組合賦權-云模型在焊接工藝評定中的應用
2023-07-05 10:34:52李然,卿黎,2,牛犇
焊管 2023年6期
李 然,卿 黎,2,牛 犇
(1.昆明理工大學 公共安全與應急管理學院,昆明 650093;2.昆明理工大學 國土資源工程學院,昆明 650093;3.昆明鍋爐有限責任公司,昆明 650217)
0 前 言
在鍋爐的設計、制造和安裝過程中,焊接質量是影響鍋爐正常運行和安全使用的重要因素。因此,為了保證焊接接頭質量,減少安全事故的發生,需要對焊接工藝進行評定。鍋爐制造企業為制定合格的焊接工藝指導書往往花費大量的人力、物力和財力,且需要結合焊接材料和實際運行環境選擇正確的焊接方法,同時通過破壞性實驗以驗證其各項性能是否合格,這一過程周期長、不確定性因素多。因此,為了提高焊接工藝評定的準確性,有必要對制定的預焊接工藝參數進行質量預測和安全評定。
安全評價是運用安全系統工程的原理和方法實現工程和系統安全的過程。其種類有很多,從最初的定性到定量,又從定量到模糊評價方法,經歷了一個由簡單到復雜、由粗放到精確的發展過程[1]。如:層次分析綜合評價、模糊數學綜合評價、BP 神經網絡綜合評價、灰色關聯度綜合評價等。2014 年,蒲偉[1]等針對鍋爐焊縫質量建立了評價體系,運用模糊綜合評價法對焊縫質量進行評估,并通過機械性能試驗對評價結果進行驗證,但僅采用了層次分析法對指標進行賦權,所得權重主觀意識較強,難免會導致評價結果產生偏差。因此,盧丹丹[2]基于AHP-熵權法組合賦權,能夠更好綜合主客觀因素的影響。巴振寧[3]將AHP 和模糊綜合評價運用到城市燃氣管道腐蝕風險評價中。李娟[4]等采用層次分析法與模糊綜合評價法相結合的評價方法(AHP-FCE)對國家水體污染控制與治理科技重大專項(簡稱“水專項”)研發的13項制藥廢水處理技術進行了綜合評價。胡潔[5]為解決露天爆破工程中爆破方案優選難以決策的問題,以層次分析法、熵權法及模糊綜合評價法為理論基礎,建立組合賦權-模糊綜合評價模型。吳鵬[6]等基于模糊綜合評價法建立公路風吹雪危險度的模糊綜合模型,分析影響公路風吹雪危險的主要因素。但模糊綜合評價法存在計算復雜、對指標權重的確定主觀性強以及隸屬度權系數偏小,造成超模糊現象,具有分辨率很差的缺點。
因此,為解決單一賦權過于主觀或客觀的缺點,采用AHP 熵權法組合賦權,兼顧權重的主客觀性,并引入霍爾三維模型從時間維、邏輯維、知識維三個角度,采用專家意見征詢的方法,對評價體系的構建進行分析與優化。考慮到指標之間的相關性以及評定過程的隨機性、模糊性,采用組合賦權-云模型對焊接工藝評定進行評估,并運用實例進行驗證,以確保評價模型的有效性與合理性。
1 評估指標體系的構建
1.1 基于霍爾三維結構的評估體系構建過程
焊接過程涵蓋了熱能、電能、冶金和力學等多個學科知識[7]。因此需要系統、綜合的分析整個過程中所包含要素之間相互聯系、相互制約的關系,故在構建焊接工藝評定體系時,引入霍爾“三維結構體系”作為分析的工具。霍爾三維結構是美國系統工程專家霍爾(A.D.Hall)[8]于1969年提出的一種系統工程方法論。該理論的特點是將系統分析過程各階段、各步驟所涉及的學科知識、內容、方法等,通過一個由時間維、邏輯維和知識維構成的三維空間結構清晰的展示出來,如圖1所示。
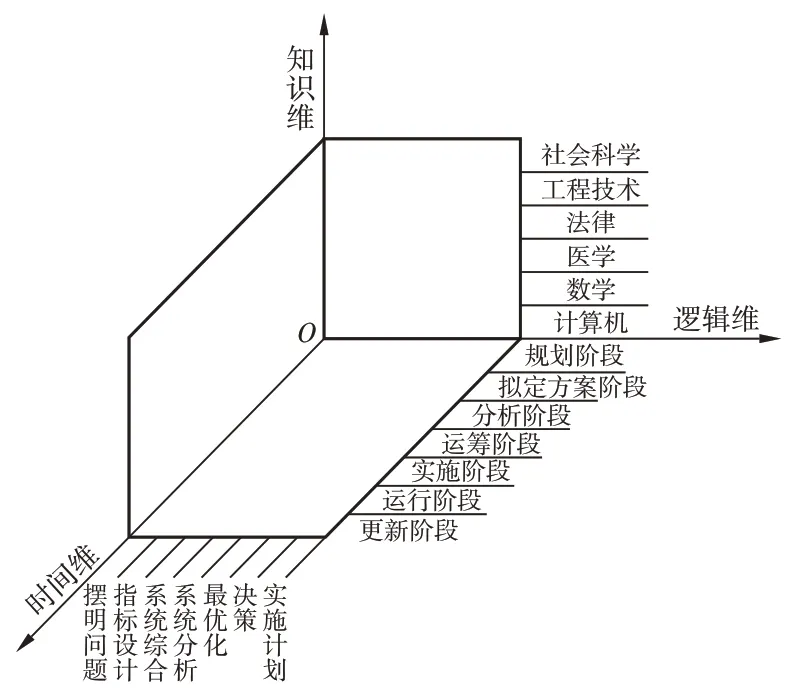
圖1 霍爾三維模型
運用霍爾三維結構的評估方法,將焊接工藝評定作為評估對象,分別從時間維、知識維、邏輯維三個方面進行評估,評估模型如圖2所示。時間維是焊接作業的整個過程,包括焊接前、焊接中和焊接后;知識維是評估焊接工藝安全性時所用到的學科知識,包括前人經驗、學科知識、行業標準和操作規范;邏輯維是在構建焊接工藝安全性評價指標體系時,從發現問題、明確問題到解決問題以及從整體到個別、個別再到整體的思維過程,包括確立備選評估指標集、專家意見征詢、指標優化與改進、確立指標體系以及評價等級標準的劃分。
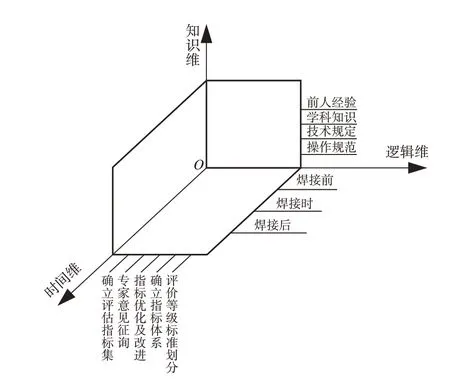
圖2 焊接工藝安全評估霍爾三維模型
1.2 確立備選評估指標集
針對鍋爐制造中常用的焊條電弧焊以及焊接材料(低合金鋼)進行備選評估指標集的建立,在NB/T 47014—2011《承壓設備焊接工藝評定》(以下簡稱《評定》)中對于焊接工藝評定有著明確的規定,評定因素分為通用評定因素以及專用評定因素,其中通用評定因素共五大類,專用評定因素共七大類;ISO 15614-1:2017 中對于焊接工藝評定通用規則作出了11 項規定。由于國內外對于焊接工藝評定所選指標存在覆蓋,因此,對國內鍋爐制造所選用的焊接方法進行焊接工藝評定時主要依照國內標準進行。
通過分析國際和國內標準對于焊接工藝評定中選取的指標,同時結合行業標準、專業書籍中焊接工藝評定要求,可以初步確立焊接工藝評定指標體系的備選評估指標集,包括5 個一級指標以及13 個二級指標,具體見表1。
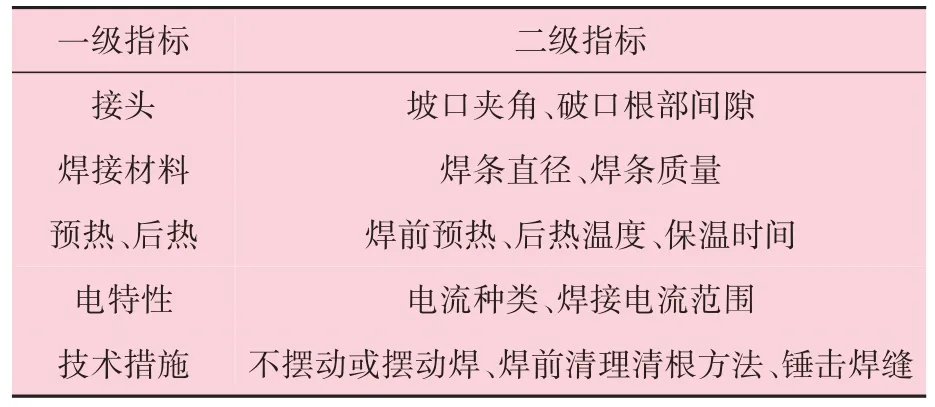
表1 備選評估指標集
1.3 優化與改進
(1)專家意見的征詢。邀請10 名從事焊接工作、焊接工藝評定工作等相關領域的專家組成焊接工藝評定小組,基于自身工作經驗以及對于指標的認識,對所選取的焊接工藝安全評定指標進行合理性、必要性、重要性評判,然后根據所提意見對選取的指標進行補充與刪減。其次,根據專家所提的意見對焊接工藝安全評定指標體系進行整合,最終完成指標體系的建立。
(2)專家意見的整合結果。7 位專家認為應該增加焊工素質方面的評定指標,包括:焊工資質、焊工生理健康等;6 位專家認為應該增加作業環境方面的評定指標,包括:溫度、濕度以及風速等。
(3)對指標優化與改進的說明。通過征詢專家意見及實例考證,對所建立的備選評估指標集作出了優化與改進,主要在以下幾個方面:①新增一級指標“焊工素質”,并新增對應的二級指標“焊工資質”和“焊工生理健康”。在國際標準ISO 15614-1:2017 中對焊工資質有著明確的規定,要求承擔焊接工藝評定的焊工需取得ISO 9606-1 或 ISO 9606-2或ISO 14732對應范圍的認證資格[9],即對焊工的資格有著明確的要求。2017 年1 月4 日,國務院辦公廳[10]發布了《關于印發國家職業病防治規劃(2016—2020 年)的通知》,規劃中明確指出“職業病防治事關勞動者身體健康和生命安全,事關經濟發展和社會穩定大局”,焊工長期處于充滿高溫、輻射和強光的環境中,嚴重影響了焊工的生理健康。②新增一級指標“作業環境”,并新增對應的二級指標溫度、濕度以及風速,GB 50236—2011《現場設備、工業管道焊接工程施工及驗收規范》第2.0.4 條對施焊環境做出了相應的規定,包括溫度、濕度以及風速。
1.4 確定指標體系
經過改進與優化,最終確定的指標集由7個一級指標和17 個二級指標組成,焊接工藝評定指標體系見表2。
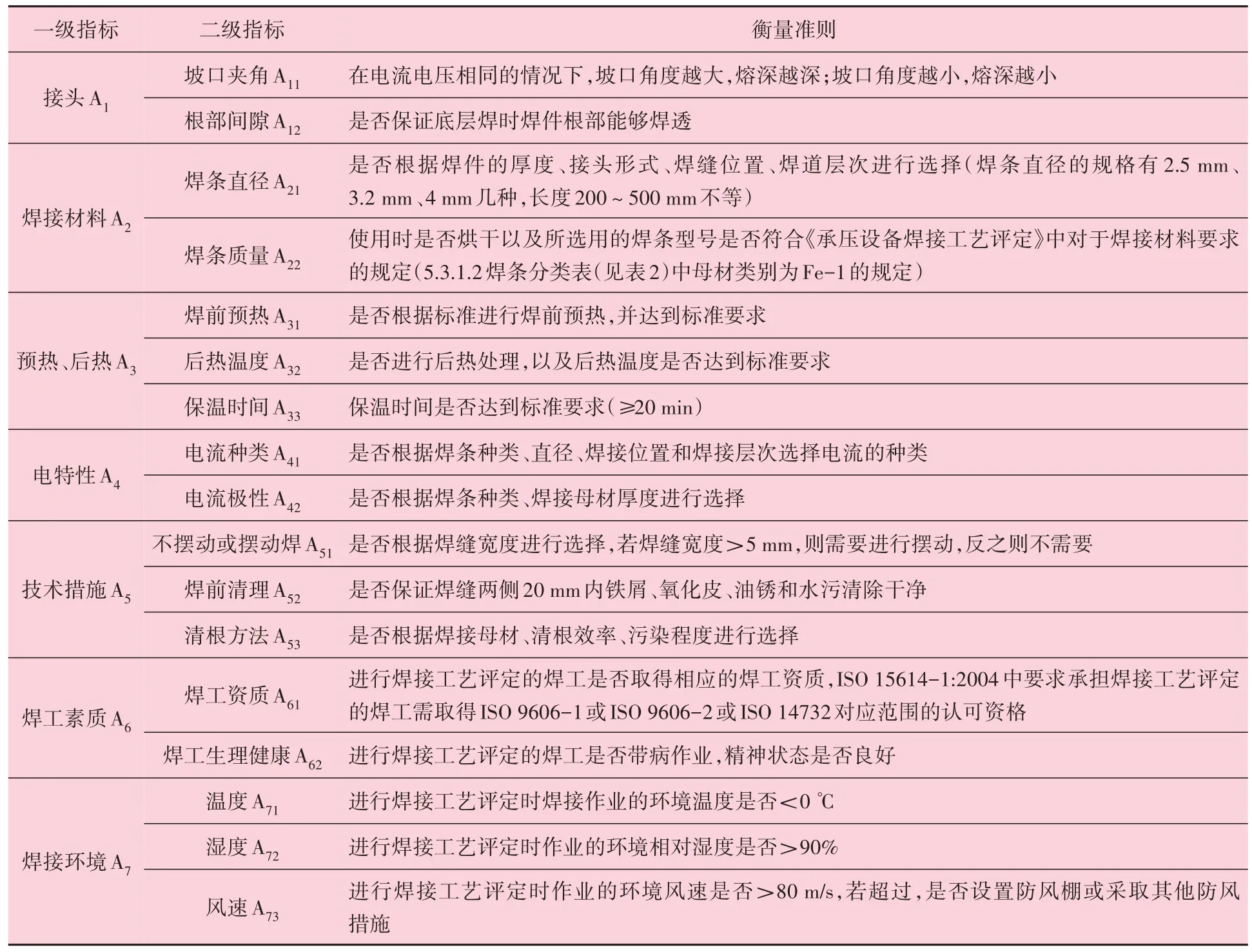
表2 焊接工藝評定指標體系
1.5 評價等級標準的劃分
本研究在查閱標準規范、文獻資料以及前人經驗的基礎之上,將焊接工藝評定劃分為3個等級,即:合格、基本合格、不合格(采用10 分制,設立相應的分值區間為:不合格[0,6.0)、基本合格[6.0,8.5)、合格[8.5,10])。根據《評定》、GB/T985.1—2008、JB/T 3223、ISO-15614-1—2014、GB/T 16507.5—2013、GB 150—2010等標準的規定,在文獻閱讀的基礎上,結合相關資料,制定了評價等級劃分標準,具體內容見表3。
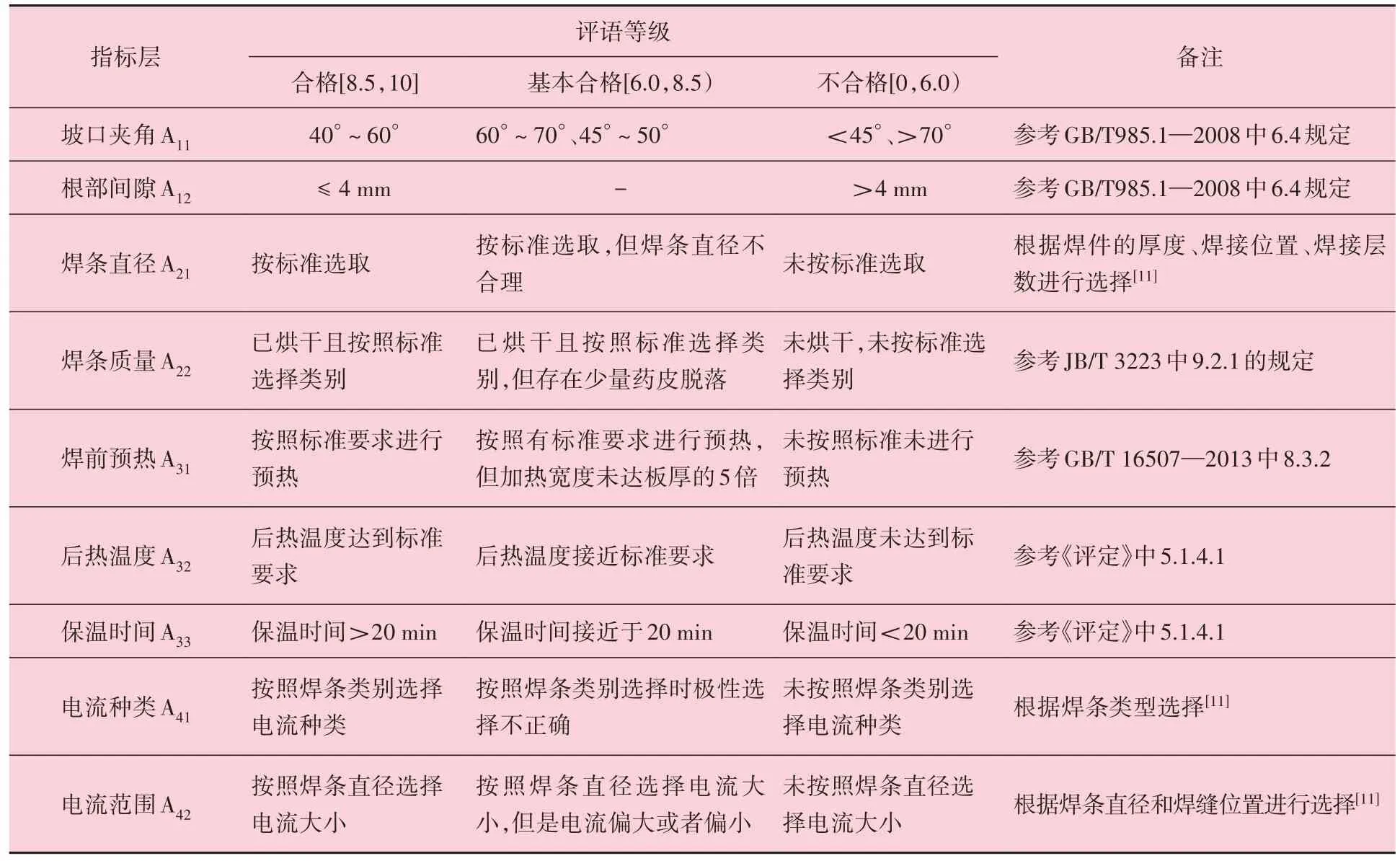
表3 焊接工藝評定指標等級劃分標準
2 焊接工藝評定組合賦權-云模型
2.1 指標權重的確定
2.1.1 基于AHP確定主觀權重
層次分析法是指通過對建立的多層次分析結構模型按照決策者主觀認知進行重要性比較,從而得到各個指標的權重值,由于此方法主要根據主觀認知進行權重的確定,因此運用此法獲得的權重稱為主觀權重。具體步驟[2]如下。
(1)建立矩陣。將專家打分結果加權計算,結合打分結果根據1~9 標度法通過兩兩比較求出各因素的重要程度,得到判斷矩陣B,1~9標度及其對應的含義見表4。
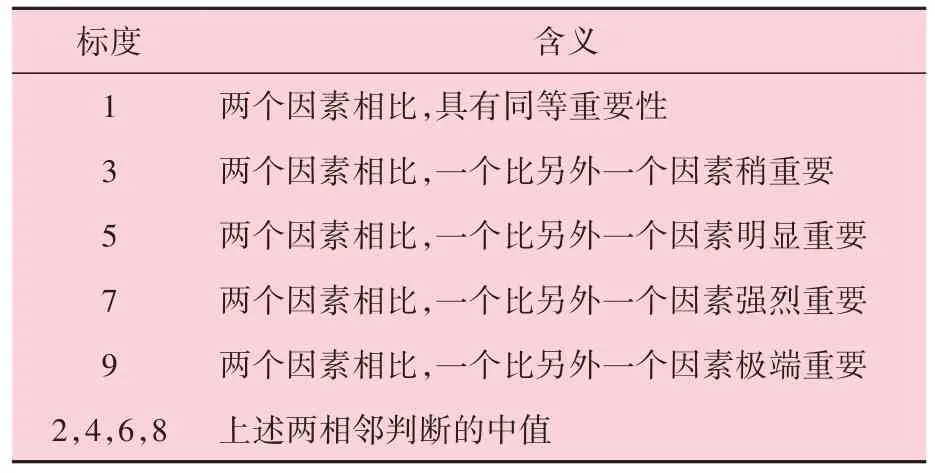
表4 判斷矩陣標度及其含義
根據表1,若兩個因素(i、j)比較得到bij,則因素j與i比較判斷為1/bij。
(2)矩陣歸一化
bij——原始數據;
i,j——第i個一級指標下第j個二級指標;
n——一級指標數量,n=7。
(3)計算和向量
式中:wi——判斷矩陣和向量。
(4)計算權重向量
(5)計算判斷矩陣的最大特征根
式中:λmax——判斷矩陣的最大特征值;
B——判斷矩陣。
(6)一致性檢驗
式中:CI——一致性指標,n為矩陣階數;
RI——平均隨機一致性指標;
CR——一致性比例。
若CI=0,有完全的一致性;CI接近于0,有滿意的一致性;CI越大,不一致越嚴重。隨機一致性指標,RI和判斷矩陣的階數有關,一般情況下,矩陣階數越大,則出現一致性隨機偏離的可能性也越大,其對應關系見表5。當CR<0.1 時,則認為該判斷矩陣通過一致性檢驗,否則調整判斷矩陣直到通過為止。

表5 RI隨機一致性指標
2.1.2 基于熵權法確定客觀權重
熵權法屬于客觀賦權法之一。某指標值的差異性越大,其信息熵就越小,此指標提供信息量則越大,對應權重則越大[12]。基于此思想,確定某項指標的客觀權重,其具體計算步驟[13]如下:
(1)原始數據標準化,設有m個評估指標,n組評估數據,i為評估指標,且i=1,2,…,m;j為評估數據,j=1,2,…,n。把焊接工藝安全評估分數 進行標準化處理,得到矩陣Q,計算方法為
式中:Qij——標準化值;
xij——原始值;
max(xi)——第i個指標的最大值;
min(xi)——第i個指標的最小值。
(2)構造比重矩陣Y={yij}m×n(Y中元素為yij),計算方法為
(3)計算熵值ei,即
(4)計算指標權重wi,即
則通過熵權法獲得的指標權重為:w2=
2.1.3 組合權重確定指標綜合權重
層次分析法是根據專家的主觀經驗確定判斷矩陣獲得各個指標的主觀權重,而熵權法主要依賴原始數據的自身規律獲得各個指標的客觀權重。為了既反應出專家對于焊接工藝評定各個指標的直觀認識,同時又反映出原始數據的客觀規律,使兩種方法所得的權重值之間的差異程度和分配系數之間的差異程度相同。本文為了表達這種差異的程度,引入距離函數的概念。
式中:α、β——兩個權重的分配系數。
為了使分配系數與兩組權重之間的差異程度相同,將式(11)中的距離函數與分配系數取等式,得到其表達式為
聯立公式(11)和公式(13)計算得出分配系數,再將分配系數帶入公式(12),得到組合權重。
2.2 構建組合賦權-云模型
1993 年,李德毅首次提出了云的概念,以此為基礎建立了定性概念與定量相互轉換的不確定性轉換模型[15]。云模型是以隨機函數和模糊數學為基礎,運用隸屬云、數字特征、云發生器等手段實現定性描述與定量化數字的不確定性轉化,因此,在處理存在不確定性、模糊性的評價體系中,云模型是一種有效的工具。具體步驟如下[16]:
(1)確定標準云。根據焊接工藝安全評估體系建立評語集,將定性指標轉化為定量問題。將評語集分為3 個等級,從低到高依次分為Ⅰ級、Ⅱ級、Ⅲ級,分別對應不合格、基本合格、合格。根據公式(14)計算標準云參數,再根據相關定量標準對焊接工藝等級進行定量表示,評估等級以及標準云參數見表6。
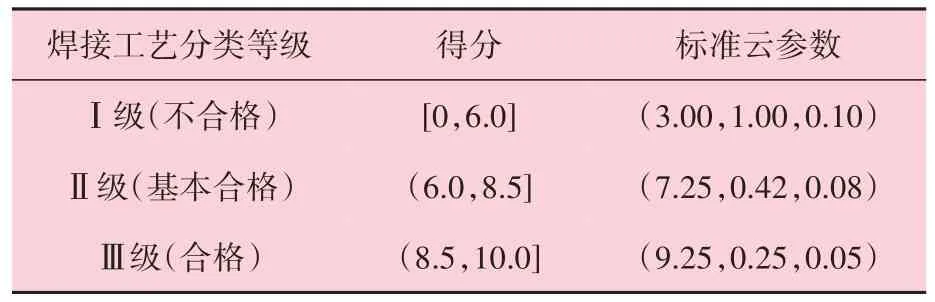
表6 評估等級以及標準云參數
Ex0——標準云期望;
En0——標準云熵;
He0——標準云超熵(k為常數,反映評語的模糊程度,k的選取參照文獻[17]。
(2)確定指標云。將各專家對焊接工藝評定體系中的指標打分值帶入公式(15)計算指標云,即
式中:Zij——m個專家對n個指標的評估結果;
Exj——指標云期望;
Enj——指標云熵;
Hej——指標云超熵;
Sj——評估結果的標準差。
(3)確定綜合云。將公式(15)計算得到的指標云數值帶入公式(16)計算得出綜合云的大小,即
式中:αj——各指標對應的權重值(即組合權重w3);
Ex0——綜合云期望;
En0——綜合云熵;
He0——綜合云超熵。
3 實例分析
3.1 收集原始資料
為檢驗基于組合賦權—云模型對焊接工藝安全評估的實用性和有效性,將昆明鍋爐有限責任公司制定的焊工考試焊接工藝指導書作為原始資料,工藝編號為HK D1-23、HK D1-12 和HK D1-5(以下簡稱HK1、HK2 和HK3),原始數據見表7。
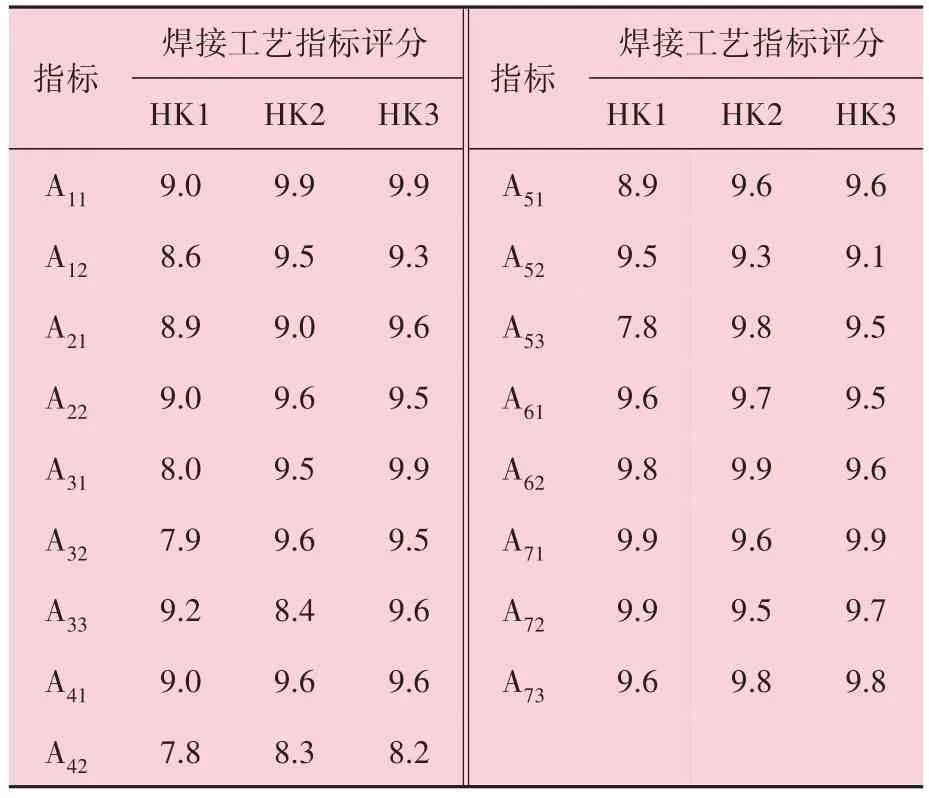
表7 原始數據表
本研究邀請10 名領域內具有豐富經驗的專家組成焊接工藝評定小組,對各個指標重要程度進行打分(滿分100分,分值越高相對重要程度越大),打分結果見表8。對所得分值進行處理得到一級指標分值排序:A1>A2>A4>A3>A5>A6>A7。根據AHP 中的公式(1)、公式(2)和公式(3)計算一級指標的主觀權重,其余等級指標主觀權重均按此方法計算,結果見表8。
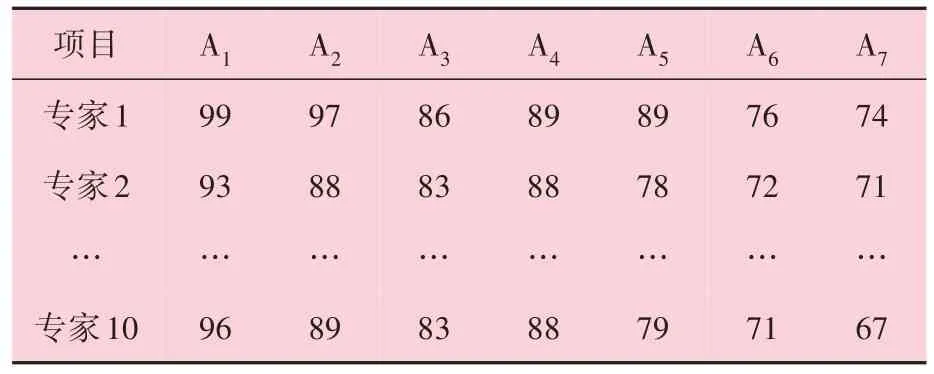
表8 專家打分表
根據表7,在Matlab 軟件中采用公式(7)、公式(8)、公式(9)和公式(10)計算客觀權重,再結合主客觀權重并根據公式(11)、公式(13)確定最優權重系數α=0.511 2,β=0.488 8,并由此結合公式(12)計算所有指標的組合權重,整理得到一、二級指標的主、客觀和組合權重,結果見表9。
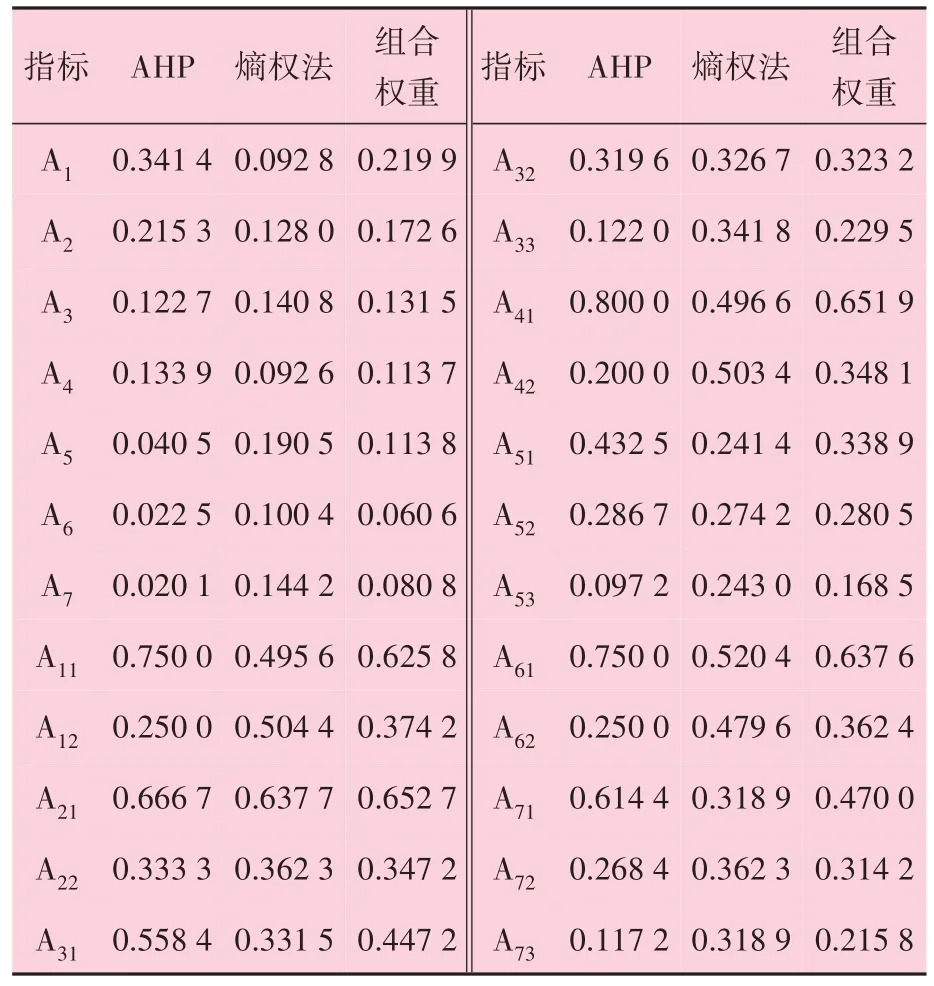
表9 一、二級指標權重
3.2 評價結果分析
結合原始資料,運用公式(16)計算各個指標的云模型參數,結果見表10。
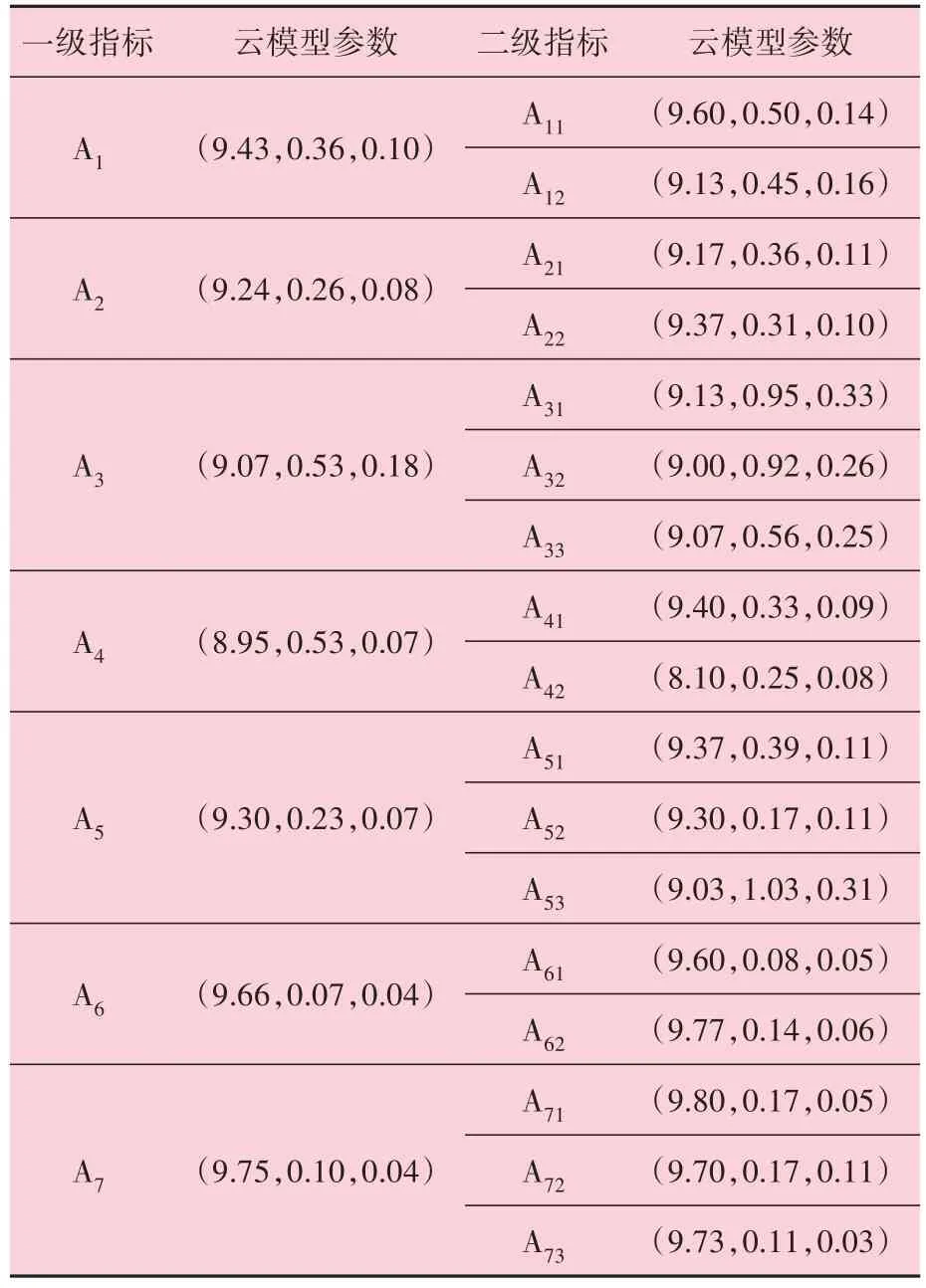
表10 各指標云模型參數
由表10可知,A7的期望值最高,為9.75,A4的期望值最低,為8.95,說明所擬定的焊件焊接工藝在實際焊接過程中,所處焊接環境符合標準規定,溫度、濕度、風速等因素不會對焊接作業造成影響,而電特性的選取未能充分考慮到焊件所需的熱輸入大小,但是其強度、硬度等能滿足鍋爐的實際運行要求。
根據表10 的云模型參數運用Matlab 軟件計算生成一級指標云圖,如圖3 所示。由圖3 可知,A3和A4位于Ⅱ級和Ⅲ級之間,即介于基本合格與合格之間,其中A3與A4相比,A4更靠近于Ⅲ級,其余各指標都處于Ⅲ級,即合格。由此可見預熱、后熱與電特性指標在本次焊接工藝評定中還需進一步結合實際情況進行調整以達到最優,而其余指標均達到標準規范所規定的要求。
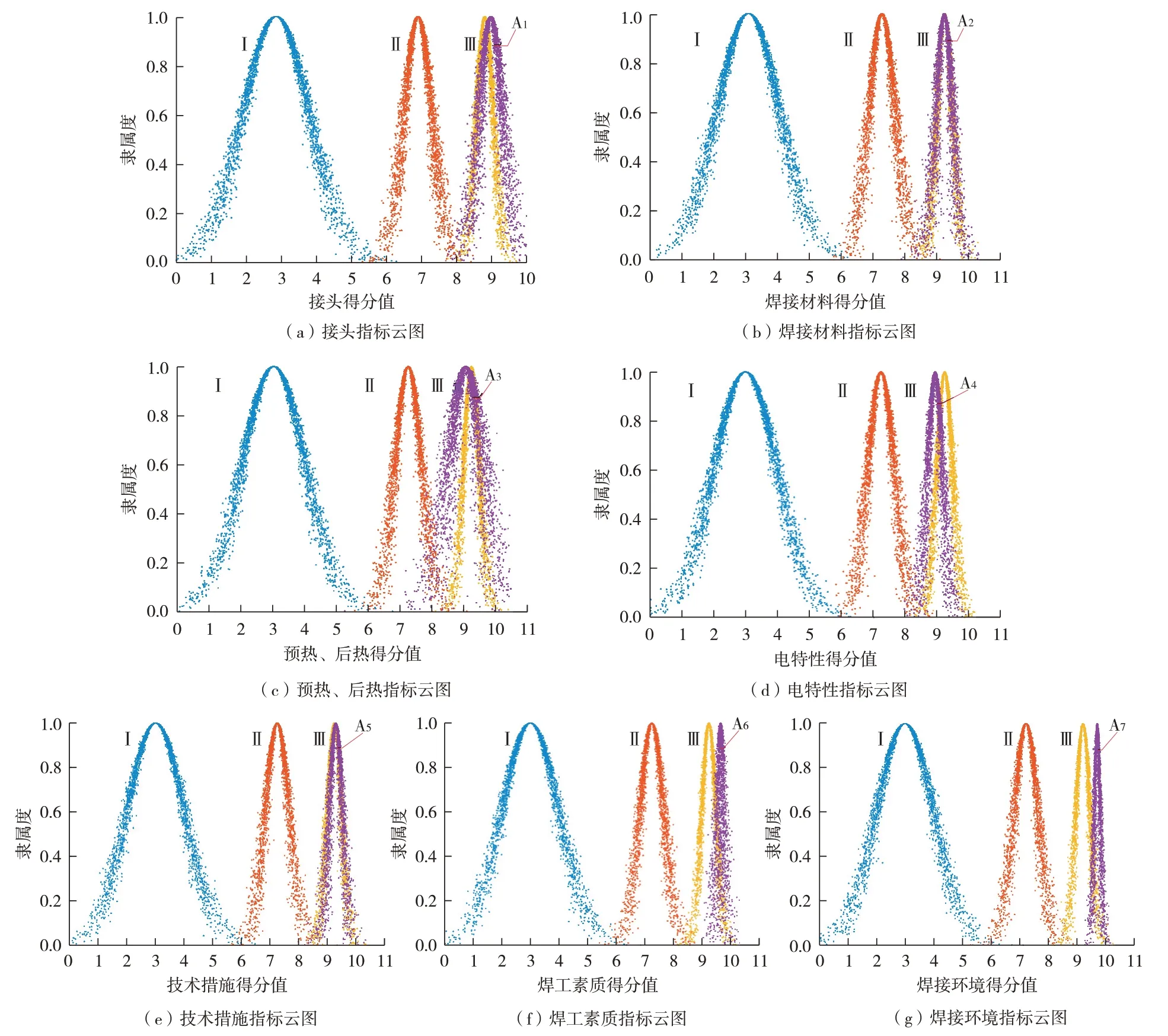
圖3 一級指標云圖
根據表9 的組合權重和表10 的指標云模型參數,運用公式(16)計算出云模型綜合參數,記 為U(9.23,0.11,0.09),然 后 運 用Matalab 繪制焊接工藝評定指標綜合云圖,如圖4 所示。
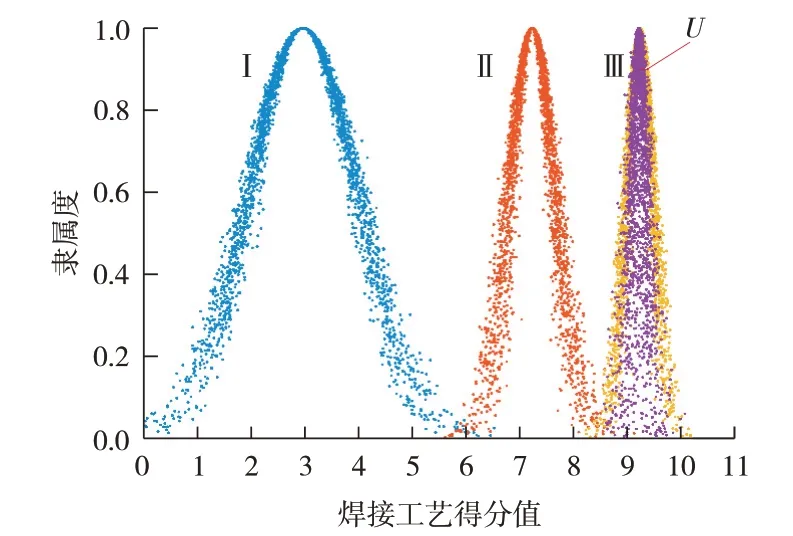
圖4 焊接工藝評定綜合指標云圖
由圖4 可以看出,焊接工藝評定綜合云的離散度、云層厚度大于標準云,這表明在對焊接工藝評定各個指標打分時,各個專家對于指標的認知程度存在一定的差異,體現了此評估過程的模糊性與隨機性。此外,U處于Ⅲ級,即合格。本研究選取的焊接工藝指導書已通過焊接工藝評定的檢測,并且做過拉伸、彎曲、沖擊等機械性能試驗且檢測結果均為合格,同時此焊接工藝已運用于相關的鍋爐焊接制造過程中,由此可見,運用此方法進行的評估過程與實際檢驗結果基本吻合。
4 結 論
(1)采用霍爾三維結構分析方法,根據《評定》中規定的焊接工藝評定指標以及專家意見征詢對評價指標體系進行優化與改進,構建了較為全面的焊接工藝評定指標體系,包括7個一級指標和17個二級指標。
(2)通過實例運用表明,組合賦權-云模型方法在應對焊接工藝評定中模糊性和隨機性較大的問題時,能夠有效的結合主客觀因素,綜合評定焊接工藝等級。運用此模型對其進行評定,評價等級為“合格”,此結果與實際檢驗結果基本吻合。
(3)此方法可運用于制定焊接工藝指導書的初期階段,企業可據此結果進行自我評估,以達到減少焊接工藝評定過程中的影響因素,增強評定合格率的目標。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
石油瀝青(2021年4期)2021-10-14 08:50:44
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
石油化工應用(2014年8期)2014-03-11 17:40:03
