某型車用齒輪電子束焊縫相控陣超聲自動化檢測系統的設計
2023-03-11 07:46:28陳秀明李雁南吳佐端蔡慶生
無損檢測 2023年1期
尹 璐,陳秀明,鄧 宇,李雁南,吳佐端,蔡慶生
(廣州多浦樂電子科技股份有限公司,廣州 510663)
汽車變速箱齒輪是汽車傳動過程中的關鍵部件,直接關系到汽車行駛安全。目前車用變速箱齒輪焊接主要采用電子束焊、激光焊等兩種焊接方式,文章針對采用電子束焊的某型號車用變速箱齒輪焊縫檢測進行了研究。由于電子束焊焊接工藝問題、焊工操作問題或焊機設備問題等客觀因素,焊縫不可避免地會產生各種各樣的制造缺陷,如氣孔、裂紋、夾渣或未焊透等。為了保證行車安全,我國汽車行業標準QC/T 982-2014 《汽車變速器齒輪激光焊接和電子束焊接技術規范》 要求變速箱齒輪在出廠前需進行嚴格的焊縫質量檢測[1]。
1 變速箱齒輪電子束焊縫檢測現狀
圖1為某型車用變速箱齒輪實物照片,圖中兩條紅色橢圓線之間的區域即為該齒輪的電子束焊縫位置。目前,一般采用目視檢測或者使用測量工具等對變速箱齒輪電子束焊縫進行檢測,這些方法僅能將帶有表面缺陷的少量不合格產品篩選出來,且長期大量目視檢測會使品控工人視覺疲勞,容易出現漏檢。
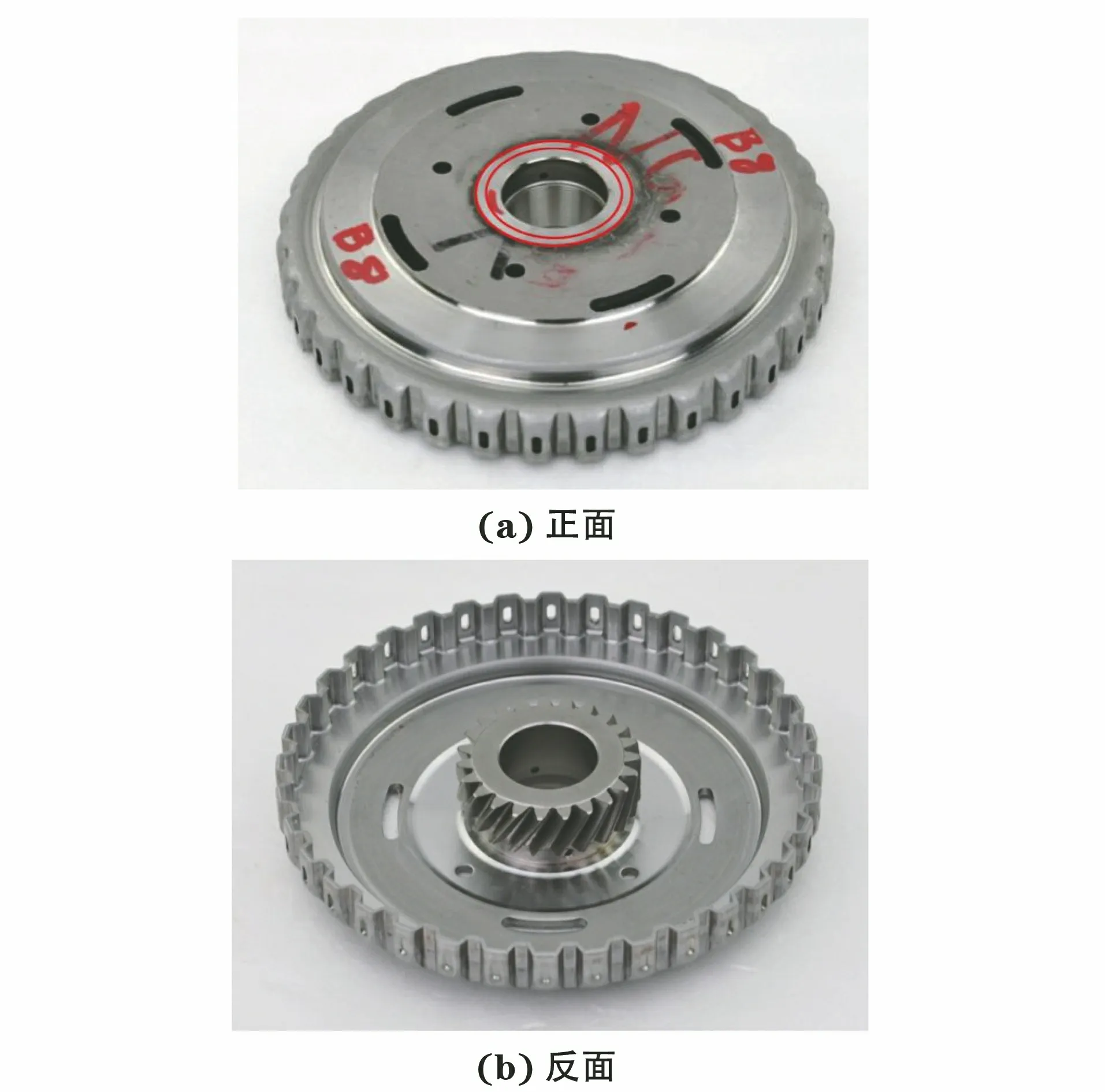
圖1 某型車用變速箱齒輪實物照片
針對內部的氣孔、夾渣、未融合、未焊透等焊接缺陷,部分生產廠采取抽樣方式進行破壞性解剖,通過觀察解剖樣品的合格情況,來確定該批次樣品是否合格,該方式無法有效保障產品質量。還有部分廠商采取常規超聲檢測技術,通過單晶片探頭旋轉一周完成環焊縫的檢測[2-3]。該技術一定程度上解決了內部缺陷檢測問題,但仍存在以下不足:① 單晶片的探頭檢測角度單一,覆蓋率無法保證,且齒輪焊縫檢測位置有限,無法依靠探頭移動來提高覆蓋率;② 超聲對缺陷走向較敏感,單一角度檢測難免會造成漏檢;③ 傳統的A型超聲檢測是波形顯示,顯示不直觀,非專業人員難于識別。
針對以上問題,開發了一套汽車齒輪焊縫自動化檢測系統,采用相控陣超聲技術,能夠實現多角度聲束檢測,大大提高了覆蓋率。系統配備了相控陣板卡,可實現缺陷圖像實時顯示;采用了短前沿、自聚焦探頭進行檢測,較好地解決了齒輪焊縫焊板厚度薄、放置位置有限等問題。
2 相控陣超聲無損檢測技術介紹
近年來,相控陣超聲技術以其靈活的聲束偏轉及聚焦性能而受到人們的重視,加之壓電復合材料、納秒級脈沖信號控制處理技術、數據處理分析、軟件技術和計算機模擬等高新技術在相控陣超聲成像領域中的綜合應用,該技術得以快速發展,并越來越多地應用于工業無損檢測領域。與常規超聲檢測相比,相控陣超聲檢測技術在該種齒輪焊縫檢測上具有非常大的優勢,如:① 使用多個晶片對聲束進行聚焦、偏轉和掃查[4],通過電子掃描單次就可對齒輪電子束焊縫的整個焊縫區域進行多角度大面積覆蓋;② 可連續記錄和保存全過程檢測信號[5],實現檢測數據的長年數字化存儲,保證每一個編號齒輪的數據都可追溯,而常規超聲無法準確記錄檢測信號;③ A掃描信號可轉化為B,S,C掃描彩色圖像,缺陷信息直觀,可識別性好,可對焊縫缺陷信息進行智能化快速自動判別;⑤ 通過高精度算法軟件可高精度控制激勵探頭各個陣元的延時時間,將超聲波聲束有效聚焦在指定焊縫區域,提高焊縫區域的檢測靈敏度、缺陷分辨率和信噪比。
3 檢測工藝設計
由于焊縫外圍齒輪盤上可用于擺放探頭的實際檢測位置十分有限,且部分批次產品焊縫余高未去除,故探頭需要做得很小;另一方面齒輪盤板厚很薄,僅為2.4 mm,故為了保證相控陣探頭具有更好的薄壁聚焦能力和大角度聲束偏轉能力,選用了多浦樂16晶片自聚焦相控陣探頭(見圖2,3),并專門設計了短前沿大角度專用楔塊。當探頭頻率較小時,不利于小缺陷檢測;探頭頻率較大時,聲束指向性好分辨率高[6],但頻率過大聲束衰減會很嚴重。綜合考慮各因素,經試驗對比,頻率確定為7.5 MHz。

圖2 自聚焦線陣探頭及短前沿楔塊
圖3 自聚焦線陣探頭晶片陣列形式
進一步分析該齒輪焊縫斷面結構,探頭下方齒輪盤板厚很薄(最薄處僅2.4 mm),宜使用較大角度超聲波束進行檢測,但當波束角度大于75°時,橫波對應的有效激活孔徑很小,聲波能量較弱,且隨著角度的增大,橫波能量逐漸轉化為表面波,不宜使用。該齒輪焊縫下底面存在變厚度過渡區,通過聲束覆蓋模擬仿真(結果見圖4)可見,當設置40°~75°范圍的扇掃時,1次波僅能檢測到焊縫根部很小的區域,2次波可覆蓋焊縫中間段大部分區域,該焊縫必須增加使用3~4次波輔助檢測才能實現全覆蓋。經過工藝仿真以及前期試驗驗證,最終確定該焊縫的檢測工藝方案為采用40°~75°范圍的扇形掃查,同時監控14次回波信號。實際檢測時探頭的擺放位置如圖5所示。
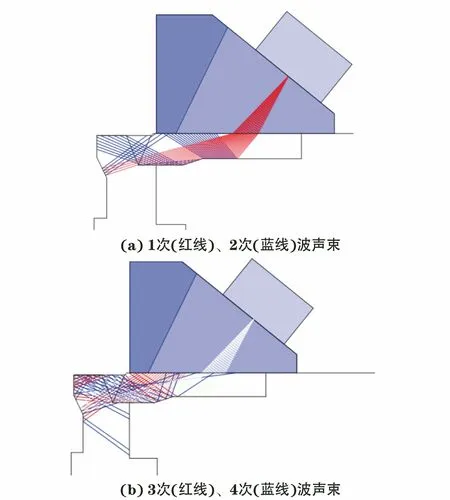
圖4 齒輪電子束焊縫聲束覆蓋仿真結果

圖5 實際檢測時的探頭擺放位置
4 系統軟件優化
根據生產現場高效率、智能化的檢測需求,對包含固有結構回波信號等復雜圖像信號的相控陣檢測數據進行快速自動化判讀是檢測人員面臨的重點問題。單純沿用傳統的直線深度閘門或是曲線聲程閘門獲取的檢測數據來進行缺陷自動判讀均無法有效避免非缺陷信號的干擾。
經過深入研究,在相控陣S掃描視圖中采用了矩形框選雙閘門設計,根據焊縫結構、位置以及多次波缺陷報警幅度的差異,共用A、B雙閘門,使用不同的報警幅度,框選焊縫的不同區域,有效避開了其他非缺陷固有結構信號。齒輪電子束焊縫相控陣超聲檢測界面如圖6,7所示,圖中紅色矩形虛線框為A閘門,綠色矩形虛線框為B閘門。檢測時,2次波覆蓋了焊縫中心的絕大部分區域,波幅相對較高,1次波覆蓋了焊縫根部區域,選用閘門B作為主要閘門監控2次波和1次波。由于焊縫底面存在變厚度過渡區,3次、4次波反射位置多樣,經多次反射后聲路走向復雜,波幅相對較弱,故選用閘門A作為輔助閘門監控3次波和4次波。圖7 中B閘門內為2次波檢測到的較大缺陷信號,A閘門內為該缺陷的3,4次波檢測到的信號。由此,只要框選閘門中出現超標反射信號,便可告知系統自動將問題齒輪工件分選至不良品區,反之將工件歸入合格品區。
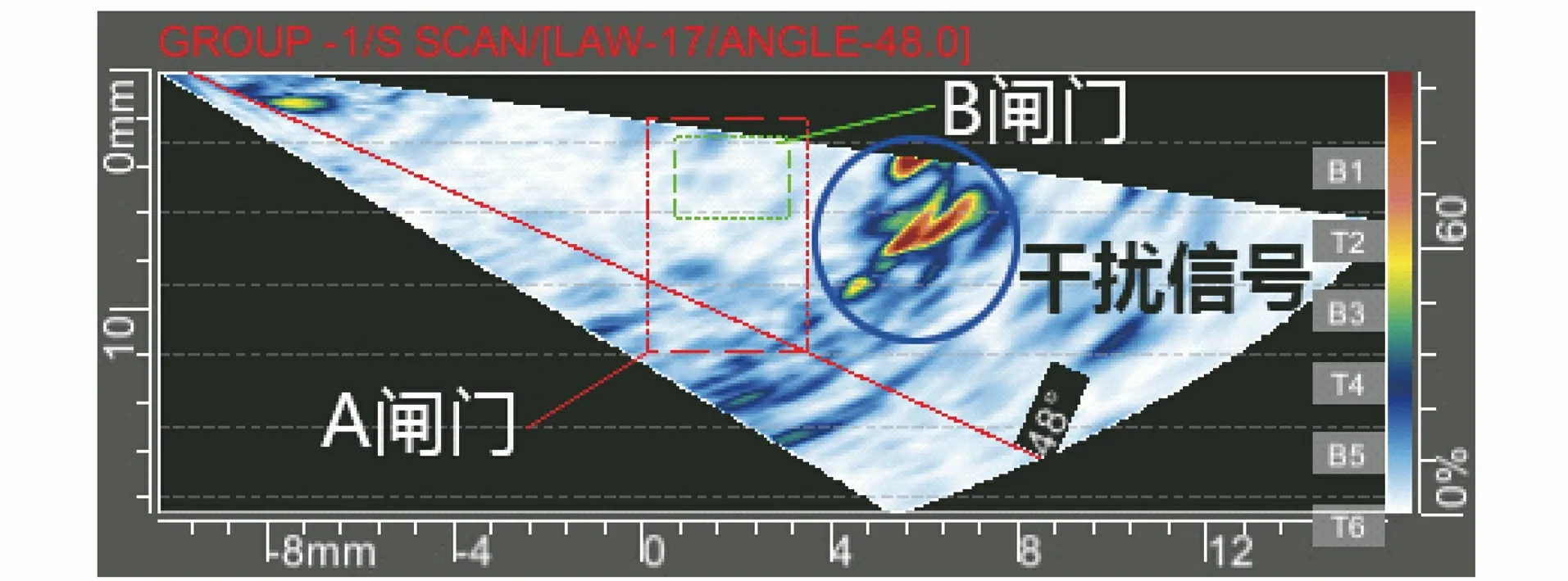
圖6 齒輪電子束焊縫相控陣超聲檢測界面(閘門外存在干擾信號)
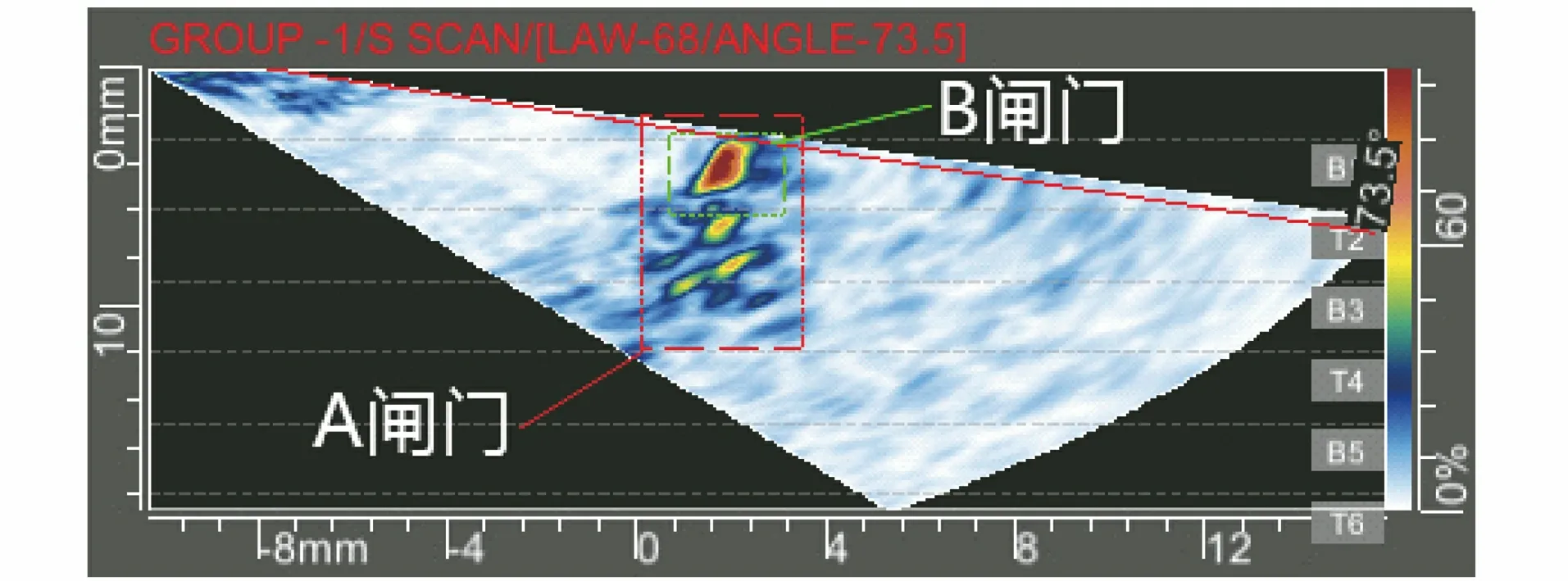
圖7 齒輪電子束焊縫相控陣超聲檢測界面(閘門內出現缺陷信號)
5 自動化檢測系統設計
該齒輪焊縫相控陣超聲檢測系統由相控陣超聲檢測板卡、探頭、工控機、檢測工作臺、觸控操作屏、控制柜等部分組成,檢測系統3D結核如圖8所示。檢測系統工作臺如圖9所示。在進行系統設計時,充分考慮到汽車零配件企業生產節奏快、日產量高等特點,選用高等級零部件以保證設備能長期連續穩定運行;采用全傻瓜式操作設計,操作員只需將齒輪工件放入指定檢測工位,撥動開關,儀器便開始進入全自動檢測程序,30 s即可自動完成一個齒輪焊縫的相控陣超聲全記錄成像檢測、焊縫缺陷自動分析識別、不良品工件自動剔除分選等全流程操作,大大簡化了車用零部件企業的人力物力,嚴格把控了車用齒輪產品的質量。
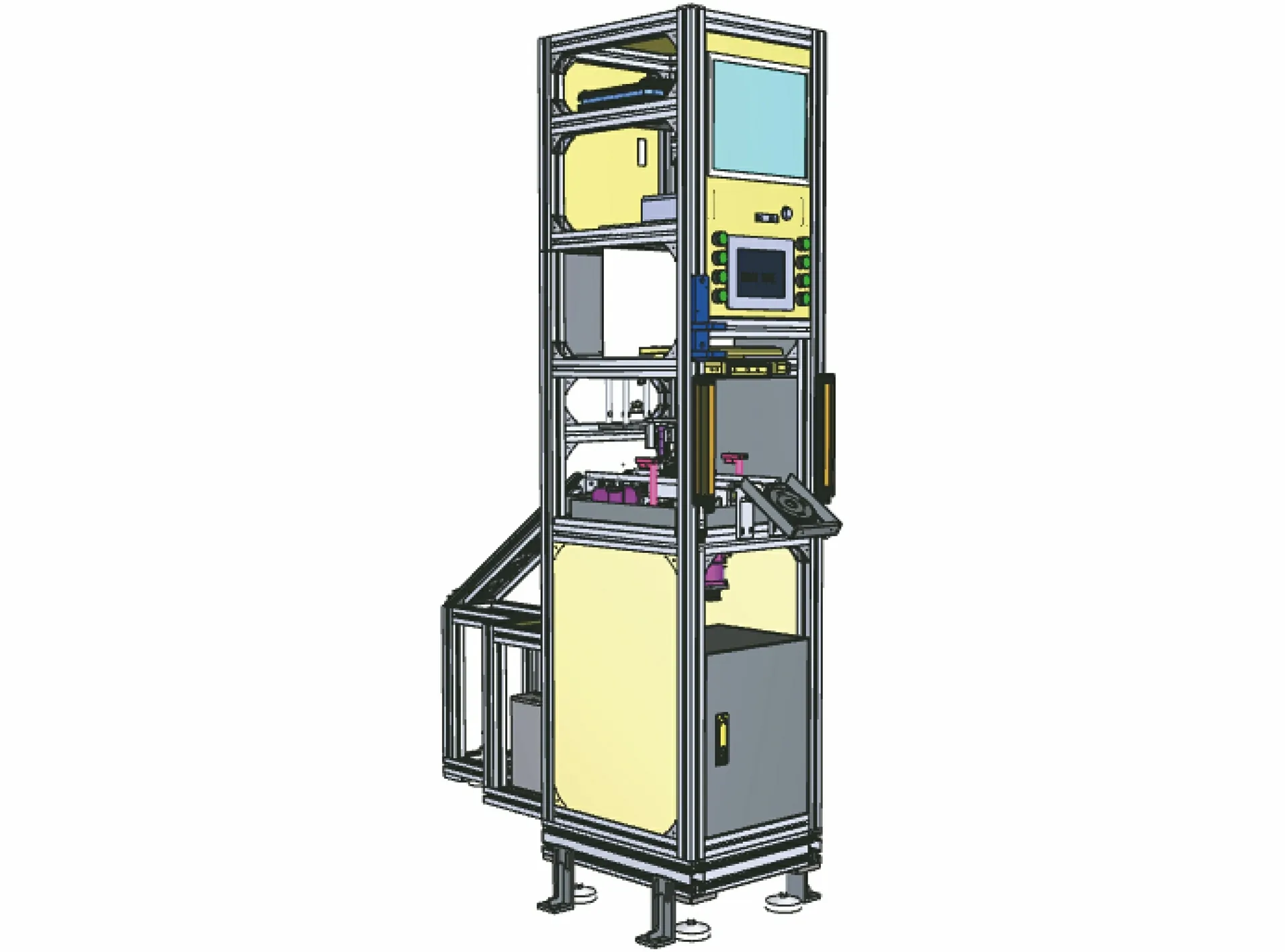
圖8 齒輪焊縫檢測系統3D結構示意
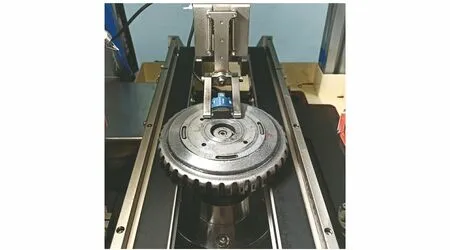
圖9 檢測工作臺照片
檢測完成后,合格品將滑入合格品槽中,不合格品將滑入不合格品槽中。根據后續產品質量改進及焊接工藝分析需要,不合格品可以手動復檢,精準標出缺陷位置后進行破壞性驗證,以便優化后續焊接技術工藝,保障產品質量。
6 現場驗證及典型檢測圖譜分析
由于該焊縫板厚僅為2.4 mm,現有相控陣超聲及常規超聲檢測標準都不適用。經與客戶商議,將“缺陷信號波幅達到或超出0.3 mm×3 mm(直徑×長度)短橫孔反射波幅的產品視為NG品(即不合格品),波幅低于該短橫孔波幅的產品視為合格品”作為產品驗收標準。
在廣東某汽車配件生產廠,針對9 500個常態化生產的該型號車用齒輪進行檢測,目視檢測發現疑似有焊縫缺陷的齒輪12個,相控陣超聲檢測發現疑似有焊縫缺陷的齒輪158個(目視檢測疑似有焊縫缺陷的齒輪均被該系統自動識別出)。
現選取部分合格工件及不良品工件的典型檢測圖譜進行分析,并借助切割解剖、射線檢測、滲透檢測等方法進行二次對比驗證。
典型合格工件的相控陣超聲檢測圖譜如圖10所示,可見整個C掃描圖像呈現淡藍色,并無紅色缺陷信號出現。
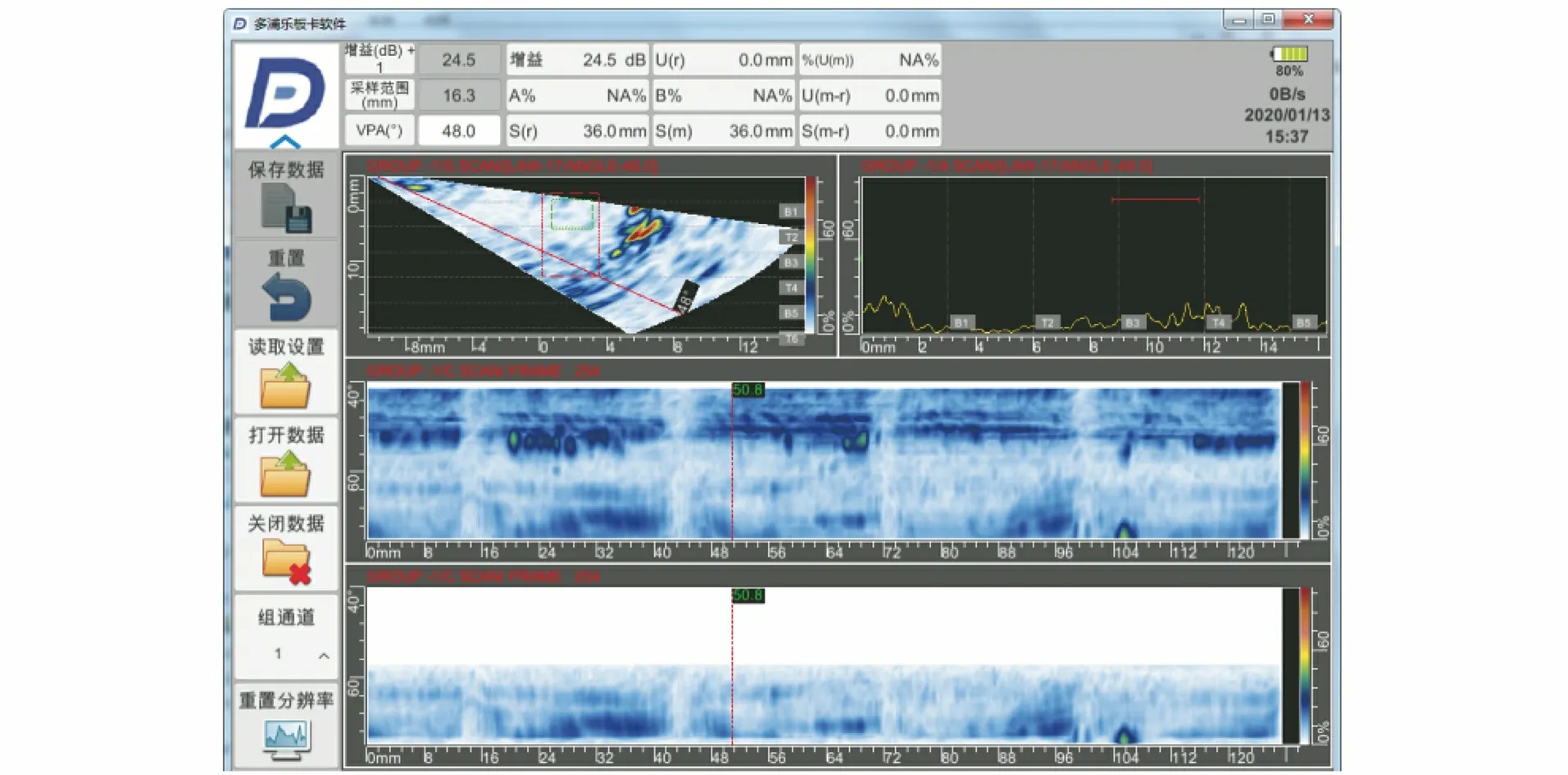
圖10 典型合格工件的相控陣超聲檢測圖譜
不良品工件1的相控陣超聲檢測圖譜如圖11所示,可見圖譜下方C掃描視圖中出現明顯的紅色條形缺陷圖像,經軟件測量缺陷指示長度約為42 mm。對其進行切割解剖后,可見明顯孔洞(見圖12),經穿入鋼絲驗證為環狀條形缺陷,實測長度與相控陣檢測數據基本相符。
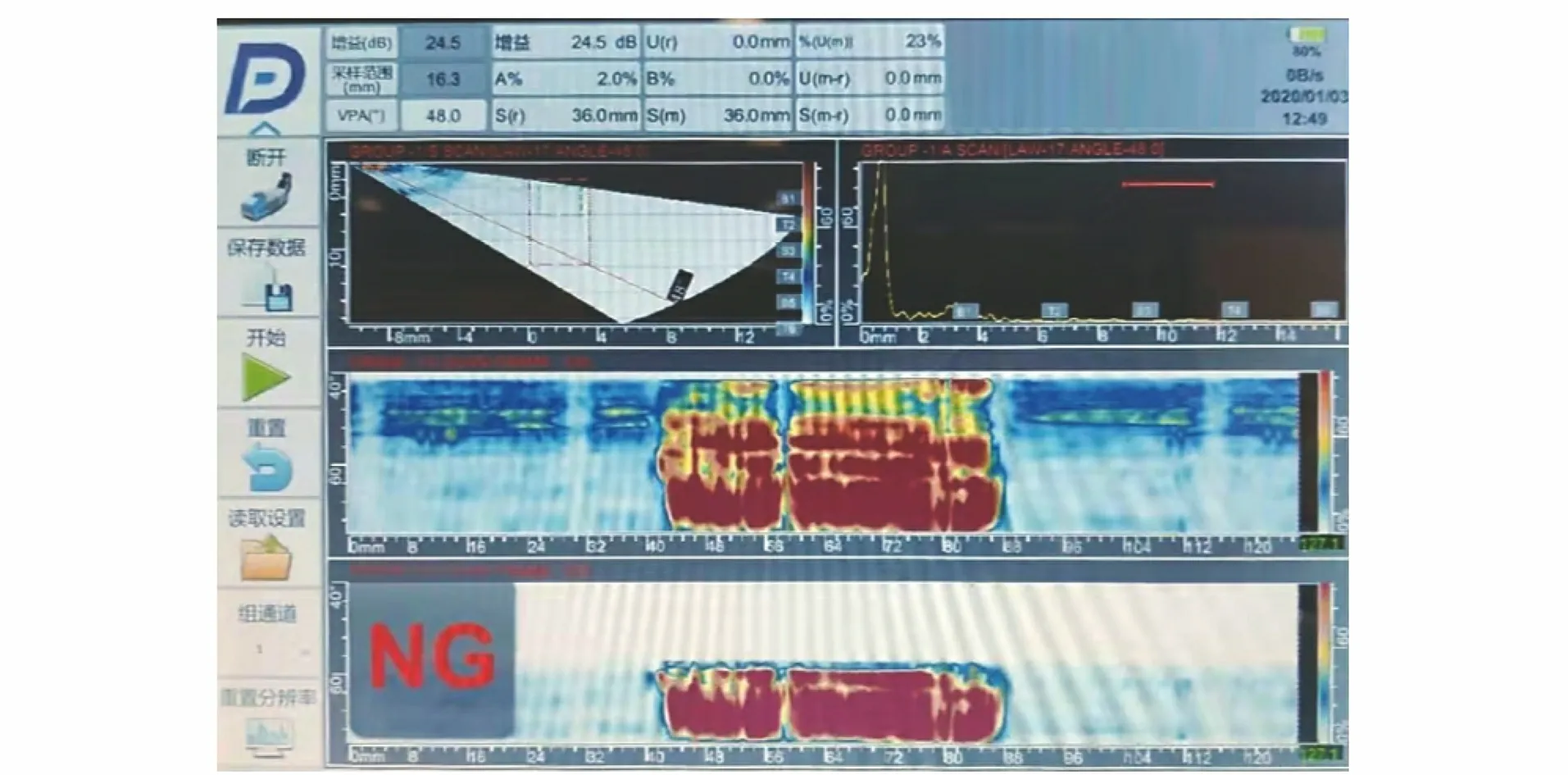
圖11 不良品工件1的相控陣超聲檢測圖譜
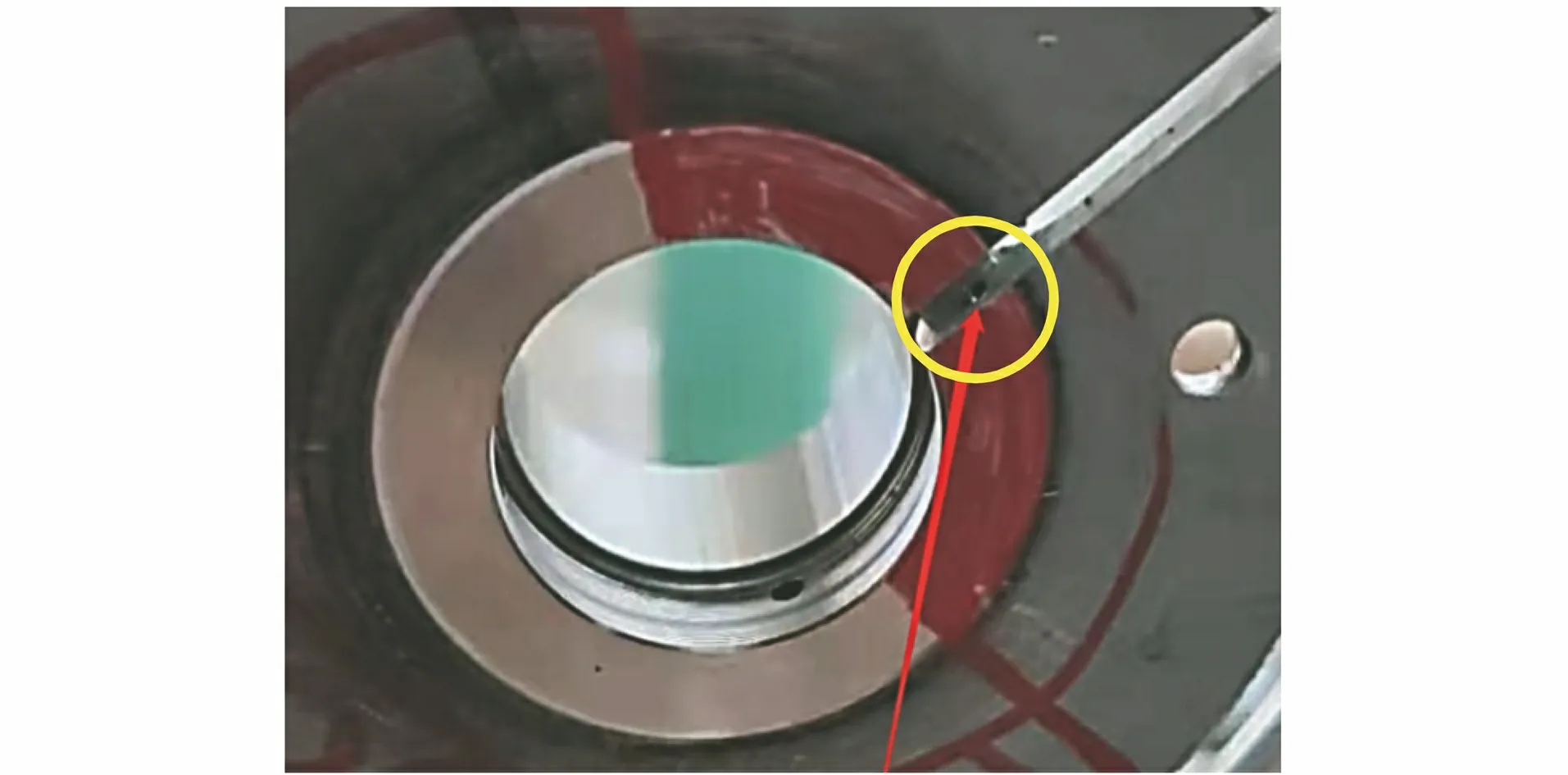
圖12 不良品工件1的切割解剖結果(可見孔洞)
不良品工件2的相控陣超聲檢測圖譜如圖13所示,可見圖譜下方C掃描視圖中出現明顯的紅色條形缺陷圖像,經軟件測量缺陷指示長度約為17 mm。
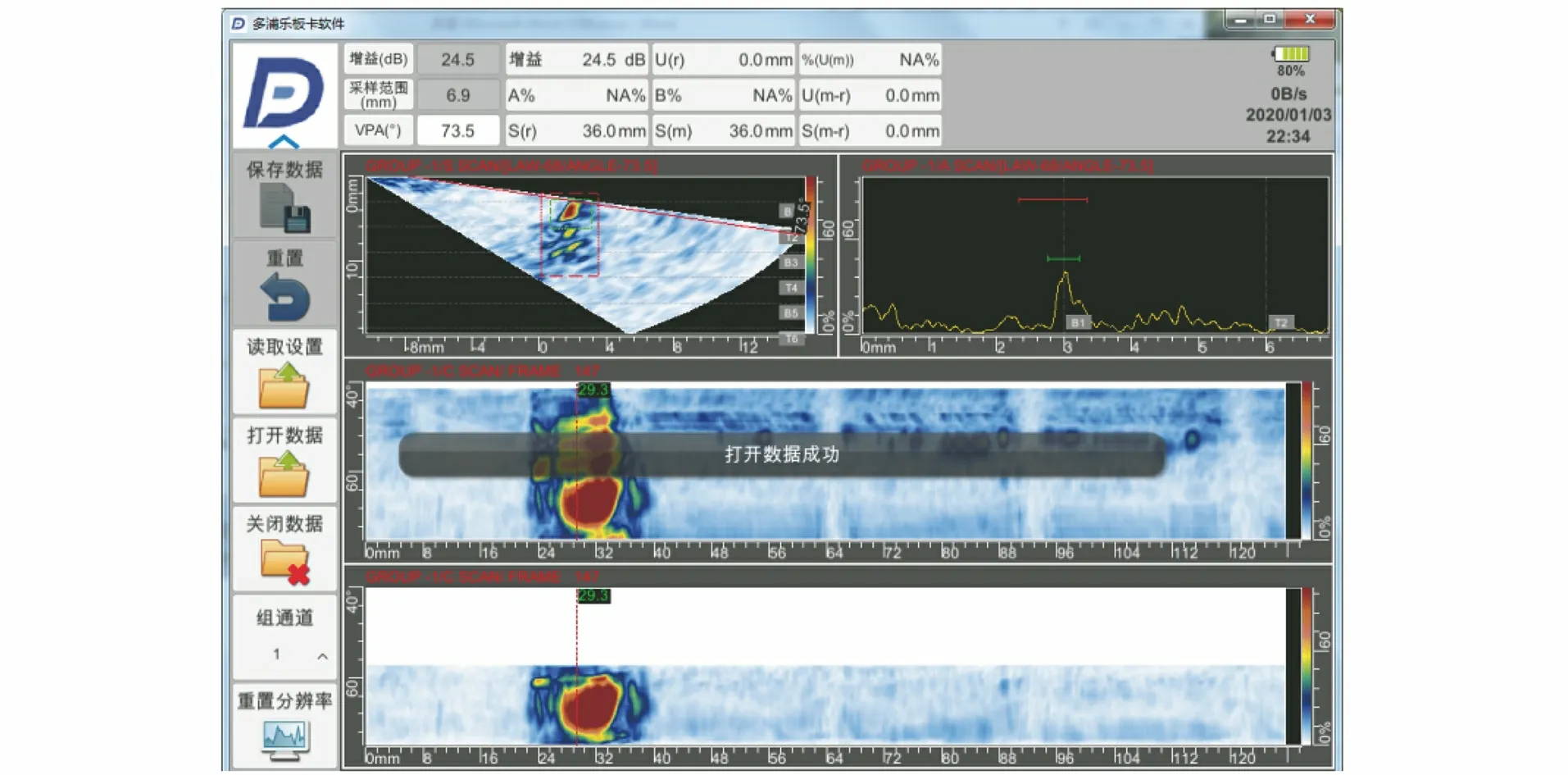
圖13 不良品工件2的相控陣超聲檢測圖譜
對不良品工件2采用數字射線(DR)拍片進行二次驗證,可見明顯環狀條形缺陷(見圖14),DR測得的缺陷長度與相控陣檢測數據基本相符。該齒輪焊縫結構特殊,焊縫位置被相對很厚的齒輪擋住,如果采用射線檢測,必須先對齒輪進行銑削加工,故實際上使用射線技術對該類齒輪進行焊縫檢測根本不可行。
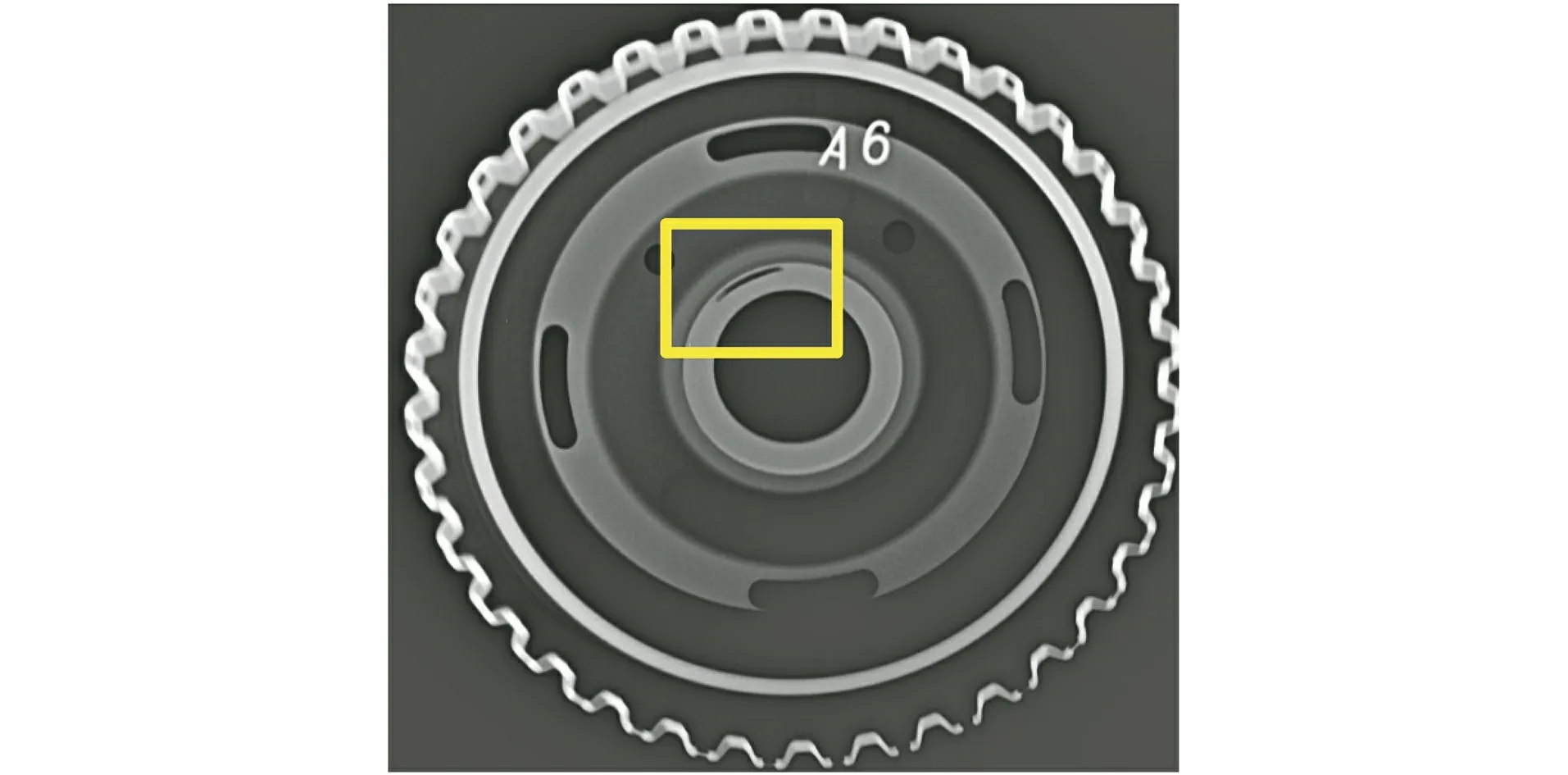
圖14 不良品工件2的DR影像
不良品工件3的相控陣超聲檢測圖譜如圖15所示,可見圖譜下方C掃描視圖中出現明顯的紅色點狀缺陷圖像。
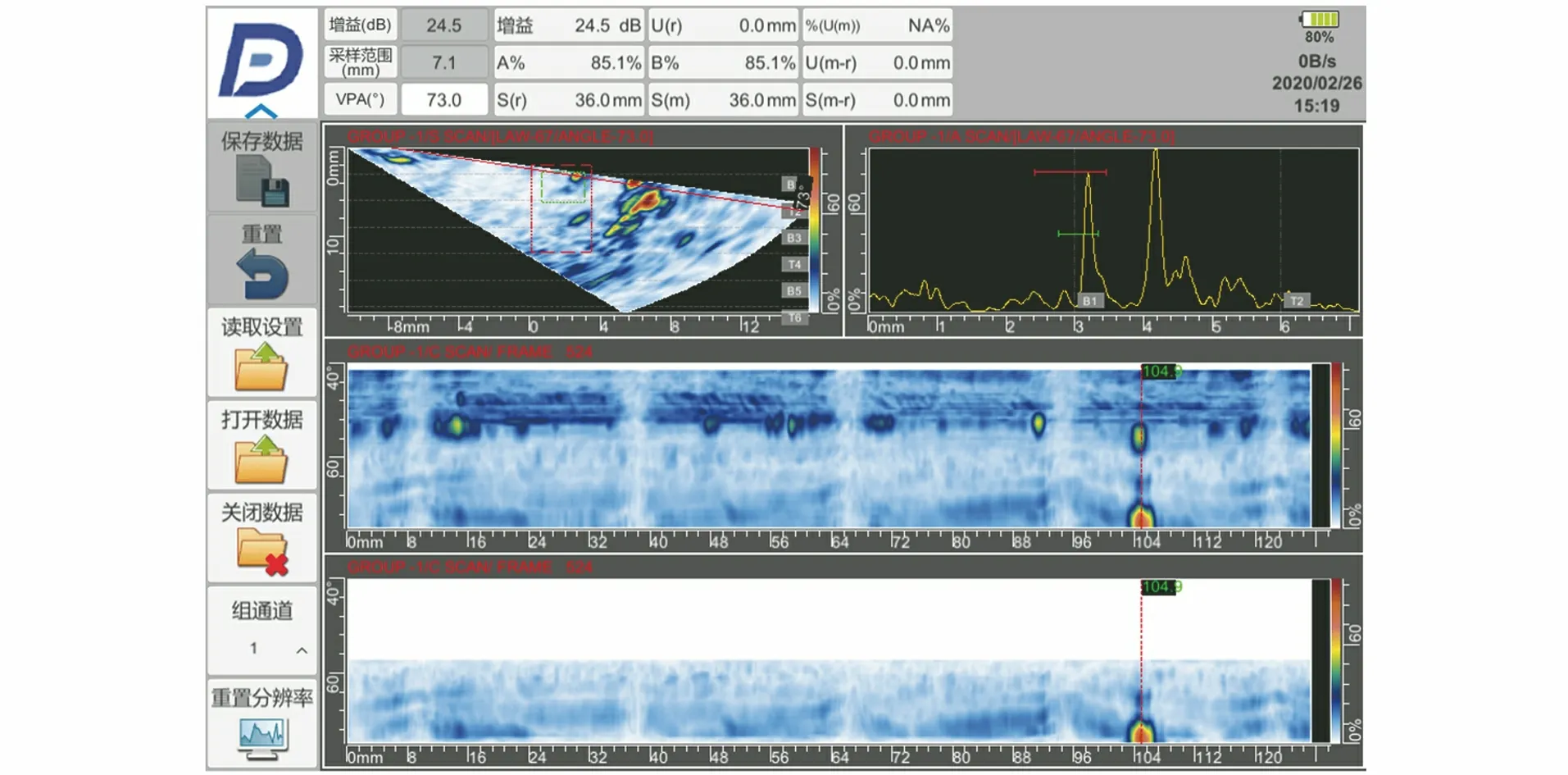
圖15 不良品工件3的相控陣超聲檢測圖譜
對不良品工件進行了DR射線檢測驗證,未能發現缺陷(見圖16),切割后對其進行滲透檢測,同樣未能發現缺陷(見圖17)。經拋光腐蝕后,借助200倍顯微鏡觀察發現了裂紋,實測該裂紋長度為0.36 mm(見圖18)。
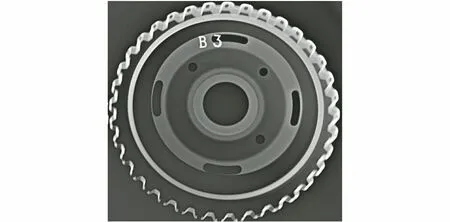
圖16 不良品工件3的DR影像
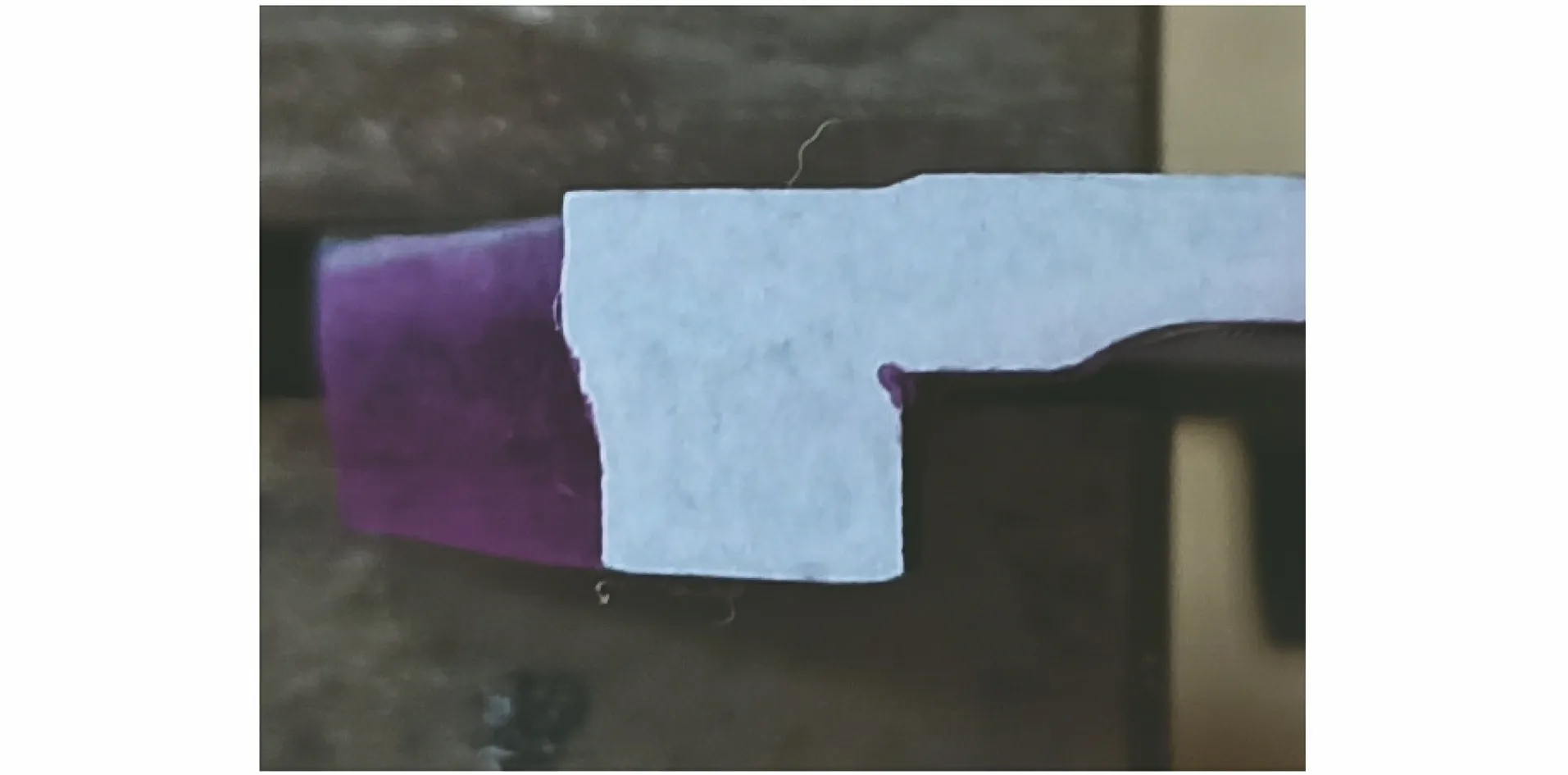
圖17 不良品工件3的滲透檢測結果(未檢出缺陷)
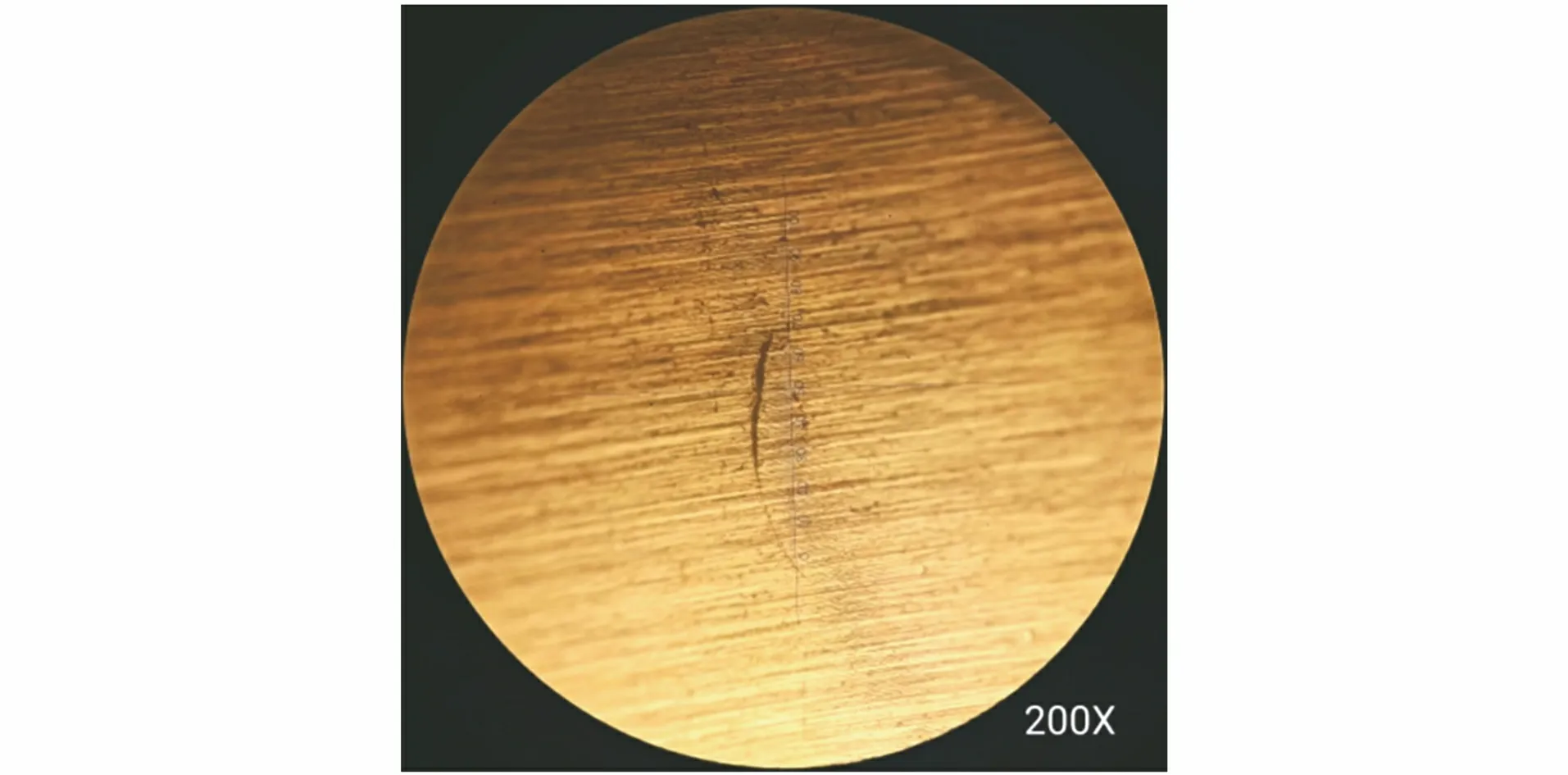
圖18 不良品工件3在200倍顯微鏡下發現的裂紋
從相控陣系統檢出的158個問題工件中,抽樣選取20%的工件,采用切割解剖、DR檢測、滲透檢測等方法進行二次驗證,均能發現超標缺陷的存在,證明了相控陣超聲技術在該型號車用齒輪焊縫檢測上的實用性和準確性,與常規目視檢測方法相比,可靠性大幅提升。對相控陣系統檢出的問題工件進行破壞性解剖,發現存在環狀條形缺陷(見圖19)。

圖19 破壞性解剖發現的環狀條形缺陷照片
7 結語
(1) 開發了一套車用齒輪焊縫自動化檢測系統,可較好地實現對車用變速箱齒輪電子束焊縫區域的全覆蓋相控陣超聲檢測。
(2) 該系統30 s內即可自動完成一個齒輪焊縫的相控陣超聲全記錄成像檢測、焊縫缺陷自動分析識別、缺陷工件自動剔除分選等全流程操作,結合射線檢測、滲透檢測以及破壞性解剖等方法進行二次驗證,證明了這套系統在該型號車用齒輪電子束焊縫檢測上的實用性和準確性。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
