲區(qū),該矯直機采用傳統(tǒng)的多輥矯直機中復合輥型矯直技術[6]。通過輥形曲線的計算,矯直機的第1對、第3對和第5對矯直輥采用準雙曲線輥型,而矯直機的上2、上4采用類深凹型輥,下2、下4采用類淺凸型輥。通過這種復合輥型布置,使得圓鋼在對輥布置的小曲率矯直環(huán)節(jié)和深淺凹型大曲率矯直環(huán)節(jié)雙重作用下,提高了全長范圍內的矯直精度。同時,為了解決大規(guī)格圓鋼長鋼矯直后尾部甩動不穩(wěn)定的問題,在矯直輥最后增加了一個隨動曲面輥,進一步提高了矯直精度。
通過分析整個矯直過程可以發(fā)現,圓鋼經過散料機構,由撥料機構撥到入料輥道上后,圓鋼在入料輥道上為直線運動。而當圓鋼進入矯直輥后,圓鋼由直線前進運動變?yōu)樾D前進運動。在接觸矯直輥的瞬間,矯直輥對圓鋼施加的作用力集中在圓鋼的前頭端部,大部分矯直力作用在一個很小的區(qū)域。由于矯直輥材質普遍采用高鉻合金,通過多次熱處理,表面硬度遠高于圓鋼的表面硬度,此時瞬間的沖擊極易對圓鋼頭部造成刮傷,這也是大多數輥式矯直機頭部發(fā)生啃傷的主要原因。
在圓鋼矯直過程中,斜輥矯直機的矯直原理是旋轉反彎,而反彎量直接決定了矯直效果的好壞。對于多輥矯直機,下中間輥多設計為被動反彎輥。對于本矯直機,當圓鋼進入第2對被動矯直輥時,由于第2對輥為反彎被動輥,圓鋼旋轉送入矯直輥之后,第1對輥壓迫圓鋼反彎進入第2對輥,圓鋼的頭部也極易被2號上輥瞬間啃傷。
3 全液壓快開矯直機的改造
十輥矯直機矯直輥布置型式為(2-2-2-2-2),為了解決圓鋼頭部被矯直輥啃傷的問題,原設計上1輥采用快開輥結構。矯直過程中,主要工藝流程如下:輥道升起→送入1號輥→1號輥壓下→矯直完成后1號輥抬起。通過采用這種結構,上1輥液壓快開,避開了圓鋼前頭端部,避免了啃傷圓鋼。但是當圓鋼達到2號輥的時候,由于結構限制,矯直機普遍采用上反彎結構,下2輥輥面要比下1輥略高,圓鋼由于要進行上反彎,圓鋼的頭部由下向上旋轉擠入矯直輥。由于第2對輥為被動輥,主動輥壓迫圓鋼旋轉反彎進入被動輥,造成圓鋼頭部啃傷缺陷。
理論上,全輥系都采用液壓快開肯定能徹底解決此問題,但是由于液壓系統(tǒng)流量的限制,全輥系都采用液壓快開,需要改造原有的液壓站,改造成本急劇增加,再加上場地空間的限制,這一方案不太現實。因此在矯直過程中采用局部液壓快開:矯直機的上1輥、上2輥在矯前處于打開的狀態(tài);當圓鋼進入矯直輥后,通過檢測信號反饋,矯直機的上1輥、上2輥通過液壓缸驅動逐步壓下,將圓鋼夾緊送進第3對輥,實現圓鋼的矯直。由于圓鋼頭部啃傷過程多發(fā)生在第1、2對輥,此時圓鋼頭部已經完美避開矯直輥;當檢測信號檢測圓鋼脫離矯直輥后,液壓缸帶動上1輥、上2輥快速抬起,等待下次的矯直。同時,由于采用液壓快開的辦法,彎曲度過大的圓鋼更加有利于送入矯直輥進行矯直。
通過將原有的液壓系統(tǒng)改造,增加一組控制閥來控制上2輥,實現液壓快開,同時增加相應的檢測開關,并對自動化程序進行相應的修改。通過以上整改變更,上1輥和上2輥通過雙輥交錯液壓快開,有效避免了圓鋼前頭端部啃傷,提高了產品的交貨質量。
4 后輥道圓鋼蹭鋼問題的解決
多輥矯直機矯直輥多采用上反彎的結構,這種結構簡單,易于實現。從輥系布置上看,由于矯直機下2輥、下4輥采用上反彎的方案,矯直完成后,圓鋼處于向下運動的狀態(tài)。當圓鋼前段伸出一定長度后,由于重力原因,前段容易失穩(wěn),從而導致圓鋼旋轉前進過程中上下擺動撞擊輥道。圓鋼沿著矯直中心線旋轉前進,而輥道沿著矯直中心線直線運動,兩者之間存在著線速度差,因此兩者發(fā)生撞擊時,由于線速度不匹配,輥道對圓鋼造成了剮蹭,對圓鋼表面造成了損傷,同時圓鋼上下擺動也容易損壞輥道。
發(fā)生此問題的根本原因是圓鋼走出矯直機后的失穩(wěn)[4]。為了解決此問題,拆除出口輥道的第一組,增加一組可以自由調整高度的尾輥,此輥子采用斜輥被動輥,高度略高于下5輥,起支撐的作用。增加相應的檢測開關實現程序連鎖。在矯直過程中,由于尾輥的支撐,圓鋼實現了平穩(wěn)旋轉下料,避免了圓鋼與輥道剮蹭,同時增加了一個反彎矯直環(huán)節(jié),進一步提高了矯直精度。
5 矯直工藝及設備的優(yōu)化
棒材矯直機的矯直原理是旋轉反彎,在整個矯直過程中,矯直輥的角度、壓下量、反彎量3個因素直接決定了矯直效果。這3個主要因素相互制約、互相影響。角度的大小決定了矯直輥對圓鋼的包絡程度;壓下量影響著棒材的咬入效果、旋轉前進的穩(wěn)定性,并減小圓鋼的橢圓度;反彎量決定了圓鋼在矯直過程中反彎程度的大小,它直接影響矯直精度。在矯直過程中,不能將矯不直的原因單純歸結于某一參數設置的不夠,應當對3個因素綜合優(yōu)化調整,達到個平衡的臨界點,在保證矯直質量的同時,提高設備的穩(wěn)定性和可靠性。
在本次改造過程中,由于采用了部分液壓快開的方法,矯直工藝與原有的方案有較大的差異,對整個液壓系統(tǒng)提出了更高的要求。由于振動和液壓沖擊較大,液壓管路增加了多個管夾,減小振動和沖擊,液壓系統(tǒng)增加了相應的緩沖機構,以減小換向沖擊。使用過程中,快開系統(tǒng)對液壓缸的可靠性提出了更高的要求,這就要求后續(xù)備件的制造標準更加嚴格。在后續(xù)的備件制造過程中,增加相應的液壓缸缸蓋厚度,并考慮增加相應的卸壓油路,進一步提高整個系統(tǒng)的可靠性。
6 結論
對矯直機進行改造后,徹底解決了頭部啃傷和蹭鋼的兩個問題,矯直精度、矯直效率及設備可靠性都得到了大幅提高。同時,在本改造過程中應用到的一系列技術,也廣泛應用到同類型的其他矯直設備中,并取得了良好的使用效果。