基于NXFBM系統(tǒng)的自動化編程技術(shù)應(yīng)用
2023-03-26 12:16:28畢忠梁王偉
景德鎮(zhèn)學(xué)院學(xué)報 2023年6期
關(guān)鍵詞:系統(tǒng)
畢忠梁 王偉


摘 要:隨著智能制造技術(shù)的飛速發(fā)展,產(chǎn)品的生命周期持續(xù)縮短,傳統(tǒng)CAM 軟件手動編程模式已經(jīng)難以應(yīng)對零件設(shè)計和尺寸的不斷變化。NX的FBM 系統(tǒng)可以實(shí)現(xiàn)基于特征的自動化編程,通過識別產(chǎn)品CAD模型中的特征信息,自動確定最佳的加工工藝,選擇適合的刀具自動產(chǎn)生刀具路徑;還可以隨著CAD模型的變化,智能調(diào)整加工方案,實(shí)現(xiàn)數(shù)控編程的自動化和智能化。文章以機(jī)械臂零件的數(shù)控加工為例,對FBM 系統(tǒng)原有特征庫進(jìn)行了擴(kuò)充,同時對MKE知識庫進(jìn)行了二次開發(fā),實(shí)現(xiàn)了自動編程加工,最后比較了傳統(tǒng)編程方式和自動化編程方式的差異,展示了自動化編程的優(yōu)越性。
關(guān)鍵詞:FBM 系統(tǒng);自動編程;特征加工
中圖分類號: TP273 文獻(xiàn)標(biāo)識碼:A 文章編號:2095-9699(2023)06-0038-05
傳統(tǒng)的制造模式,設(shè)計模塊與加工模塊相對獨(dú)立。這樣的模式導(dǎo)致產(chǎn)品開發(fā)周期長,效率低且質(zhì)量很難保證。隨著智能制造技術(shù)的高速發(fā)展及數(shù)控技術(shù)的全面應(yīng)用,傳統(tǒng)的制造模式發(fā)生了根本性變化,提出了全新的基于產(chǎn)品數(shù)字化模型的自動化制造模式[1]。
具體來說,對于數(shù)控編程工程師而言,最常見的問題是對于形狀或特征相似的零件需要重復(fù)編程勞動,這會浪費(fèi)大量的時間。而對于車間的操作人員而言,往往會遇到切削參數(shù)選擇不合理或者刀具選擇錯誤等問題。如果采用自動化數(shù)控編程就可以解決這些問題———它極大地減少了耗時的、重復(fù)的手工編程工作,簡化了程序生成的過程,減少了生成NC代碼所需要的交互操作數(shù)量,最重要的是減少了手工編程過程中出錯的概率,提高了程序的準(zhǔn)確性[2]。
以NX軟件為例,要實(shí)現(xiàn)自動化編程,如果采用Open API技術(shù)二次開發(fā),對一般的數(shù)控編程工程師而言比較困難。而利用NX軟件內(nèi)置的自動編程系統(tǒng),只要熟悉數(shù)控加工工藝就可以輕松實(shí)現(xiàn)自動化編程的開發(fā)。
1 FBM 智能編程系統(tǒng)應(yīng)用
1.1 FBM 系統(tǒng)介紹
基于特征的加工系統(tǒng)(feature based machining,F(xiàn)BM)是一種自動化編程系統(tǒng)。基于特征的FBM 加工系統(tǒng)允許將產(chǎn)品的CAD模型直接導(dǎo)入到CAM 程序中,然后FBM 快速分析CAD實(shí)體模型中的設(shè)計和產(chǎn)品制造信息(product manufacturing information,PMI),查找出相關(guān)特征,確定每個特征的最佳加工工藝,最后自動生成每個操作的刀具軌跡。FBM 可以將數(shù)控編程時間減少多達(dá)90%,同時減少了編程中可能出現(xiàn)的錯誤,減少機(jī)器設(shè)置時間[3]。
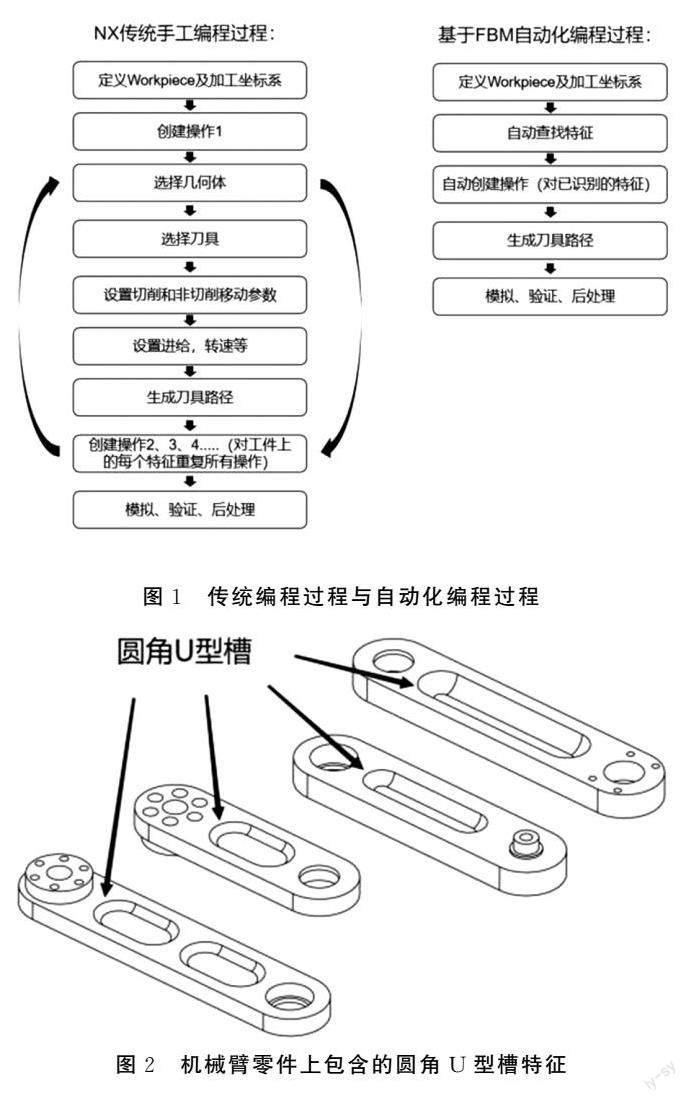
從圖1上可以看到,基于FBM 的自動化編程省略了大量的重復(fù)性操作,提高了編程效率。NX的FBM 系統(tǒng)適用于車削、銑削以及線切割模塊。系統(tǒng)內(nèi)包含了一個開箱即用(out of the box,OOTB)的基礎(chǔ)加工知識庫,基礎(chǔ)知識庫包含了常見的特征及加工規(guī)則,例如各種類型的孔、型腔和其他簡單形狀的特征。如果需要利用FBM 自動加工復(fù)雜的特征類型,則需要在加工知識庫中開發(fā)新的特征和加工規(guī)則。
1.2 實(shí)際案例分析
在設(shè)計雙臂scara打印機(jī)的過程中,機(jī)械臂的相關(guān)零件有很多類型,在這些機(jī)械臂的零件上大多都設(shè)計了一種圓角U 型槽,主要目的是減輕機(jī)械臂重量以及美觀。如圖2所示,這些圓角U 型槽的槽型一般不深,底部是平面結(jié)構(gòu),側(cè)面為包含R 的圓角,結(jié)構(gòu)大致相同,只是圓角半徑,槽寬、槽長等尺寸不同[4]。現(xiàn)需要對這些圓角U 型槽分別加工。
對于單個圓角U 型槽的加工工藝并不復(fù)雜,如果利用NX 軟件加工則基本過程如下:首先利用圓角立銑刀對圓角U 型槽整體粗加工,使用型腔銑操作;接著利用球頭銑刀精加工側(cè)面的圓角,使用等高加工策略;最后利用平底銑刀精加工U 型槽的底部平面,使用底壁銑操作完成加工。
對于多個圓角U 型槽批量自動加工,由于槽的結(jié)構(gòu)基本相同,因此其加工工藝基本相似,可以使用FBM 功能,自動查找出圓角U 型槽的加工特征,然后自動創(chuàng)建出特征工藝,自動生成刀具路徑。由于NX的FBM 自帶的特征知識庫中,并不包含圓角U型槽這個特殊的幾何特征,所以必須首先在FBM系統(tǒng)中開發(fā)新特征并同時分配新的加工操作規(guī)則。由于圓角U 型槽的尺寸不同,為了保證加工質(zhì)量和效率,在分配合適的加工操作規(guī)則時還要求系統(tǒng)可以進(jìn)行智能化設(shè)置,例如公差、刀具選擇、材料等參數(shù)[5],具體要求見表1。
為了保證FBM 系統(tǒng)可以根據(jù)不同尺寸智能選擇刀具及切削參數(shù),就需要在機(jī)械加工知識庫編輯器中進(jìn)行二次開發(fā)。加工知識庫編輯器(machiningknowledge editor,MKE)是NX 一個獨(dú)立的工具,負(fù)責(zé)管理FBM 系統(tǒng)所有特征規(guī)則、加工規(guī)則的數(shù)據(jù)庫,可用于修改定義加工過程規(guī)則,新建和映射特征等。
1.3 示教特征庫擴(kuò)充
FBM 系統(tǒng)自帶的特征庫中沒有圓角U 型槽,要系統(tǒng)能識別圓角U 型槽并加工,需要先添加該特征并示教。為了防止其他特征干擾,我們可以新建一個零件,其中只包含圓角U 型槽這個單一的特征,如圖3所示。
無論什么特征都是由不同的屬性組成,這些屬性將其與相似的元素區(qū)分開來。屬性可以是幾何尺寸、粗糙度、顏色、公差等,這些屬性可以作為變量,在MKE中作為條件的判斷。創(chuàng)建新特征時,PMI注釋可以用于創(chuàng)建屬性。PMI的標(biāo)注使用有其原則,必須使用基本的長度尺寸,例如水平、垂直、半徑、直徑等。單純的PMI只是一個數(shù)字標(biāo)注,F(xiàn)BM系統(tǒng)可以獲取PMI值,但是不知道這個值所對應(yīng)的變量是什么,應(yīng)該如何調(diào)用這個值。因此需要將PMI注釋添加為變量,在相應(yīng)的PMI標(biāo)注后添加附加文本注釋,這樣MKE就會自動識別文本作為變量引用。如圖所示,在標(biāo)注后綴添加如LENGTH、WIDTH、RADIUS、FLOOR等文本注釋,作為圓角U 型槽的長度、寬度、圓角半徑值,如圖3所示,這樣示教特征時系統(tǒng)會識別出這些變量,相應(yīng)的特征中就會包含這些屬性。
使用“示教特征”命令可以將新特征添加至FBM 特征庫中。首先選擇添加新特征類型,這里可以指定新特征的添加位置和新特征的名稱,接著需要選擇特征的識別規(guī)則選項,NX7之前的版本特征的識別僅能通過顏色識別,現(xiàn)在識別參數(shù)選項有很多,它包括顏色、幾何屬性,以及幾何的名稱等。在識別規(guī)則中選擇PMI注釋的選項,即用戶自定義添加的屬性。最后選擇要示教的特征面,圖4所示。示教特征完成后,需要驗(yàn)證這個新特征的識別規(guī)則是否正確。
1.4 MKE知識庫的二次開發(fā)
新的特征添加完成后,還需要在MKE 加工知識庫中開發(fā)新的加工規(guī)則才可以實(shí)現(xiàn)自動編程。首先針對識別出來的圓角U 型槽手動創(chuàng)建一次完整的操作工序作為加工規(guī)則,包含三個操作步驟:型腔銑、深度輪廓銑和底壁銑。然后將這三個手動創(chuàng)建的操作分配給識別出來的特征幾何圖形,F(xiàn)BM 系統(tǒng)會將這些操作關(guān)聯(lián)到圓角U 型槽特征并寫入MKE。
當(dāng)示教操作完成之后,所有的加工操作都是固定的,包括操作的參數(shù),使用的刀具以及切削參數(shù)都不能更改,要求和當(dāng)前的示教特征一致。這樣直接使用FBM 自動創(chuàng)建特征工藝是沒有考慮到圓角U型槽其實(shí)是參數(shù)化的,槽的深度,寬度,圓角半徑的尺寸都是變化的,刀具和切削參數(shù)的設(shè)置需要考慮特征的幾何尺寸變化,智能判斷加工條件。所以在示教操作之后,需要在MKE編輯器中修改這些操作,開發(fā)智能判斷的加工條件,這些加工條件將確定加工規(guī)則、刀具以及切削條件的適用性。
打開MKE,進(jìn)入Machining Knowledge選項列表,選擇示教的操作,打開后可以看到對于每個加工策略,MKE都建立了一系列特征以及加工操作定義的條件。Conditions選項卡中包含了該操作的執(zhí)行準(zhǔn)則、刀具選擇準(zhǔn)則、加工前的特征屬性、操作工序的屬性以及具體的設(shè)置參數(shù)。
打開型腔銑的策略條件選項卡,在刀具選用準(zhǔn)則下添加以下判別規(guī)則:
REM Tool Criteria
IFmwf.WIDTH <= 8.0
THEN (tool.Diameter = 6.0 AND tool.CorRad1 = 1.0 )
ELSE(tool.Diameter = 10.0 AND tool.CorRad1 = 1.0 );
表示當(dāng)圓角U 型槽槽底的寬度小于等于8mm時,選擇直徑6mm 圓角半徑1mm 的圓角立銑刀粗加工;當(dāng)槽底寬度大于8mm 時,選擇直徑10mm 圓角半徑1mm 的圓角立銑刀粗加工。
深度輪廓銑的策略條件選項卡中,在刀具選用準(zhǔn)則下添加以下判別規(guī)則:
REM Tool Criteria
tool.Diameter < (mwf.RADIUS-1.0)*2;表示自動選擇半徑小于圓角U 型槽側(cè)面R 角半徑減1mm 的球頭立銑刀,這樣既能保證加工效率,也不會造成球頭銑刀半徑過大導(dǎo)致加工失敗情況。在FBM 自動加工的時候,系統(tǒng)會智能地從NX刀具庫中搜索符合匹配條件最大的球頭銑刀加工。底壁銑的策略條件選項卡中,同樣在刀具選用準(zhǔn)則下添加以下判別規(guī)則:
REM Tool Criteria
tool.Diameter < mwf.WIDTH -1.0;
表示選用的立銑刀的直徑小于槽底的寬度減1mm,系統(tǒng)會從NX刀具庫中搜索符合匹配條件最大的平底立銑刀加工。設(shè)置完成后,保存MKE,示教特征完成。
1.5 智能自動編程流程
自動編程時,首先進(jìn)入FBM 特征自動加工系統(tǒng),選擇查找特征,在要識別的特征中選中之前示教的特征名稱,系統(tǒng)會自動將符合我們創(chuàng)建的示教特征的圓角U 型槽一次性全部查找出來,并且正確識別到了槽寬、槽長、圓角半徑等參數(shù),如圖7所示。
選中所有特征,選擇創(chuàng)建特征工藝,在知識庫中選擇之前示教的操作名稱,系統(tǒng)會將之前示教的三個操作自動添加到特征上,并且會根據(jù)不同尺寸智能選擇對應(yīng)規(guī)格的刀具,還會自動設(shè)置相匹配的切削參數(shù),生成刀具路徑,實(shí)現(xiàn)了編程自動化和智能化。加工完成的機(jī)械臂零件安裝到雙臂scara打印機(jī)上的效果如圖8所示。
2 自動編程效率評估
將手動編程與FBM 自動編程進(jìn)行比較,統(tǒng)計二者在NX 操作時的交互次數(shù),包括編程員在編程時設(shè)置編程參數(shù)使用鼠標(biāo)單擊或鍵盤按鍵的次數(shù)。手動編程在編寫單個圓角U 型槽程序時,需要生成三個加工操作,每個操作都需要重復(fù)設(shè)置幾何體,切削層,切削余量、切削參數(shù)、公差、刀具等工作,需要交互次數(shù)大約是100~200次,總共耗費(fèi)時間大約是5分鐘,而且與編程者的操作水平和熟練度有很大的關(guān)系。圓角U 型槽數(shù)量越多,交互次數(shù)和耗費(fèi)時間就越多,雖然操作可以復(fù)制粘貼,但是一些重復(fù)的參數(shù)設(shè)置還是必需的。而采用FBM 自動編程時,特征查找和創(chuàng)建特征工藝都是自動完成,并且與圓角U 型槽數(shù)量無關(guān),無論圖中有多少個圓角U 型槽,自動編程的交互次數(shù)和時間都是差不多的。具體對比結(jié)果見表2。
從表2可以看到,對于這四個圓角U 型槽零件,F(xiàn)BM 自動編程比手動編程交互次數(shù)減少了90%左右,編程時間縮短了80%左右。
3 總結(jié)
基于特征的FBM 自動化編程技術(shù)在未來的智能制造中有著非常重要的地位。智能制造的特點(diǎn)決定了零件的設(shè)計和尺寸會不斷變化,傳統(tǒng)的手工編程面對不斷發(fā)生設(shè)計變化的工作環(huán)境力不從心。FBM 是根據(jù)模型幾何特征以及PMI等參數(shù)自動選擇加工策略,自動進(jìn)行編程,一旦模型設(shè)計或尺寸更改,F(xiàn)BM 也會智能更改加工過程,無須編程者進(jìn)行任何干預(yù)操作,極大地提高了生成效率。同時每個企業(yè)還可以按照自己的生產(chǎn)習(xí)慣,設(shè)定加工工藝及操作順序,實(shí)現(xiàn)高效的生產(chǎn)。
參考文獻(xiàn):
[1]劉紅軍,傘雷,紀(jì)俐,等.基于UG特征識別的典型孔槽類零件數(shù)控加工技術(shù)[J].航空制造技術(shù),2014(Z2):100-102
[2]Angelo Corallo,Manuela Marra,Claudio Pascarelli.Knowledge-Based Manufacturing:Management and Deploymentof Manufacturing Rules through Product Lifecycle ManagementSystems[J].Aerospace,2019,6(4):41-58.
[3]M. Marra, C. Pascarelli, M. Lazoi ,et al.KNOWLEDGE-BASED MANUFACTURING: A PROPOSAL TO MANAGEMANUFACTURING RULES [C]//15th International DesignConference.2018:359-368.
[4]花鋒.基于NX二次開發(fā)的特征識別技術(shù)研究[J].機(jī)械制造與自動化,2010,12(39):99-100.
[5]榮奇,張芬,李建勛.基于加工特征的UG/CAM 編程自動化系統(tǒng)研究[J].機(jī)床與液壓,2015(15):112-115.
[6]黃國祥.基于加工特征和UG 的NC代碼自動生成研究[D].杭州:浙江大學(xué),2006.
責(zé)任編輯:肖祖銘
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32