7 mm 厚TC4 鈦合金電子束焊接頭組織和性能
2023-03-30 08:51:52苗金芳王愛琴呂逸帆余巍謝敬佩
焊接 2023年1期
關鍵詞:焊縫
苗金芳,王愛琴,呂逸帆,余巍,謝敬佩
(1.河南科技大學,河南 洛陽 471023;2.中國船舶重工集團公司第七二五研究所,河南 洛陽 471023)
0 前言
鈦合金具有比強度高、比重小、熱穩定性強、焊接性好等一系列優點,被廣泛應用于航空航天等領域。TC4 鈦合金是α+β 兩相鈦合金,也是目前使用最廣泛的鈦合金,含有6% α 穩定Al 元素和4% β 穩定V 元素,具有密度小、比強度高以及在高溫高壓下的高耐腐蝕性等優點[1-2],在航空工業中常用于制造發動機的壓氣機盤和葉片,以及飛機結構中的梁、接頭和隔框等重要承力構件[3-4],而且在生物醫藥和汽車工業等領域得到了廣泛的應用。
由于鈦合金的化學活潑性,以及在高溫條件下對氫、氧、碳和氮等具有很大的親和力[5],常用的焊接方法如TIG焊[6]、MIG 焊、PAW 焊、LBW 焊等[7]不能滿足鈦合金焊接的要求,有必要提供一種保護氣體或在真空氣氛[8]焊接,而真空電子束焊EBW[9]可以滿足鈦合金焊接的特殊要求。電子束焊是高速運轉的電子束撞擊在工件上將動能轉化為熱能,使焊接材料迅速熔化,形成熔池,隨著電子束的移動,熔池金屬冷卻結晶,從而完成焊接過程。高真空電子束焊接技術可以避免合金在焊接過程中與空氣發生化學反應而產生缺陷[10-12]。同傳統焊接方法相比,真空電子束焊具有能量密度大、熱輸入小、焊接速度快、深寬比大、熱影響區小等一系列優點[13],不僅適用于鈦合金材料的焊接,也廣泛應用于對質量要求高部件的焊接。
對TC4 鈦合金電子束焊焊接接頭的組織和性能研究較多,如鐘玉等人[14]采用真空電子束方法進行10 mm 厚TC4 鈦合金的焊接,對顯微組織和力學性能進行了研究。結果表明,焊縫和熱影響區金屬中較粗大的原始β 相轉變為過飽和的針狀馬氏體;焊縫的硬度值比母材高,但沖擊韌度比母材低。溫錦志等人[15]對30 mm 厚TC4 鈦合金進行電子束焊接,結果表明,焊縫頂部β 柱狀晶粗大,中部和下部柱狀晶相對較小,β 晶粒內部微觀組織為針狀馬氏體,馬氏體尺寸從焊縫頂部到底部逐漸減小;焊縫區和熱影響區顯微硬度值高于母材。劉希林等人[16]對33 mm 厚TC4 鍛件電子束焊接接頭組織進行了研究,通過對電子束焊接接頭的截面形貌進行觀察,發現焊縫區為典型的粗大柱狀晶組織,晶粒組織受溫度梯度影響呈現明顯的取向性,焊縫處、熱影響區組織主要是由β 轉變基體和α′形成的馬氏體組成,焊縫處晶粒粗大,而熱影響區處馬氏體細小,分布不均。
文中對7 mm 厚TC4 鈦合金電子束焊焊接接頭的顯微組織和力學性能進行了分析,為TC4 鈦合金電子束焊接的應用提供參考。
1 試驗方法
試驗所用材料為7 mm 厚的TC4 鈦合金,焊接試樣尺寸為300 mm × 250 mm × 7 mm。焊接試驗在中國船舶重工集團公司第七二五研究所的大功率電子束焊機上進行。焊接前對TC4 鈦合金進行打磨,去除氧化膜,然后進行酸洗,酸洗后用清水沖洗并用吹風機吹干待施焊。焊接工藝參數如表1 所示。

表1 焊接工藝參數
焊接完成后,通過線切割進行取樣,在母材和焊接接頭分別取拉伸試樣,母材拉伸試樣尺寸為45 mm × 20 mm × 7 mm,接頭拉伸試樣在試板不同位置取樣,試樣尺寸為250 mm × 25 mm × 7 mm;沖擊試樣采用夏比V 形缺口,試樣尺寸為55 mm × 10 mm ×5 mm,V 形缺口分別在焊縫區和熱影響區;在試板不同位置切取面彎和背彎試樣,彎曲試樣尺寸為250 mm ×38 mm × 6 mm,試樣打磨光滑,用砂紙打磨掉線切割痕跡。
金相試樣經過打磨、拋光后進行腐蝕,腐蝕劑為HF∶HNO3∶H2O=1∶3∶10,用Axio Vert A1 型倒置金相顯微鏡對試樣進行金相顯微組織觀察;在MH-3 型顯微硬度計上對接頭不同區域硬度進行測量,載荷1.96 N,加載時間10 s;在島津AG-I 250KN 精密萬能試驗機上進行室溫拉伸試驗,拉伸速率為1 mm/min;沖擊試驗在JBN-300B 沖擊試驗機上進行,試驗后用JSM-IT100 型掃描電子顯微鏡對拉伸、沖擊斷口進行觀察。
2 試驗結果與分析
2.1 顯微組織分析
由電子束焊接工藝下獲得的TC4 鈦合金接頭截面宏觀形貌可以看出,焊縫區為粗大組織,受溫度梯度影響,上部晶粒較下部晶粒粗大。
圖1 為TC4 鈦合金電子束焊接頭不同區域顯微組織。圖1a 為接頭宏觀形貌,可以看出,從左至右依次是母材、過渡區、細晶區、粗晶區和焊縫區,焊縫區的晶粒尺寸最大。

圖1 TC4 鈦合金電子束焊接頭不同區域顯微組織
圖1b 為母材顯微組織,可以看出,在平衡狀態下,TC4 鈦合金母材是由α 相和β 相組成的雙態組織,其中α 相為基體,β 相分布在α 相的邊界處。由于與焊縫中心距離的不同,各區域最高溫度停留時間不同,使得各區域的晶粒大小和相組成有較大區別[17]。圖1c為過渡區,最高溫度未達到α→β 轉變溫度,α 相通過吞并周圍晶粒長大;在冷卻過程中,β 相幾乎全部轉變為α 相,只有少量β 相殘留下來。圖1d 為細晶區,最高溫度達到α→β 相變溫度,但溫度較低,α 相轉變不徹底,且溫度停留時間短,β 相晶粒長大有限;在冷卻過程中,極小部分的β 相轉變為α′相。圖1e 為粗晶區,溫度達到α→β 相變溫度,且相變進行的比較徹底,在溫度較高情況下,晶粒長大;在冷卻過程中,冷卻速度較快,β 相轉變為α′相。圖1f 為焊縫區,焊縫區在焊接熱源的作用下溫度最高,使得焊縫區晶粒迅速長大,由于焊后冷卻速度比較快,具備產生針狀馬氏體α′相的良好條件,β 相則轉變成了粗大的針狀馬氏體α′相,馬氏體通過切變在β 晶粒內部形成[18],在冷卻過程中,β 相大部分可以轉化為針狀馬氏體α′相,形成的針狀馬氏體比粗晶區粗大。
從顯微組織中發現,熱影響區和焊縫區均含有針狀馬氏體α′組織,其產生的原因是,冷卻過程中,在α+β 組織中析出了過飽和α′組織,即針狀馬氏體組織。電子束在焊接過程中焊接速度快,冷卻速度也快,但在快速冷卻過程中β 相來不及快速轉變為α 相,但β 相的晶體結構不容易受冷卻抑制,仍然發生了轉變,β 相由體心立方晶格直接轉變為密排六方晶格,這種具有密排六方晶格的過飽和固溶體為六方馬氏體,一般為針狀的α′馬氏體[19]。
從母材到過渡區、細晶區、粗晶區和焊縫區,各部分的組織組成由所受電子束熱量的作用決定。距離焊縫遠,所受熱作用小,未達到β 相相變點,組織未發生相變,只是在熱作用下晶粒發生長大;越靠近焊縫,所受溫度越高,達到β 相相變點,組織轉變為高溫β 相,在快速冷卻過程中,轉變為針狀馬氏體α′相。
2.2 顯微硬度分析
圖2 為TC4 鈦合金電子束焊接接頭顯微硬度分布。圖2a 為接頭水平方向硬度分布,從整個接頭看,主要分為焊縫區、熱影響區和母材區。從測試結果可以得到,焊縫區硬度均值為348.53 HV,熱影響區硬度均值為310.06 HV,母材區硬度均值為295.95 HV,顯微硬度逐漸下降。焊接接頭各區域組成相的顯微硬度由大到小一般規律為針狀馬氏體α′—α 相—β相[20-21]。因為焊縫區和熱影響區的組織含有β 相轉變而成的針狀馬氏體α′相,α′相的出現形成了大量的晶界,使焊縫區和熱影響區的硬度提高,而焊縫區的針狀馬氏體組織比熱影響區的多,因此焊縫區的硬度高于熱影響區;從圖中看出母材硬度值最低,是因為母材的組織為α+β 相,所以硬度值低于焊縫區和熱影響區硬度。

圖2 TC4 鈦合金電子束焊接頭顯微硬度分布
圖2b 為焊縫厚度方向頂部到根部顯微硬度分布,可以看出從焊縫頂部到根部,顯微硬度有所下降,造成硬度分布差異的原因主要是焊縫區馬氏體組織的分布不同,從焊縫頂部到根部,針狀馬氏體含量和尺寸減小,所以硬度有所下降。
2.3 拉伸試驗結果分析
表2 為電子束焊接頭和母材試樣的拉伸試驗結果。從試驗結果可以看出,焊接接頭抗拉強度相差不大;而母材的抗拉強度低于焊接接頭的抗拉強度,接頭塑性較低,斷裂發生在焊縫處。從接頭斷口掃描圖片看出,宏觀斷口平齊,無頸縮[22]。接頭抗拉強度高于母材抗拉強度是因為在快速冷卻條件下,產生了針狀馬氏體α′相,針狀馬氏體具有高的孿晶和位錯密度,造成了大量的相界,使焊縫區強度提高。
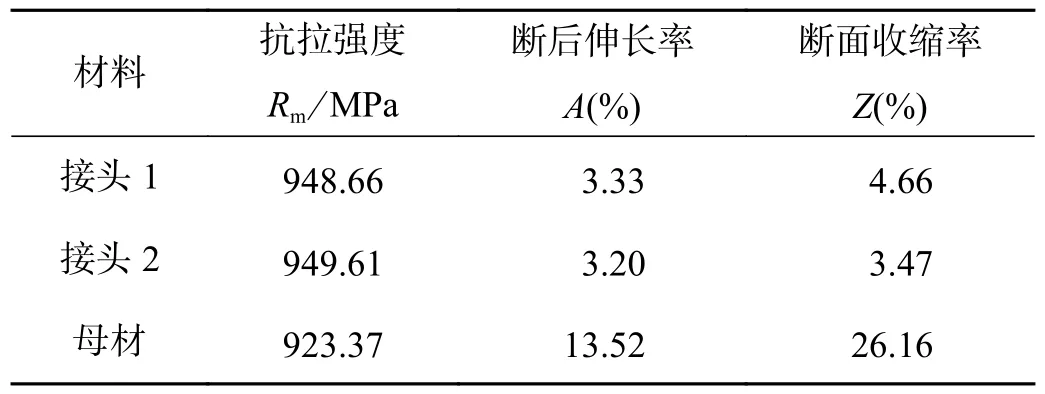
表2 TC4 鈦合金焊接頭和母材的拉伸試驗結果
圖3 和圖4 為焊接接頭拉伸斷口試樣的掃描電鏡圖片。焊接接頭的掃描圖片顯示,斷口由剪切唇和纖維區組成,剪切唇較為平整,纖維區位于斷口中央,粗糙不平[23]。剪切唇和纖維區直接相連,不存在放射區。剪切唇和纖維區越大則塑韌性越好[24]。從掃描圖片看出,剪切唇韌窩為等軸狀,韌窩分布比較均勻,但韌窩較淺;纖維區大韌窩中包含著小韌窩,且韌窩較深,斷口的韌窩分布大小不均勻。

圖4 TC4 鈦合金電子束焊接頭2 拉伸斷口形貌
圖5 為母材拉伸斷口掃描形貌,可以看出母材斷口含有大小不一的韌窩,且韌窩深度較深,因此認為母材為韌性斷裂。對比發現母材的韌窩比焊接接頭的韌窩深,說明母材的塑性高于焊接接頭。

圖5 TC4 鈦合金電子束焊母材拉伸斷口形貌
拉伸試驗表明TC4 鈦合金電子束焊接接頭抗拉強度高于母材,而塑性低于母材,是因為焊接過程中,焊縫所受熱量最高,產生了針狀馬氏體α′相,形成了相界,使得焊接接頭的抗拉強度提高,而塑性降低。
2.4 沖擊試驗結果分析
采用夏比V 形缺口對焊接接頭進行沖擊試驗,結果顯示,缺口在焊縫區試樣的沖擊韌性為28 J/cm2,缺口在熱影響區的沖擊韌性為24.4 J/cm2。說明V形缺口在焊縫區的試樣具有較好的韌性,但兩者韌性相差不大。
圖6 為TC4 鈦合金焊接接頭沖擊試樣斷口掃描電鏡圖片。從掃描圖片可以看到,缺口在焊縫區試樣,韌窩均勻且較大;而缺口在熱影響區試樣,韌窩小而淺,由此說明了缺口在焊縫區具有較好的韌性。

圖6 TC4 鈦合金電子束焊沖擊試樣斷口形貌
2.5 彎曲試驗結果分析
通過對焊接接頭進行面彎和背彎試驗,可以看出面彎至150° 時,試樣發生了斷裂;背彎試驗至180° 時,試樣沒有發生斷裂,說明背彎試驗合格。
從接頭厚度方向顯微硬度測試結果得到頂部硬度高于根部硬度,且頂部晶粒粗大,因此面彎在彎曲時發生斷裂。
3 結論
(1) TC4 鈦合金焊接接頭各部分組織受熱作用影響,熱影響區和焊縫區都含有針狀馬氏體α′相,焊縫區溫度高,焊縫區的α′相比熱影響區α′相多且粗大。
(2) 焊接接頭焊縫處顯微硬度最高,高于熱影響區和母材區,主要是焊縫區含有大量的針狀馬氏體α′相,使得焊縫硬度提高,但整體硬度分布均勻。
(3) TC4 鈦合金電子束焊接頭抗拉強度高于母材,接頭拉伸性能良好,掃描斷口分為剪切唇和纖維區,剪切唇韌窩均勻且淺,纖維區韌窩大而深;缺口在焊縫區的試樣的沖擊韌性高于缺口在熱影響區的沖擊韌性;背彎試驗至180° 時,試樣未發生斷裂,背彎試驗合格。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07