HFW焊管內(nèi)毛刺刮除狀態(tài)實(shí)時(shí)監(jiān)控技術(shù)
2023-07-05 10:34:52馬琳凱
焊管 2023年6期
陳 鵬,馬琳凱
(1.寶山鋼鐵股份有限公司鋼管條鋼事業(yè)部,上海 201900;2.中海石油(中國(guó))有限公司天津分公司,天津 300459)
0 前 言
HFW 焊管是將熱軋卷板成型后,利用高頻電流的集膚效應(yīng)和鄰近效應(yīng),將管坯邊緣加熱至熔融狀態(tài),在擠壓輥的作用下進(jìn)行壓力焊接來(lái)實(shí)現(xiàn)生產(chǎn)。HFW 焊管具有生產(chǎn)效率高、制造成本低、尺寸精度高、外形美觀等優(yōu)點(diǎn),已廣泛應(yīng)用于油氣輸送管道、海洋管道、礦漿管、城市管網(wǎng)、套管、樁管和結(jié)構(gòu)管等領(lǐng)域。HFW 焊管在生產(chǎn)過(guò)程中,內(nèi)毛刺缺陷為常見(jiàn)的一類缺陷。HFW 焊管成型焊接時(shí),在高頻電阻的加熱下,焊縫兩側(cè)金屬熔化后在成型輥道擠壓下焊接融合形成焊縫,同時(shí)由于焊縫兩側(cè)的鋼管擠壓變形,使得鋼管內(nèi)、外表面形成毛刺,內(nèi)、外毛刺均需要做刮除處理。外毛刺在鋼管外側(cè),刮除時(shí)容易控制,不易出現(xiàn)外毛刺缺陷;而內(nèi)毛刺處于鋼管內(nèi)表面,不易監(jiān)控,容易出現(xiàn)刮除不徹底、打刀、刮偏等不符合產(chǎn)品質(zhì)量要求的問(wèn)題。
1 內(nèi)毛刺刮除狀態(tài)監(jiān)控難題
HFW生產(chǎn)線監(jiān)控內(nèi)毛刺刮除狀態(tài)的方式主要為在線焊縫超聲波探傷,該設(shè)備位于焊接成型工序后,其測(cè)厚功能主要用于監(jiān)控內(nèi)毛刺刮除狀態(tài)。
在成型焊接過(guò)程中,焊縫存在扭轉(zhuǎn)現(xiàn)象,焊縫扭轉(zhuǎn)距離8~10 mm,而在線焊縫超聲波探傷的測(cè)厚探頭直徑僅6 mm,當(dāng)焊縫扭轉(zhuǎn)時(shí),測(cè)厚探頭仍位于原檢測(cè)位置,此時(shí)測(cè)厚探頭已無(wú)法檢測(cè)到焊縫。
成型焊接時(shí)扭轉(zhuǎn)現(xiàn)象無(wú)法消除,尤其是厚壁管生產(chǎn)時(shí)焊縫扭轉(zhuǎn)現(xiàn)象更為嚴(yán)重,此時(shí)若出現(xiàn)內(nèi)毛刺刮除不徹底、打刀、刮偏等問(wèn)題,則無(wú)法檢測(cè)出此類異常。圖1所示為內(nèi)毛刺刮除不徹底缺陷,這將造成批量?jī)?nèi)毛刺缺陷管的產(chǎn)生,進(jìn)而導(dǎo)致內(nèi)毛刺原因引起的離線焊縫超聲波探傷復(fù)探量劇增及鋼管降級(jí)量增加,對(duì)HFW 生產(chǎn)線成材率及質(zhì)量產(chǎn)生較大影響,導(dǎo)致生產(chǎn)成本提高。

圖1 HFW焊縫內(nèi)毛刺刮除不徹底缺陷
2 內(nèi)毛刺實(shí)時(shí)監(jiān)控系統(tǒng)設(shè)計(jì)
2.1 設(shè)計(jì)思路
該系統(tǒng)采用超聲波縱波對(duì)焊縫進(jìn)行檢測(cè),探頭系統(tǒng)可以在焊縫上左右搖擺,搖擺頻率為每秒來(lái)回?fù)u擺1 次,搖擺的范圍需達(dá)到焊縫兩側(cè)各25 mm,由此模擬出焊縫及其兩側(cè)25 mm范圍內(nèi)的截面圖。
設(shè)計(jì)要求該系統(tǒng)對(duì)壁厚檢測(cè)精度達(dá)到±0.1 mm,操作人員可通過(guò)截面圖觀察到焊縫內(nèi)毛刺的實(shí)時(shí)刮除狀態(tài)。當(dāng)發(fā)現(xiàn)內(nèi)毛刺刮除異常時(shí),及時(shí)將信息傳遞至成型焊接崗位,成型焊接崗位可根據(jù)該異常狀態(tài)進(jìn)行動(dòng)態(tài)調(diào)整或停機(jī)調(diào)整,實(shí)時(shí)調(diào)整將大幅降低內(nèi)毛刺缺陷的產(chǎn)生量。如發(fā)現(xiàn)打刀異常,需立即停機(jī)處理。
2.2 系統(tǒng)組成
內(nèi)毛刺實(shí)施監(jiān)控系統(tǒng)主要由探頭系統(tǒng)、機(jī)械電氣系統(tǒng)、儀表系統(tǒng)及操作面板構(gòu)成。
2.2.1 探頭系統(tǒng)
探頭采用寬帶高頻超聲波探頭,可提供良好的成像效果。根據(jù)HFW生產(chǎn)線工藝特點(diǎn),設(shè)計(jì)內(nèi)毛刺實(shí)時(shí)監(jiān)控系統(tǒng)位于成型焊接工序與在線焊縫超聲波探傷工序之后,距成型焊接工序3~4 m,為防止超聲波探傷檢測(cè)時(shí)焊縫溫度過(guò)高,在線焊縫超聲波探傷工序前設(shè)置了乳化液降溫系統(tǒng)。
當(dāng)焊縫到達(dá)內(nèi)毛刺實(shí)時(shí)監(jiān)控系統(tǒng)時(shí),焊縫溫度約為80 ℃,監(jiān)控系統(tǒng)探頭不直接與HFW 焊管焊縫接觸,探頭耦合水需采用射流的方式對(duì)焊縫進(jìn)行檢測(cè),通過(guò)射流水柱傳遞超聲波檢測(cè)信號(hào)。
監(jiān)控探頭采用兩點(diǎn)支撐,支撐點(diǎn)采用牛眼滾珠萬(wàn)向球的方式進(jìn)行接觸,方便監(jiān)控探頭在鋼管焊縫上左右搖擺運(yùn)動(dòng),探頭系統(tǒng)如圖2所示。內(nèi)毛刺實(shí)時(shí)監(jiān)控系統(tǒng)檢測(cè)探頭具備往復(fù)掃查功能,掃查范圍±25 mm,往復(fù)掃查速度、掃描頻率可調(diào),最高掃描頻率1 Hz。
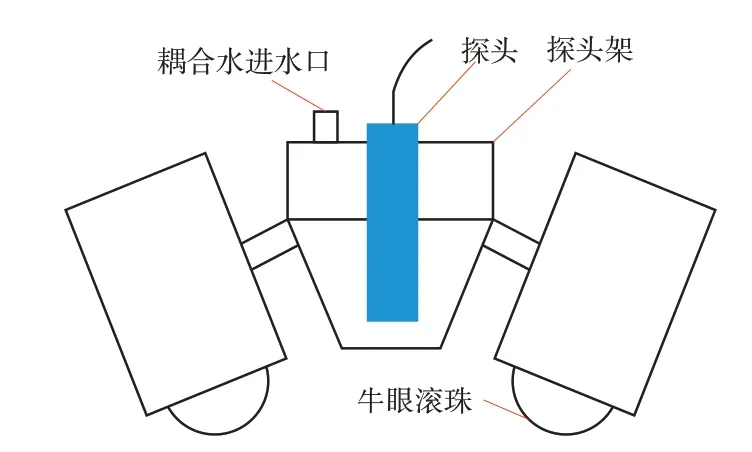
圖2 探頭系統(tǒng)組成示意圖
2.2.2 機(jī)械電氣系統(tǒng)
機(jī)械電氣系統(tǒng)采用懸臂式主體框架對(duì)探頭架進(jìn)行固定,通過(guò)電動(dòng)方式調(diào)節(jié)探頭架高度及中心位置,以便更換規(guī)格時(shí)調(diào)節(jié)探頭位置。探頭架采用連桿氣動(dòng)下壓,下壓時(shí)保持探頭架水平姿態(tài)。
探頭架末端采用偏心輪機(jī)構(gòu)進(jìn)行機(jī)械擺動(dòng)掃描,探頭架擺動(dòng)時(shí),檢測(cè)系統(tǒng)通過(guò)磁柵讀取擺動(dòng)位置,與超聲波測(cè)厚信號(hào)進(jìn)行綁定傳輸。擺動(dòng)幅度及頻率可調(diào),擺動(dòng)機(jī)構(gòu)采用交流變頻電機(jī)驅(qū)動(dòng)。
探頭架應(yīng)具備板卷橫焊縫自動(dòng)抬升功能,可跟隨在線焊縫超聲波探傷設(shè)備同時(shí)抬升,避免橫焊縫對(duì)內(nèi)毛刺實(shí)時(shí)監(jiān)控設(shè)備刮擦,造成系統(tǒng)的損壞。探頭架具有維護(hù)區(qū)域,通過(guò)程序控制原地旋轉(zhuǎn)及抬升下壓動(dòng)作實(shí)現(xiàn)自動(dòng)停靠于維護(hù)區(qū)域。
2.2.3 儀表系統(tǒng)
儀表系統(tǒng)采用多通道超聲波探傷儀采集內(nèi)毛刺檢測(cè)原始數(shù)據(jù),通過(guò)電氣系統(tǒng)探頭架編碼器信號(hào)與檢測(cè)厚度數(shù)據(jù)捆綁,實(shí)現(xiàn)B 掃描斷面成像,通過(guò)被動(dòng)編碼輪的脈沖信號(hào),捆綁長(zhǎng)度信息進(jìn)行C掃描成像。
該內(nèi)毛刺實(shí)時(shí)監(jiān)控超聲探傷儀在系統(tǒng)中通過(guò)以太網(wǎng)和探傷儀器與計(jì)算機(jī)連接,將A 掃描、B掃描、C 掃描結(jié)果實(shí)時(shí)發(fā)送到探傷儀計(jì)算機(jī),探傷儀計(jì)算機(jī)將檢測(cè)數(shù)據(jù)以時(shí)間、長(zhǎng)度等方式記錄儀表側(cè)原始數(shù)據(jù),結(jié)合生產(chǎn)線MES 控制系統(tǒng)電文信息自動(dòng)生成文件夾保存檢測(cè)圖譜。
2.2.4 C掃描原生波形采集軟件
圖3 所示為C 掃描原生波形采集軟件界面,該軟件主要用于對(duì)儀表發(fā)送的多組A掃數(shù)據(jù)進(jìn)行分析處理,并按照既定的規(guī)則成像,且對(duì)波形峰值進(jìn)行了一定程度的區(qū)分。內(nèi)毛刺檢測(cè)軟件則是將生成的C掃波形數(shù)據(jù)進(jìn)行處理分析后成像,并對(duì)某些用戶所需數(shù)據(jù)進(jìn)行相應(yīng)分析,有記錄及數(shù)據(jù)回溯功能。
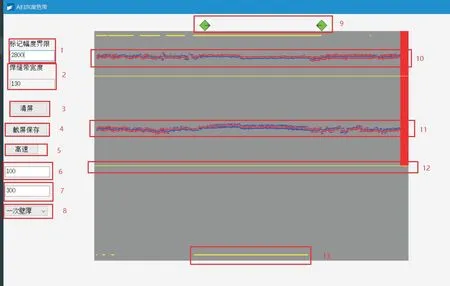
圖3 原生波形采集軟件界面
2.3 呈現(xiàn)效果
圖4所示為內(nèi)毛刺實(shí)時(shí)監(jiān)控界面,監(jiān)控范圍為焊縫及其兩側(cè)±25 mm 區(qū)域,可在界面內(nèi)設(shè)置檢測(cè)壁厚、檢測(cè)精度等。上側(cè)的黃色區(qū)域顯示為外表監(jiān)控畫(huà)面,用于監(jiān)控外表狀態(tài)及外毛刺刮除情況;中間藍(lán)色區(qū)域顯示為厚度監(jiān)控,用于監(jiān)控壁厚變化情況,同時(shí)監(jiān)控內(nèi)毛刺是否出現(xiàn)異常;右側(cè)圖線用于監(jiān)視內(nèi)毛刺刮除狀態(tài)是偶發(fā)情況還是存在一定長(zhǎng)度的異常,以便操作人員做出準(zhǔn)確判斷。

圖4 內(nèi)毛刺實(shí)時(shí)監(jiān)控界面
3 系統(tǒng)檢測(cè)效果驗(yàn)證
圖5 所示為典型的內(nèi)毛刺打刀的監(jiān)控界面,可直觀地觀察到內(nèi)毛刺出現(xiàn)了未刮除的問(wèn)題,內(nèi)表面因內(nèi)毛刺未刮除而形成壁厚突然大幅增加的現(xiàn)象,且在界面右側(cè)可以看到內(nèi)毛刺未刮除狀態(tài)具有一定的長(zhǎng)度。
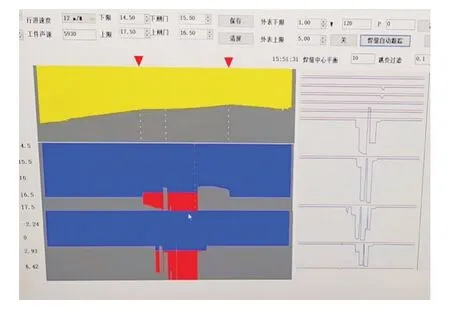
圖5 內(nèi)毛刺打刀異常時(shí)的監(jiān)控界面
圖6 所示為內(nèi)毛刺刮偏的異常狀態(tài),可直觀地觀察到內(nèi)表面出現(xiàn)了內(nèi)毛刺刮偏后形成的臺(tái)階,且在右側(cè)可以看到內(nèi)毛刺的刮偏狀態(tài)是具有一定長(zhǎng)度,不是偶發(fā)的。
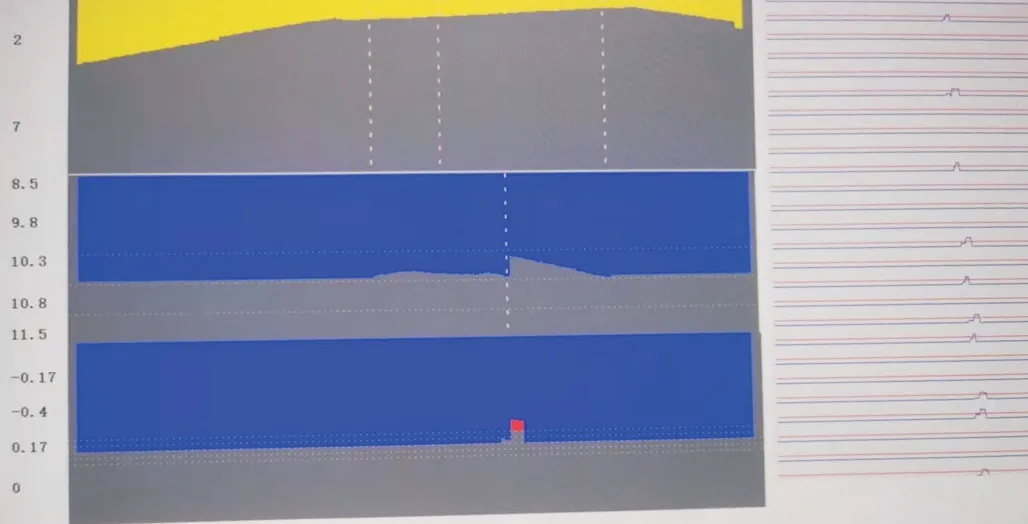
圖6 內(nèi)毛刺刮偏出現(xiàn)臺(tái)階時(shí)的監(jiān)控界面
圖7所示為內(nèi)毛刺刮深的狀態(tài),可直觀觀察到內(nèi)毛刺刮深后形成的臺(tái)階,內(nèi)毛刺刀在內(nèi)表面焊縫兩側(cè)刮深后形成了兩個(gè)臺(tái)階,且在右側(cè)界面可以看到內(nèi)毛刺的刮深狀態(tài)是有一定長(zhǎng)度的,不是偶發(fā)的。
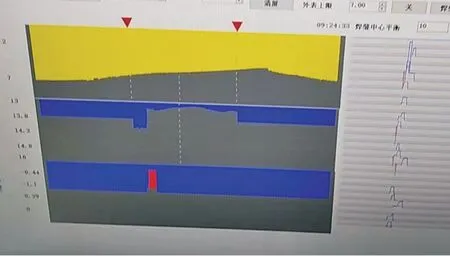
圖7 內(nèi)毛刺刮深出現(xiàn)臺(tái)階時(shí)的監(jiān)控界面
采用內(nèi)毛刺實(shí)時(shí)監(jiān)控系統(tǒng)后,HFW 生產(chǎn)線的內(nèi)毛刺質(zhì)量控制得到大幅度提升,內(nèi)毛刺打刀、刮偏、刮深、刮除不徹底等方面的問(wèn)題均得到很好的解決。由于監(jiān)控界面形象、簡(jiǎn)單、直觀,即使不懂超聲波探傷的人員也能直觀地觀察到內(nèi)毛刺的實(shí)時(shí)刮除狀態(tài)。
由于內(nèi)毛刺實(shí)時(shí)監(jiān)控系統(tǒng)的左右監(jiān)測(cè)范圍為焊縫兩側(cè)±25 mm,很好地解決了焊縫扭轉(zhuǎn)引起8~10 mm 偏轉(zhuǎn)時(shí),在線焊縫超聲波探傷設(shè)備測(cè)厚探頭無(wú)法檢測(cè)到內(nèi)毛刺刮除狀態(tài)的問(wèn)題,使HFW 生產(chǎn)線因內(nèi)毛刺問(wèn)題引起的離線焊縫超聲波復(fù)探量大及產(chǎn)品降級(jí)量大的問(wèn)題得到了解決。
4 結(jié)束語(yǔ)
本研究設(shè)計(jì)的HFW 焊管生產(chǎn)線內(nèi)毛刺實(shí)時(shí)監(jiān)控系統(tǒng)操作簡(jiǎn)單、方便,通過(guò)監(jiān)控界面可以直觀地看到內(nèi)毛刺的刮除狀態(tài),操作人員可及時(shí)根據(jù)內(nèi)毛刺的刮除狀態(tài)通知成型焊接工序進(jìn)行動(dòng)態(tài)調(diào)整或停機(jī)調(diào)整,使得內(nèi)毛刺刮除相關(guān)異常缺陷得到很好的控制,大大降低了內(nèi)毛刺原因引起的產(chǎn)品降級(jí)量,HFW生產(chǎn)線焊管質(zhì)量與成材率都得到了一定的提升。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
