DR技術(shù)幾何不清晰度的控制
2023-03-11 07:59:44熊麗華梁麗紅朱黃金戴小江
無(wú)損檢測(cè) 2023年1期
關(guān)鍵詞:檢測(cè)
熊麗華,梁麗紅,朱黃金,戴小江
(1.南通中集能源裝備有限公司,南通 226001;2.中國(guó)特種設(shè)備檢測(cè)研究院,北京 100029; 3.國(guó)家市場(chǎng)監(jiān)管重點(diǎn)實(shí)驗(yàn)室無(wú)損檢測(cè)與評(píng)價(jià)領(lǐng)域, 北京 100029)
射線(xiàn)檢測(cè)是無(wú)損檢測(cè)的常規(guī)技術(shù)之一,應(yīng)用廣泛。實(shí)施射線(xiàn)檢測(cè)的原則是檢測(cè)圖像質(zhì)量滿(mǎn)足相關(guān)標(biāo)準(zhǔn)的要求,因此,檢測(cè)圖像質(zhì)量是影響缺陷評(píng)定的重要因素。
檢測(cè)圖像質(zhì)量由3個(gè)評(píng)價(jià)指標(biāo)構(gòu)成,分別是靈敏度,分辨率和信噪比[1],其中幾何不清晰度(Ug)是影響檢測(cè)圖像分辨率的主要因素之一,是射線(xiàn)檢測(cè)工藝中的主要控制參數(shù)。焦距是射線(xiàn)透照的主要幾何參數(shù),其余參數(shù)為射線(xiàn)源到工件表面的距離(f)以及工件表面到成像器件的距離(b)。對(duì)幾何不清晰度及相關(guān)參數(shù)的控制進(jìn)行研究,重點(diǎn)對(duì)射線(xiàn)數(shù)字成像技術(shù)(簡(jiǎn)稱(chēng)DR技術(shù))對(duì)f的控制要求、透照曲面工件時(shí)b的計(jì)算方法進(jìn)行深入探討。
1 幾何不清晰度控制
目前,國(guó)內(nèi)外對(duì)幾何不清晰度的控制通常有以下兩種方式。
(1) 根據(jù)使用的射線(xiàn)源或被檢工件厚度直接限定允許的最大幾何不清晰度。RCC-M 《壓水堆核島機(jī)械設(shè)備設(shè)計(jì)和建造規(guī)則》 規(guī)定了不同的射線(xiàn)源允許的幾何不清晰度值;美國(guó)ASME BPVC.V-2021 《鍋爐及壓力容器規(guī)范》 則將被檢工件的厚度劃分為幾個(gè)區(qū)間,規(guī)定了每個(gè)區(qū)間允許的幾何不清晰度值。
(2) 根據(jù)幾何不清晰度方程,按照被檢工件的厚度計(jì)算允許的最大幾何不清晰度。
第(1)種控制方式的優(yōu)點(diǎn)是省去了計(jì)算,但允許值與被檢工件之間的關(guān)聯(lián)性相對(duì)第(2)種方式的關(guān)聯(lián)性小。如ASME規(guī)范規(guī)定,當(dāng)工件厚度小于50 mm時(shí),Ug的允許值為0.51 mm,而當(dāng)工件厚度大于等于50 mm時(shí),Ug的允許值為0.76 mm,兩個(gè)厚度分區(qū)的幾何不清晰度值變動(dòng)較大;而RCC-M規(guī)范則規(guī)定,當(dāng)使用400 kV以下的X射線(xiàn)源或Ir192γ射線(xiàn)源時(shí),Ug允許值為0.30 mm,當(dāng)使用Co60γ射線(xiàn)源時(shí),Ug允許值為0.60 mm,當(dāng)使用直線(xiàn)加速器或回旋加速器時(shí),Ug允許值為1.0 mm。
第(2)種控制方式的優(yōu)點(diǎn)是,幾何不清晰度的要求直接與被檢工件厚度相關(guān),不同的厚度要求的幾何不清晰度不同。
國(guó)內(nèi)大多采用第(2)種控制方式,其幾何不清晰度方程為

(1)
式中:a為檢測(cè)等級(jí)系數(shù),根據(jù)標(biāo)準(zhǔn)要求確定;T為被檢工件厚度。
不同的技術(shù)標(biāo)準(zhǔn)規(guī)定的檢測(cè)等級(jí)系數(shù)不同,如ISO 17636-2標(biāo)準(zhǔn)規(guī)定的檢測(cè)等級(jí)系數(shù)分別為7.5(A級(jí))和15(B級(jí))。
實(shí)際射線(xiàn)檢測(cè)時(shí),受成像器件的結(jié)構(gòu)及工況影響,成像器件無(wú)法緊貼工件。根據(jù)圖1的幾何投影,不清晰度計(jì)算公式如式(2)所示,此時(shí)工件上表面的幾何不清晰度最大。
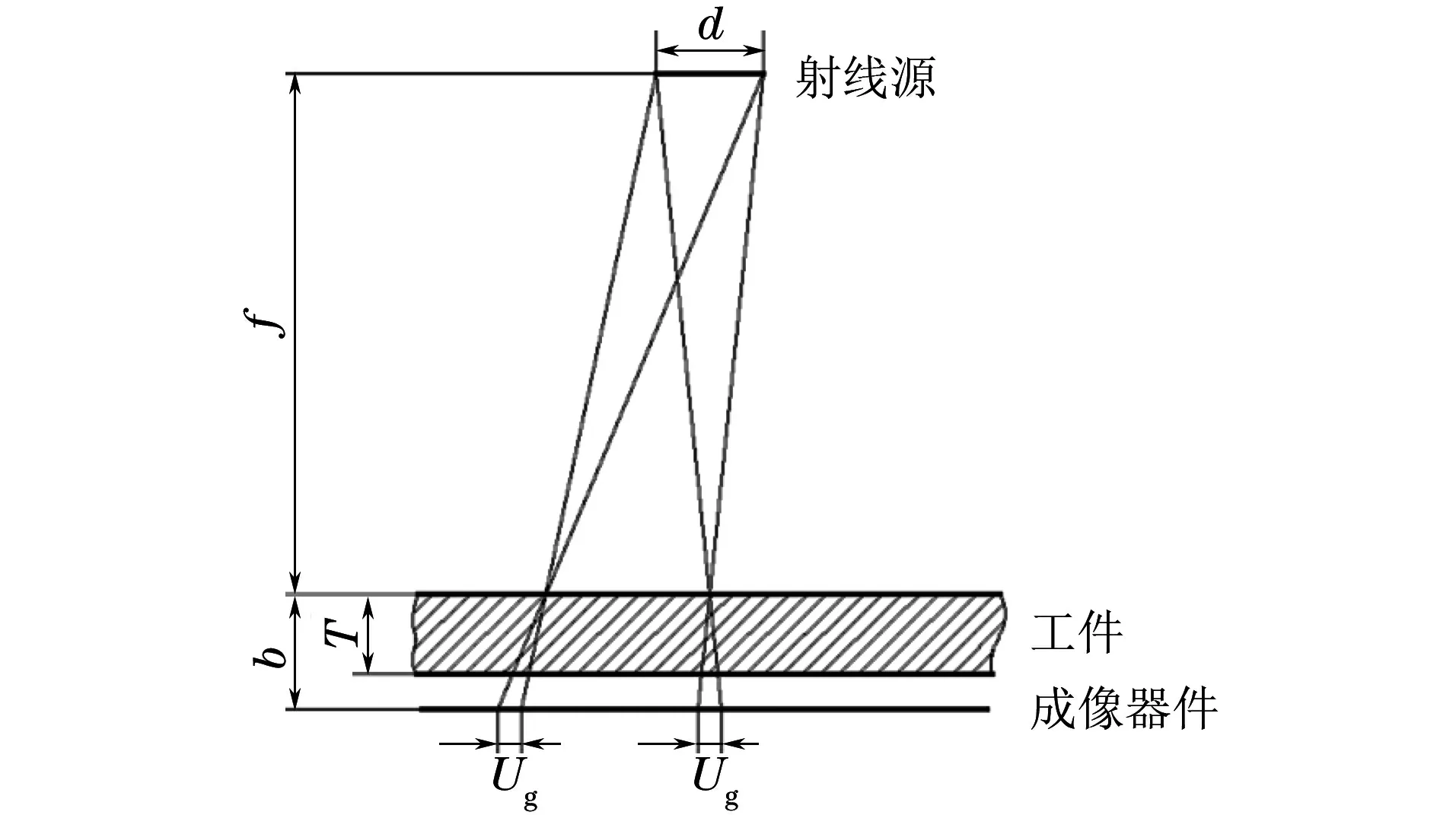
圖1 幾何不清晰度示意

(2)
式中:d為射線(xiàn)源焦點(diǎn)尺寸。
由式2可知,幾何不清晰度與d,f和b相關(guān)。為得到更小的Ug應(yīng)盡量減小d或b,增大f。在實(shí)際檢測(cè)中,當(dāng)檢測(cè)系統(tǒng)選定后,d為確定值,此時(shí)幾何不清晰度的控制主要通過(guò)精確計(jì)算b及限制f的最小值來(lái)實(shí)現(xiàn)。
2 射線(xiàn)源到工件表面距離的控制
結(jié)合式(1)和式(2)可得到
(3)
滿(mǎn)足工件幾何不清晰度要求的最小f的計(jì)算式為
(4)
2.1 成像器件緊貼工件

(5)
將檢測(cè)等級(jí)系數(shù)7.5和15分別代入式(5),可得[2]
(6)
式(6)為相關(guān)射線(xiàn)檢測(cè)標(biāo)準(zhǔn)對(duì)最小f的規(guī)定。即,通過(guò)對(duì)f下限值的控制間接地控制了幾何不清晰度。
2.2 成像器件無(wú)法緊貼工件
DR技術(shù)的幾種透照方式如圖2~4所示。當(dāng)成像器件無(wú)法緊貼工件表面時(shí),b往往大于1.2T,此時(shí),應(yīng)以式(4)計(jì)算最小f,才能保證幾何不清晰度得到控制。

圖2 DR技術(shù)環(huán)縫源在外單壁透照
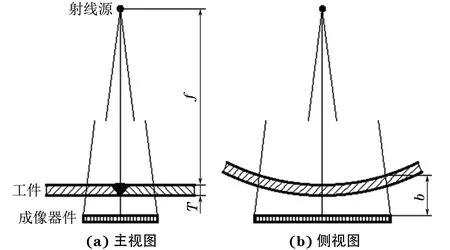
圖3 DR技術(shù)環(huán)縫源在內(nèi)單壁透照
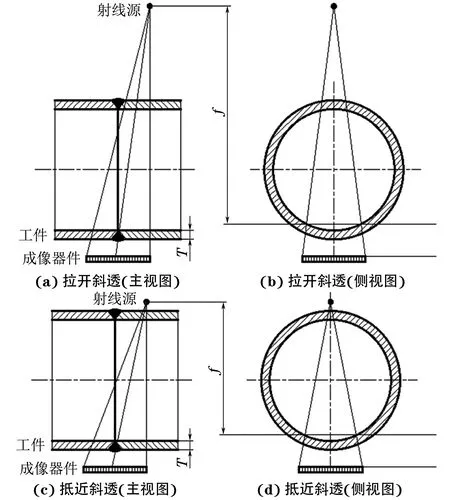
圖4 DR技術(shù)環(huán)縫雙壁單影透照
將檢測(cè)等級(jí)系數(shù)7.5和15分別代入式(4),得到
(7)
式(7)即為DR技術(shù)檢測(cè)環(huán)向焊接接頭(以下簡(jiǎn)稱(chēng)環(huán)縫)時(shí),不同技術(shù)等級(jí)對(duì)應(yīng)的最小f值。
需要注意的是,小徑管環(huán)縫采用雙壁雙影透照方式時(shí),工件的上壁和下壁作為一個(gè)整體同時(shí)成像,此時(shí)計(jì)算最小f值的工件厚度應(yīng)取管外徑。

3 工件表面到成像器件距離的精確計(jì)算
對(duì)于DR檢測(cè)技術(shù),當(dāng)檢測(cè)系統(tǒng)和被檢對(duì)象確定后,d和T是已知條件,由式(7)可知,只有精確計(jì)算b值,才能準(zhǔn)確控制f,從而控制幾何不清晰度,達(dá)到控制圖像質(zhì)量的目的。
檢測(cè)直焊縫(縱縫)時(shí),工件表面到探測(cè)器的距離由工況決定,為確定值。小徑管環(huán)縫的檢測(cè)通常采取雙壁雙影透照方式(見(jiàn)圖5,6),一次透照對(duì)管子環(huán)縫整體成像。成像分為兩種方式,一種是垂直透照重疊成像,一種是傾斜透照橢圓成像。

圖5 小徑管雙壁雙影透照布置示意(重疊成像)

圖6 小徑管雙壁雙影透照布置示意(橢圓成像)
對(duì)于重疊成像,b值由工況決定,為確定值。對(duì)于橢圓成像,f和b均沿射線(xiàn)束傾斜透照方向,理論上b值應(yīng)根據(jù)射線(xiàn)束傾斜角度以及管道上壁的焊縫外表面到探測(cè)器的距離來(lái)計(jì)算。實(shí)際工程應(yīng)用中,為實(shí)現(xiàn)快速運(yùn)算,通常基于相似三角形的比例關(guān)系,用f′和b′(見(jiàn)圖6)替代f和b,此時(shí)b值與重疊成像法的b值相同,由工況決定,為確定值。
下面針對(duì)除小徑管外的環(huán)縫檢測(cè),討論源在外和源在內(nèi)單壁透照、源在外雙壁單影透照時(shí),b的精確計(jì)算方法。
由圖2圖4可知,不管采用哪種透照方法,b為一次透照長(zhǎng)度范圍內(nèi)的焊縫表面與探測(cè)器之間的最大距離。當(dāng)采用源在外單壁透照時(shí),b實(shí)際為被檢區(qū)域中心到探測(cè)器之間的距離。只要工件與探測(cè)器的位置確定,b即為確定值,不隨f或一次透照長(zhǎng)度的變化而改變。當(dāng)采用源在內(nèi)單壁透照或源在外雙壁單影透照時(shí),b為被檢區(qū)兩端的工件表面到探測(cè)器之間的距離,此時(shí),b與工件的曲率、一次透照長(zhǎng)度、射線(xiàn)源到工件表面的距離f以及工件外壁到探測(cè)器之間的距離均有關(guān),其中任意一個(gè)參數(shù)變化,都將導(dǎo)致b發(fā)生變化。
3.1 源在外單壁透照b的計(jì)算
源在外單壁透照布置如圖7所示,圖中bg為射線(xiàn)中心線(xiàn)上工件內(nèi)表面到探測(cè)器之間的距離,與探測(cè)器的擺放位置有關(guān),可以直接由工況條件給定。此時(shí)的b為

圖7 環(huán)縫源在外單壁透照布置示意
b=T+bg
(8)
3.2 源在內(nèi)單壁透照(F≤R+bg)b的計(jì)算
源在內(nèi)單壁透照布置如圖8所示(F≤R+bg,F(xiàn)為焦距,R為外圓半徑),射線(xiàn)源位于環(huán)縫圓心與探測(cè)器中心點(diǎn)之間的連線(xiàn)上,圖中,be為一次透照長(zhǎng)度的端點(diǎn)和中點(diǎn)在射線(xiàn)束中心線(xiàn)上的投影距離。該透照布置的定位標(biāo)識(shí)應(yīng)擺放在源側(cè),此時(shí)一次透照長(zhǎng)度的兩個(gè)端點(diǎn)A和B在工件的內(nèi)表面,be的計(jì)算應(yīng)以?xún)?nèi)半徑為依據(jù)。此時(shí)的b為
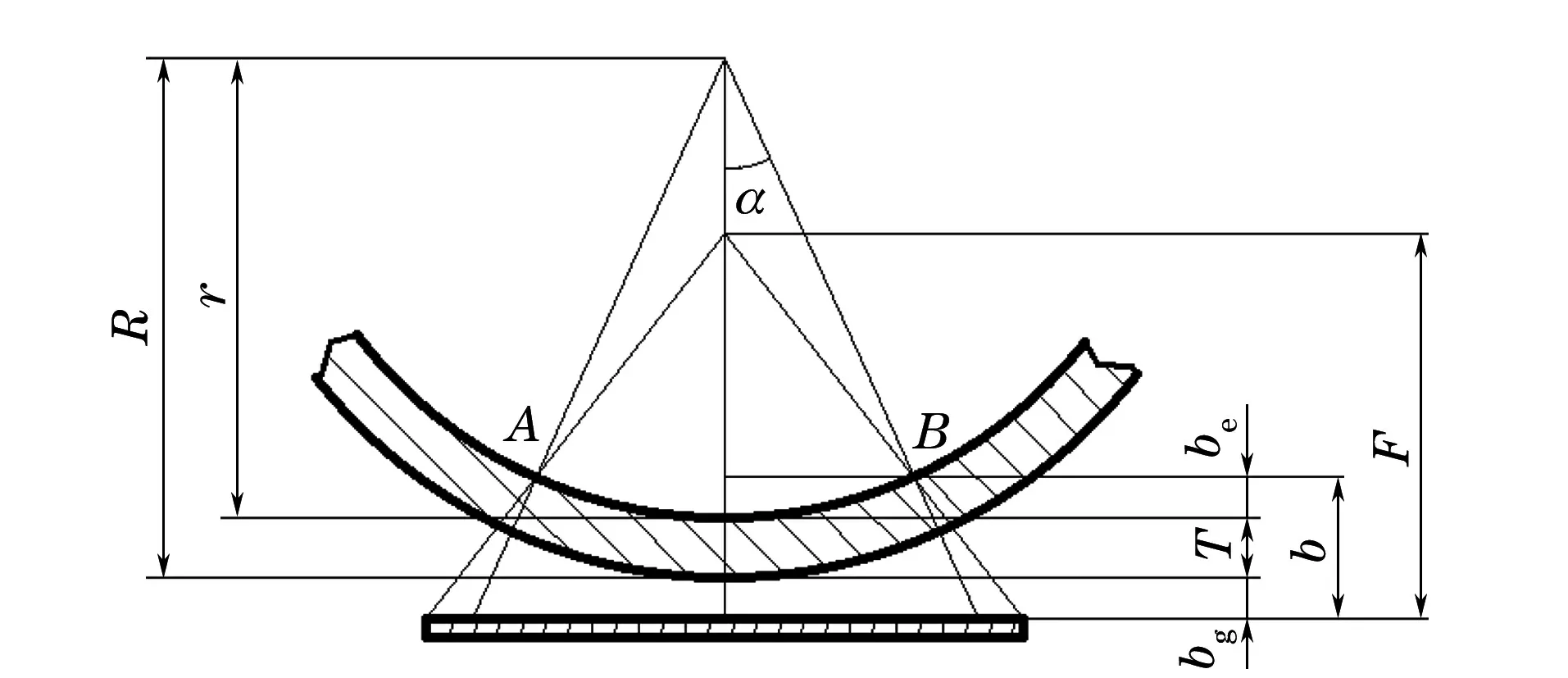
圖8 環(huán)縫源在內(nèi)單壁透照布置示意(F≤R+bg)
b=T+be+bg
(9)
be=r(1-cosα)
(10)
式中:α為一次透照長(zhǎng)度對(duì)應(yīng)的半圓心角;r為環(huán)縫內(nèi)半徑。
3.3 源在內(nèi)單壁透照(F>R+bg)和雙壁單影透照b的計(jì)算
環(huán)縫源在內(nèi)(F>R+bg)透照和雙壁單影透照的射線(xiàn)源、工件被檢區(qū)、探測(cè)器3者之間的位置關(guān)系是相同的,這兩種透照布置的射線(xiàn)源均位于圓心與探測(cè)器中心點(diǎn)連線(xiàn)上,遠(yuǎn)離探測(cè)器一側(cè)(見(jiàn)圖9),區(qū)別只在于射線(xiàn)源在工件內(nèi)部還是外部。這兩種透照布置的定位標(biāo)識(shí)均應(yīng)置于探測(cè)器側(cè),一次透照長(zhǎng)度的兩個(gè)端點(diǎn)A和B在工件的外表面。此時(shí)的b為

圖9 環(huán)縫源在內(nèi)單壁透照布置示意(F>R+bg)
b=T″+be+bg
(11)

(12)
be=R(1-cosα)
(13)
式中:α為一次透照長(zhǎng)度所對(duì)應(yīng)的半圓心角;η為一次透照長(zhǎng)度對(duì)應(yīng)的半輻射角;T″為一次透照長(zhǎng)度端點(diǎn)處的實(shí)際穿透厚度在射線(xiàn)束中心線(xiàn)上的投影距離。
4 結(jié)語(yǔ)
(1) 射線(xiàn)檢測(cè)對(duì)幾何不清晰度的控制,是通過(guò)控制射線(xiàn)源到工件表面的距離f來(lái)實(shí)現(xiàn)的。DR檢測(cè)因探測(cè)器無(wú)法緊貼被檢工件,對(duì)最小f的控制比其他射線(xiàn)檢測(cè)方法更嚴(yán)格。
(2) DR檢測(cè)時(shí),只有確定了一次透照長(zhǎng)度和探測(cè)器與工件的相對(duì)位置,b才能被準(zhǔn)確計(jì)算。
(3) 對(duì)環(huán)縫進(jìn)行DR檢測(cè),當(dāng)采用源在內(nèi)單壁透照或雙壁單影透照方式時(shí),b隨一次透照長(zhǎng)度的變化而變化,與工件壁厚、工件的內(nèi)徑或外徑、圓心角以及輻射角有關(guān)。
(4) DR檢測(cè)人員應(yīng)深入理解幾何透照條件對(duì)圖像質(zhì)量的影響,在實(shí)際檢測(cè)工作中正確編制工藝文件,通過(guò)準(zhǔn)確計(jì)算b實(shí)現(xiàn)對(duì)最小f的控制,進(jìn)而保障檢測(cè)圖像的質(zhì)量符合要求。
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
