焊接熱循環(huán)曲線測試技術的研究進展
2023-07-10 11:22:49孔李毅董文軒楊鈺瑩周汶燕張偉
時代汽車 2023年12期
孔李毅 董文軒 楊鈺瑩 周汶燕 張偉


摘 要:焊接熱循環(huán)曲線的測定一直是研究焊接接頭質量的主要途徑,曲線本身的優(yōu)劣性直接影響研究者對組織的進一步研究。因此,本文結合了目前兩種方法中較為突出的幾種焊接熱循環(huán)曲線測量手段,總結了幾種焊接熱循環(huán)測量手段的優(yōu)缺點,并在此基礎上對將來焊接熱循環(huán)曲線測量發(fā)展方向進行了展望。
關鍵詞:焊接熱循環(huán) HAZ 直接測量法 間接測量法
Research progress on welding thermal cycle measurement
Kong Liyi Dong Wenxuan Yang Yuying Zhou Wenyan Zhang Wei
Abstract:The measurement of welding thermal cycle curve has always been the main way to study the quality of welded joints. The quality of the curve itself directly affects the further study of the organization. consequently, in this paper, the advantages of several welding thermal cycle measurement methods are summarized, and the development direction of welding thermal cycle measurement in the future is prospected based on the above two methods.
Key words:Welding thermal cycle; HAZ; Direct measurement method; Indirect measurement method;
1 引言
焊接熱循環(huán)包括以下四個特征參數:加熱速度(ωH)、最高加熱溫度Tmax在相變溫度以上停留時間(tH)、冷卻速度(ωC)和冷卻時間(t8/5、t8/3、t100)。焊接熱循環(huán)參數是分析HAZ組織和性能的重要數據[1],及焊接工藝的開發(fā)、評價和優(yōu)化[2]。焊接熱影響區(qū)的材料結構和性能受材料組成和焊接熱循環(huán)的影響[3]。利用這些信息,可以分析焊接冷卻過程的相變機理和新材料的SH-CCT圖,創(chuàng)建并驗證HAZ熱循環(huán)參數的計算模型。因此,焊接熱循環(huán)的測試、計算和分析具有十分重要的理論意義和實際價值。目前,大多數實驗室都采用焊接熱模擬,將試樣置于熱模擬裝置中,經歷與焊接相同的熱過程;而熱電偶是焊接熱循環(huán)現(xiàn)場測量中常用的測溫元件。本文綜述直接測量法和間接測量法現(xiàn)有的可靠研究與其應用,并對其發(fā)展方向進行了總結與分析。
2 直接測量法
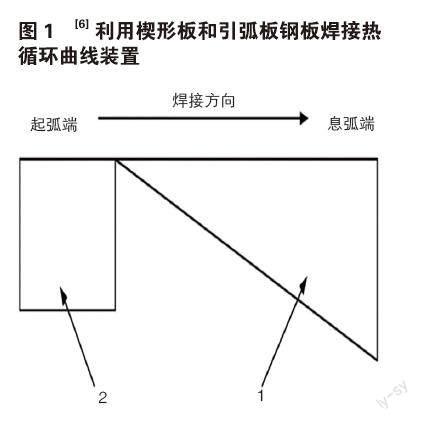
直接測量法焊接熱循環(huán)曲線是依靠熱電偶測溫方法實現(xiàn),由于熱電偶可以直接接觸測量局部溫度甚至測量“點”溫度,這一點較熱電阻有較大優(yōu)勢,所以熱電偶一直是很好的測溫元件。[4]熱電偶最先使用的是背打孔插入的方式,如黃錫鎬[5]利用溫差熱電偶測量近縫區(qū)焊接熱循環(huán)曲線時,這種方式往往需要對焊板提前進行鉆孔,工作量大、操作麻煩且對板材造成一定的浪費,而且熱電偶置于內部無法觀察其狀態(tài)。鄭志霞[6]等公開了一種鋼板焊接熱循環(huán)溫度曲線的方法及裝置(見圖1),運用高溫膠水將2(引弧板)和1(楔形板)電弧焊接固定不動,并按照設置的焊接標準主要參數在焊接面從引弧板開始向楔形板方位開始焊接,一起使用錄像儀計錄各精確測量部位溫度隨時間變化狀況;但這種方法任務量比較大,與此同時還要將引弧板和楔形板開展拼裝固定不動,以便焊接時兩板無縫拼接融合,但其缺乏必需輔助定位裝置。閻啟公開了一種激光器焊接熱循環(huán)參數測試方法以及設備,先往二塊焊接試板中間擺放一楔形條,與楔形條斜坡相對應焊接試板的端口做為溫度沿測量面,該焊接試板端口分布多個供擺放熱電偶的埋孔,并相對應設定熱電偶,設備選用埋入熱電偶的形式進行溫度測量,但必須提前做好打孔實際操作,比較庥煩。由于打孔插入式的繁瑣性,肖薇薇[7]現(xiàn)以發(fā)明一種焊接熱循環(huán)曲線測定儀(見圖2),公開了一種無需進行打孔插入熱電偶,如圖所示,該裝置能對焊接板進行有效支撐固定,并且省去了打孔埋入的復雜性。
3 間接測量法
3.1 熱成像與熱模擬技術
熱電偶測量焊接熱循環(huán)曲線方法實時性差、精度低、耗人力物力,同時由于機械慣性的影響,難以獲得具有明顯冷卻相變過程特征的熱循環(huán)曲線,為此,間接測量法逐漸展露出來,其中包括熱模擬、熱成像、相關軟件等的研發(fā)與應用。由安俊超[8]等人利用美國FLIR紅外熱像儀ThermaCAMTM-P65(見圖2)實時地形測繪。儀器具備測溫速度更快、高靈敏度、熱惰性偏差小、合適遠程控制測溫的優(yōu)勢,根據避免觸碰來擺脫精確測量焊接溫度的難題[9]。其焊接過程是把焊接好一點的無縫鋼管立在架子上,讓兩位嫻熟的焊工順著環(huán)焊縫反方向焊接,每個人焊接1/2圓。根據焊接過程中紅外熱成像儀所成像圖,帶來了焊縫槽地區(qū)焊接過程的實時記錄。結果表明紅外熱成像儀測定焊接熱循環(huán)曲線與傳統(tǒng)方法相比,測定過程更為方便、測溫精度更高、實時性更強。
利用模擬計算的方法算出焊接溫度場,從而獲得焊接構件某點的熱循環(huán)曲線圖早已廣泛獲得應用,但大量科學研究發(fā)現(xiàn),用熱仿真模擬方式獲得的仿真模擬組織和具體焊接組織在性能上、組織結構上的一致性關鍵在于二者經歷過的焊接熱循環(huán)特征參數是否一致。陳家權[10]等運用虛擬儀器技術制定了一套焊接熱循環(huán)動態(tài)檢測系統(tǒng)軟件。結果表明,金屬薄板焊接流程的模擬計算結論與試驗檢驗結果較為符合,驗證了焊接熱循環(huán)數值模擬過程的合理化,說明單片機應用可作為多一點精確測量焊接熱循環(huán)的靠譜檢測方式。
在數據采集較好完成后,并因此構成了很多軟件開發(fā)平臺,胡艷華[11]等建立了焊接熱循環(huán)試驗操作程序系統(tǒng)。該應用軟件系統(tǒng)由焊接數據庫系統(tǒng)模塊、焊接熱循環(huán)數據收集模塊、焊接熱循環(huán)主要參數測算模塊三個模塊構成。集自動式信號檢測、貯存、測算處理功效于一體,能夠以合適的文件格式說明或記錄檢驗結果。結果表明焊縫區(qū)焊接熱循環(huán)測試程序的設計方案高效地填補了焊縫區(qū)焊接熱循環(huán)科學研究的缺陷,為實驗室進行材料焊接性的評定研究工作提供了必要.結果表明所研制出焊接熱循環(huán)數據采集系統(tǒng)使用便捷靠譜、性能平穩(wěn)、響應速度快、經濟實用。馮瑩瑩[12]以Windows XP系統(tǒng)為題材,運用LabVIEW8.2和STEP7開展程序編寫自主開發(fā)出焊接熱循環(huán)計算機技術,利用該軟件可以實現(xiàn)焊接熱循環(huán)流程的在線模擬,定量分析地體現(xiàn)與敘述危害各熱循環(huán)主要參數的重要因素以及內在聯(lián)系。通過采集焊接熱循環(huán)曲線和試樣的組織形貌,該軟件可以剖析進行峰值溫度等主要參數對焊接熱影響區(qū)機構性能影響實驗分析,完成焊接熱循環(huán)全過程在線模擬的實用價值。現(xiàn)階段的電子計算機分析系統(tǒng)多數為ABAQUS手機軟件仿真模擬熱循環(huán)全過程,該軟件擁有更多的模塊類型,更多材料模型,能解決更多非線性問題的優(yōu)勢,針對焊接熱循環(huán)曲線圖有最準確的解讀。焊接熱模擬系統(tǒng)已經涉及到焊接冷卻過程中相變機理,但無法在已經有系統(tǒng)中檢驗并給出進一步科學研究。
3.2 直接測量與間接測量結合
測溫元件在得到焊接熱循環(huán)曲線后,必須測算焊接熱循環(huán)的基本參數。依據從原始焊接熱循環(huán)推導出來的數學模型。例如,祁文軍和楊偉[14]在精確測量高碳鋼金屬薄板堆焊的焊接熱循環(huán)時,在相同條件下建立模型,利用焊接熱循環(huán)基礎理論計算模型的熱循環(huán)狀態(tài)參數,并和實際測量進行對比。結果表明了數學模型準確性。伍強[15]利用疊加定理設立了激光器焊接高強鋼的熱循環(huán)實體模型,再對該實體模型展開了深入分析測算,獲得了熱影響區(qū)的理論熱循環(huán)曲線。結果表明,具體熱循環(huán)曲線與焊接熱循環(huán)解析結果接近。結果表明,點-線熱源的數學模型可以體現(xiàn)激光器焊接高強鋼的熱循環(huán)全過程。
該模型計算全過程繁雜,偏差比較大,難以獲得精確的數據信息。由單片機8301所組成的焊接熱循環(huán)試驗儀的實用性、準確性可靠性還有待提升。伴隨著計算機與傳感器技術、數據分析技術和程序編程技術發(fā)展,焊接熱循環(huán)和變形測量法開始向自動化技術和人工智能化。世界各國一些焊接工作者已將焊接熱循環(huán)實驗的硬件軟件系統(tǒng)軟件結合在一起[16]。奐永慧和黃嗣羅[17]分別基于簡單C語言和VB語言的系統(tǒng)主程序實現(xiàn)采集、處理和顯示熱影響區(qū)在焊接熱循環(huán)過程中的實時溫度與時間關系曲線,介紹了電弧焊接熱循環(huán)過程中熱影響區(qū)溫度場數據采集系統(tǒng)的硬件設計和軟件實現(xiàn)方法,并取得了較為不錯的效果。袁少波[18]采用普通兼容PC機作為微機、C++Builder7.O 作為開發(fā)工具、MSAccess為數據庫管理系統(tǒng),對熱循環(huán)冷卻曲線以及溫度變化點展開了檢測,發(fā)現(xiàn)焊接冷卻相變在熱循環(huán)曲線上存在溫度點。王澤平[19]利用MATLAB條件下PC機與Arduino的即時串口通信和數據分析方法(見圖5),得到K型熱電偶焊接溫度場的數據和信息(I級誤差范圍大約為0.4%t,II級誤差范圍也做到0.75%t)。根據MATLAB實時曲線繪制和焊接熱循環(huán)剖析,優(yōu)化了焊接熱循環(huán)實驗步驟,有利于進一步完善實驗過程。
4 焊接熱循環(huán)的應用
焊接技術性廣泛用于石油化工設備、電力工程、船只和公路橋梁等領域,焊接品質完全取決于精確科學合理的焊接加工工藝。焊接工藝技術制訂必須精確測量焊接熱循環(huán)曲線圖和特征參數。在焊接過程中,當熱原沿被焊預制構件挪動時,被焊預制構件上某一點的溫度隨著時間變動的過程稱之為焊接熱循環(huán)。焊接熱循環(huán)曲線圖包括了焊接冷卻過程的關鍵信息,如焊接接頭溫度改變和冷卻相變,針對掌握焊接冷卻相變過程、街頭組織、和提高焊接質量都具有重要意義[20]。馬世成[21]通過MMS-300熱力模擬機探討了熱循環(huán)峰值溫度對09MnNiDR鋼熱影響區(qū)組織和性能的影響,并結合光學、掃描、透射電子顯微鏡技術對焊接熱影響區(qū)的組織進行了觀察。結果顯示,伴隨著最高值溫度的上升,09MnNiDR低溫壓力容器鋼的顯微鏡組織由金相組織和鐵素體轉變成顆粒狀貝氏體,M-A組織形狀由小塊轉變成條形。在其中,金屬間化合物是影響熱影響區(qū)超低溫延展性的重要因素,特別是金屬間化合物的結構。王麗敏[22]通過焊接熱模擬試驗,研究調質高強鋼Q890D在不同冷卻速度條件下的沖擊性能和組織形貌。結果顯示:Q890D高強度鋼板焊接熱影響區(qū)過熱區(qū)的顯微鏡組織為奧氏體和貝氏體,貝氏體成分伴隨著t8/5的提高而變化,而-20沖擊功伴隨著t8/5的提高先提高后減少。t8/5焊接熱熱循環(huán)主要參數是剖析焊接熱影響區(qū)組織和性能的核心數據,是制訂、點評和改進焊接加工工藝的重要指標。因而,焊接熱循環(huán)曲線的精確測量、計算和分析具有重要指導意義和實用價值。
5 結論
(1)我國學者的研究內容主要偏向于焊接熱循環(huán)參數計算,較少的研究與開發(fā)模擬焊接熱循環(huán)過程的軟件。(2)焊接熱循環(huán)曲線測量的應用場景廣泛,但目前還尚未研制出能符合任一場景的測量儀器。(3)焊接熱循環(huán)在線模擬軟件尚未能分析材料的組織性能,這是有待開發(fā)的一大難題。
項目資助:陜西省教育廳專項科學研究計劃項目(18JK0158);陜西理工大學“課程思政”教學改革與研究項目(KCSZ2007);2022年陜西省大學生創(chuàng)新創(chuàng)業(yè)訓練計劃項目(S202210720050)(S202210720043);陜西理工大學科學研究項目(SLGKY2017-12)。
參考文獻:
[1]KNIPSTRON KARL-ERIK. New Aluminum welding Method[J].Sheet Metal Industries,1996,73(3):33-34.
[2]陳麗,陸祖輝,趙偉等焊接工藝參數對焊接接頭溫度場的影響[J].熱加工工藝,2019,48(15):150-153.
[3]許祖澤.熱模擬技術——金屬材料性能研究的重要手段[J].新技術新工藝,1982(01):12-13.
[4]林貽強,芮冬梅.熱電偶測量端的焊接方法[J].儀器儀表標準化與計量,2001(06):38-39.
[5]黃錫鎬,黃家華.焊接熱循環(huán)測量方法[J].上海機械,1964(06):14-16.
[6]鄭志霞,范益,邱保文. 一種測定鋼板焊接熱循環(huán)溫度曲線的方法及裝置[P].CN104267061B,2017-01-25.
[7]肖薇薇.一種焊接熱循環(huán)曲線測定儀[P]. CN110398511A,2019-11-01.
[8]安俊超,荊洪陽,徐連勇.一種用紅外熱成像儀測定焊接熱循環(huán)的新方法[J].天津大學學報,2011,44(02):148-151.
[9]王超,茍學科,段英等.航空發(fā)動機渦輪葉片溫度測量綜述[J].紅外與毫米波學報,2018,37(04):501-512.
[10]陳家權,肖順湖.薄板焊接熱循環(huán)的測定[J].熱加工工藝,2006(02):60-61+64.
[11]胡艷華,陳芙蓉.解瑞軍.焊縫區(qū)焊接熱循環(huán)測試程序系統(tǒng)的設計[J].焊接學報,2010,31(05):93-96.
[12]馮瑩瑩,駱宗安,張殿華. 焊接熱循環(huán)過程的在線模擬與應用[J].東北大學學報(自然科學版),2012,33(01):86-89.
[13]楊宗輝,沈以赴,柳秉毅.基于虛擬儀器的焊接熱循環(huán)測試系統(tǒng)[J].微計算機信息,2009,25(13):98-99.
[14]楊偉,祁文軍.計算機輔助焊接熱循環(huán)的測試與分析[J].焊接技術,2004(05):9-11.
[15]伍強,楊永強,徐蘭英.激光焊接熱循環(huán)的試驗分析[J].焊接學報,2010,31(05):29-32.
[16]童彥剛,侯廷紅,胡旺等新型焊接熱循環(huán)測試與分析系統(tǒng)的研究[J].焊管,2003(05):16-19+61.
[17]黃嗣羅,張建勛,曾旭東.焊接熱循環(huán)數據采集系統(tǒng)的設計與數據處理[J].焊接技術,2005(03):19-21.
[18]袁少波,童彥剛,王文鋒.焊接熱循環(huán)曲線及相變點測試系統(tǒng)的實現(xiàn)[J].電焊機,2005(04):47-51.
[19]王澤平,房雲峰,姜寶龍.基于Arduino的焊接熱循環(huán)測試系統(tǒng)[J].內燃機與配件,2020(09):248-249.
[20]方修洋,李志剛,張建勛.焊接熱循環(huán)與動態(tài)變形測量系統(tǒng)及其應用[J].焊管,2013,36(08):28-31.
[21]馬世成,楊銳,周丙峰.焊接熱循環(huán)峰值溫度對09MnNiDR鋼熱影響區(qū)組織和性能的影響[J].中國特種設備安全,2022,38(09):41-45.
