土壓平衡盾構擴徑再制造技術
2023-03-08 02:25:46李懷
建筑機械化 2023年2期
關鍵詞:系統
李 懷
(中鐵隧道局集團有限公司設備分公司,廣東 廣州 511457)
每個城市對地鐵隧道的設計選型不一,地鐵隧道內徑尺寸的影響因素較多,其中最重要的是界限和綜合誤差(測量、施工等各種誤差及結構位移、沉降和變形等)[1],地鐵隧道內徑均在由5 400mm 向5 500mm 甚至更大的尺寸設計和選型。因而大量的管片內徑為5 400mm(開挖直徑6 280mm)的盾構閑置,并且企業需要不斷新購適合管片類型的盾構用于工程建設,這就造成大量的資產浪費和進一步擴大固定資產采購投入。亟須找到一種方法解決這個問題。將這些閑置的和老舊盾構經擴徑改造、再制造應用于管片內徑5 500mm(開挖直徑6 470mm)的工程項目,不僅盤活了企業資產,降低了資源浪費,減少了固定資產投資,同時響應了國家循環經濟和綠色發展號召,也能適應新的項目需求,且后續類似工程項目需求巨大,值得進行研究和推廣。
1 盾構適應性分析
中鐵27 號盾構在重慶、成都和合肥多個地鐵項目使用,累計掘進里程為11.15km,掘進里程已經超出設計壽命里程,但整體機況尚好,直接報廢是資源的浪費,擬擴徑再制造后用于合肥市軌道交通8 號線一期項目施工。如圖1 所示,原配置復合刀盤,開口率為35%,適應本項目開口率需求;適用管片規格6000/5400-1500mm,擴徑再制造后盾構需滿足管片規格6200/5500-1500mm 使用要求。
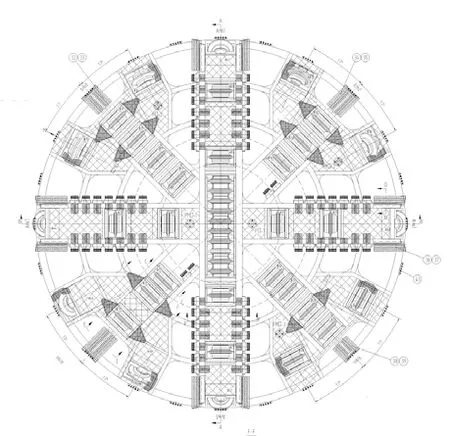
圖1 擴徑改造前刀盤圖紙
對刀盤扭矩、總推力、出渣能力、拼裝機能力、管片吊運、鉸接拖拉力、推進速度等參數進行逐一校核,對不能滿足的系統或結構進行改造。使其能夠完全適應后續項目和施工。具體需要對刀盤結構、前中尾盾進行擴徑改造,對推進系統進行分度設計改造,拖車結構件、拼裝機抓舉板適應性改造。其他部分和系統無須改造,但需恢復其性能,本次按照再制造標準對其他系統進行再制造。
2 擴徑改造方案
2.1 刀盤擴徑改造方案
刀盤開挖直徑由原設計?6 280mm 擴徑為?6 470mm,擴徑方案具體措施如下。
1)割除原有刀盤外圈梁、邊刮刀及邊滾刀刀座,重新制作大圓環;對原有刀盤的輻條及面板按照原走向進行焊接延長處理,并與新制刀盤大圓環焊接成型。
2)將Arm6 輻條上滾刀29#調整至Arm7輻條上,保持軌跡圓半徑2 298mm 不變。Arm6輻條上原滾刀29#旁設置滾刀45#,其軌跡半徑為2 720mm。
3)將Arm2輻條上滾刀30#調整至Arm3輻條上,保持軌跡圓半徑2 374mm 不變。Arm2輻條上原滾刀30#旁設置滾刀46#,其軌跡圓半徑為2 765mm。
4)刀盤擴徑后,原33~44#邊滾刀軌跡向外徑延伸95mm,該批滾刀刀間距不變;重新定位焊接邊滾刀刀座。擴徑改造前后刀盤滾刀軌跡如圖2 所示。
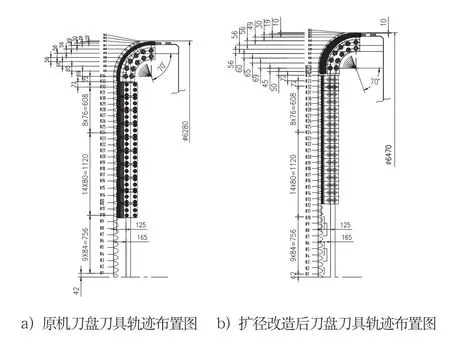
圖2 擴徑改造前后刀盤滾刀軌跡圖
5)因Arm6、Arm2增加兩把滾刀45#、46#,對Arm6、Arm2上的邊刮刀1#、3#、2#、4#尺寸進行重新設計。
6)在新制大圓環上按原刀具布置圓環保護刀。
7)調整優化泡沫和膨潤土刀盤面板沖刷口。
2.2 前盾包殼擴徑改造方案
經大量考察類似改造項目,前盾包殼擴徑改造后能夠滿足使用需求。具體方案為:按照圖3相關角度分布進行組件拼焊,拼焊組件為弧形鋼板+相關筋板等組成。擴徑殼體材質為Q355B,擴徑殼體前后兩端設置加強環板,擴徑殼體與加強環板之間進行焊接,加強環板與原盾體之間進行焊接。擴徑殼體上半部分外圓弧板厚度為20mm,下半部分外圓弧板厚度為40mm,內部加焊環向(40mm 厚)與縱向筋板(30mm 厚),保證其整體剛度、強度及結構穩定性。始發架受力處為95mm 圓弧板。擴徑后前盾鋼結構外徑為?6 440mm,長度維持不變。
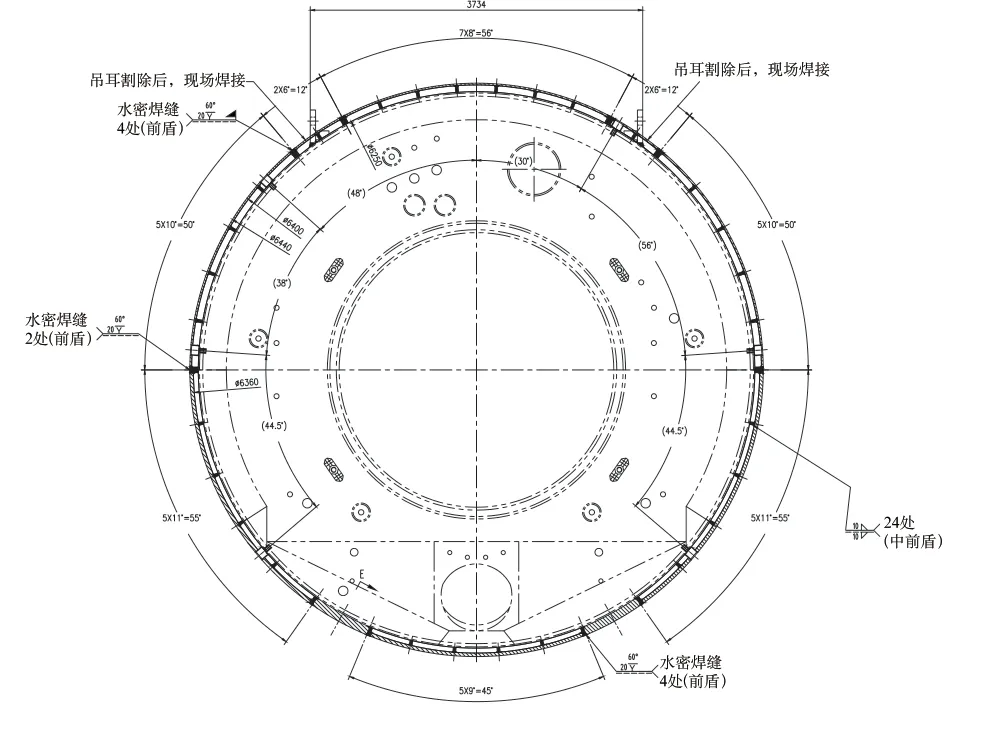
圖3 前盾擴徑改造方案分區圖
2.3 中盾尾盾新制擴徑改造方案
為滿足合肥地鐵工程管片規格?6 200/5 500mm 和22.5°分度需求,需新制尾盾,外徑為?6 420mm,長度不變;另注漿管路、油脂管路、鉸接密封、盾尾密封、盾尾間隙等維持原設計。
鑒于利用原中盾進行包殼擴徑改造后,推進油缸中心并未改變,使用后會產生管片內外翻、“喇叭口”等現象,成型管片質量差。雖在后續對推進油缸撐靴和球頭進行改造設計,限制推進油缸行程和分區油壓等措施后拼裝管片質量有很大改觀[2],但畢竟限制了推進的油壓和推進行程等,降低了盾構適用范圍,本次擴徑改造按照22.5°油缸分度新制中盾,外徑?6 430mm,長度維持不變;其他部分設計參照原中盾進行設計和布置。
2.4 推進系統擴徑改造方案
新制2 根推進油缸及撐靴,將原36°分度推進油缸設計改造為22.5°分度(圖4、圖5)。重新設置推進分區布置和連接管線,將多出不使用的分組內部部分閥組進行封堵,并對控制電路和上位機程序等進行相應改造。
圖4 原油缸布置圖

圖5 改造后油缸布置圖
3 擴徑再制造設計復核
3.1 刀盤扭矩復核
刀盤系統擴徑再制造前后配置的主參數如表1 所示。
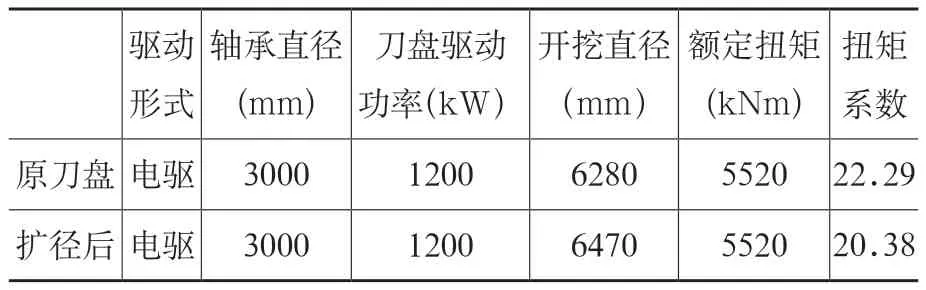
表1 刀盤擴徑再制造前后主參數
按照GB/T 34651-2017《全斷面隧道掘進機-土壓平衡盾構》5.4.2 規定可知:土壓平衡盾構主驅動單元扭矩系數α不宜小于18。根據該標準附錄A 裝備扭矩計算方法-A.2 經驗計算法計算可知原盾構扭矩系數為
擴徑后扭矩系數計算為20.38,滿足要求。
3.2 總推力復核
原盾構的推進系統基本參數如表2 所示。
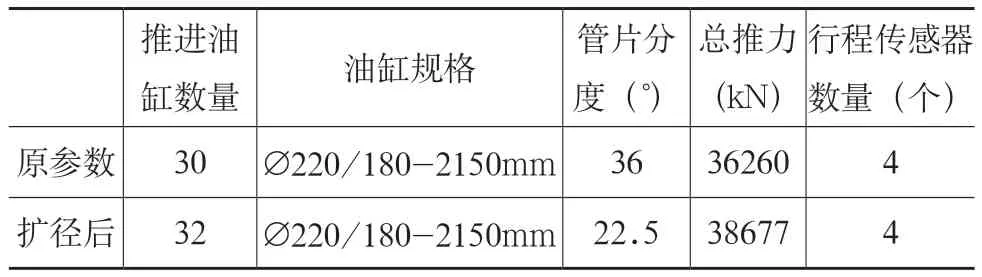
表2 推進系統擴徑再制造前后基本參數
按照GB/T 34651-2017《全斷面隧道掘進機-土壓平衡盾構》附錄B-裝備推力計算方法-B.2 經驗計算法可知,目標工程所需盾構總推力為
其中,P一般取1 000~1 300kN/m2,計算總推力小于盾構擴徑再制造后配置的總推力,且有富余量,滿足后續項目使用。
3.3 鉸接拖拉力復核
原盾構鉸接系統配置14 根?160/80mm 的鉸接油缸,最大鉸接拖拉力7 340kN。盾構擴徑再制造后,為減少卡盾尾幾率,并結合目前6m 級盾構上鉸接系統拖拉力均達到10 000kN 及以上。本次擴徑再制造新制14 根?180/80mm 的鉸接油缸,最大鉸接拖拉力為11 430kN。
3.4 管片拼裝機能力復核
原盾構配置的管片拼裝機參數如表3 所示。
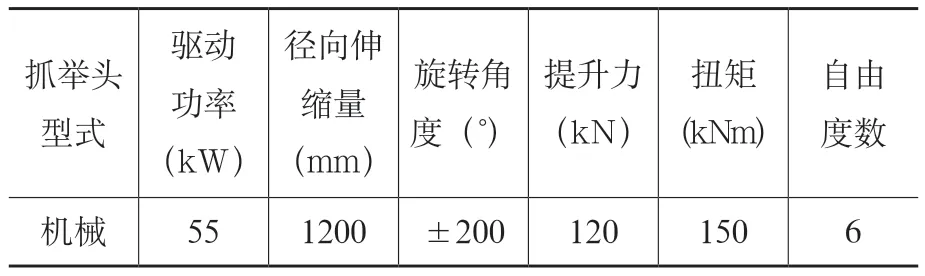
表3 拼裝機主參數
根據圖6 得出原管片拼裝機油缸收回時距離盾構設計圓中心線1 850mm,所以管片拼裝機抓取頭能夠伸出最大距離為3 050mm;后續項目要求管片拼裝機抓舉頭伸出距離不小于5 500/2=2 750mm,小于3 050mm,故原管片拼裝機伸縮油缸配置能滿足要求。
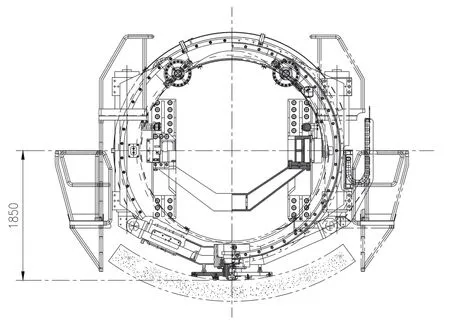
圖6 管片拼裝機行程原機配置圖
旋轉扭矩,經查中鐵裝備和海瑞克廠家管片規格為?6 200/5500-1500mm 盾構拼裝機旋轉扭矩為150kN,與現有配置相同,不需對旋轉扭矩進行改造。
對于拼裝機抓取頭尼龍板與管片內弧面貼合處尺寸做稍微調整,保證抓舉穩定可靠。
3.5 其他系統復核
結構部分經擴徑后,后配套拖車需要增高50mm,具體操作在拖車與輪對結合面加墊50mm厚鋼板,并可適當向管片側移動設備,擴大內部走道板行走空間和避免電瓶車編組剮蹭拖車上設備;另管片輸送裝置上下尼龍板和行走橡膠輪做稍微尺寸調整,保證擴徑后管片完好貼合。
其他系統逐一進行了再制造設計復核,并結合中鐵隧道局集團有限公司大量同尺寸級別盾構施工經驗,擴徑前后,對于螺旋輸送機、皮帶輸送系統、注漿系統、管片吊機、泡沫系統、膨潤土系統、電力電氣系統、油脂潤滑系統、冷卻水系統、導向系統、壓縮空氣系統以及二次通風系統的影響并不大。其余系統仍可以按照原機配置能力使用。
4 恢復性再制造方案
因原中鐵27 號盾構累計掘進已超10km,除整機擴徑新制部分外部分按照土壓平衡盾構再制造標準、全拆全檢恢復性能的原則,對各系統各個零部件進行拆解、清洗、檢查、評估、修復和組裝,重新涂裝并進行整機通電負載調試。以達到擴徑再制造后盾構接近新機的性能標準。
4.1 結構部分恢復性再制造方案
1)對所有結構件噴砂處理外表面油泥、銹跡和殘存的油漆等,更換銹蝕嚴重和變形嚴重的附屬結構件。
2)對關鍵焊縫如刀盤扭腿與法蘭、刀盤主梁、螺旋輸送機焊縫等進行無損探傷檢測,對存在裂紋的進行刨開,重新焊接,過程做好焊接工藝控制,保證修復焊接質量。
3)對繼續使用的刀盤結構件重點檢查磨損、變形和尺寸復核,并針對問題進行堆焊修復、矯形和恢復尺寸。
4)根據地層重新優化布置刀具,并對舊刀具、螺栓等進行更換。
5)對螺旋輸送機葉片磨損、筒體壁厚磨損進行檢查,堆焊恢復葉片高度、筒體壁厚等,磨損嚴重的新制更換。
6)所有結構件按照新機標準進行涂裝。
4.2 液壓系統恢復性再制造方案
1)對液壓拼裝機液壓馬達、螺旋輸送機馬達、液壓泵站液壓泵、液壓閥組閥塊委托專業液壓維修單位;全部分解,逐件進行檢查,更換磨損嚴重件、密封件,并重新組裝、噴涂和測試;按圖紙設計設定溢流閥、減壓閥、安全閥等壓力和流量等參數。
2)盾構所有推進、螺旋輸送機、管片小車、拼裝機和后配套拖拉等油缸委托專業液壓缸廠家進行分解;檢查活塞桿、缸筒、活塞、導向套等磨損、變形和損傷情況,并逐根制定恢復方案;更換所有密封件,完成后組裝,并按新液壓油缸出廠標準進行試驗合格后再使用。
3)整機液壓硬管內部酸洗、鈍化后使用,更換所有液壓膠管和接頭。
4)更換液壓油箱熱交換器、蓄能器等。
5)清洗液壓油箱、更換整機所有液壓油濾芯、損壞的油壓表、溫度表、行程傳感器、溫度傳感器和液位傳感器等。
4.3 動力和傳動部分恢復性再制造方案
1)對主驅動電機、泵站電機等所有電機進行絕緣和電阻檢測,并拆檢更換電機軸承、密封件、損壞的接線端子等;同時檢查聯軸器和彈性墊,磨損嚴重的予以更換。
2)主軸承、拼裝機回轉軸承委托有資質的廠家進行檢查,對內外圈滾道、內外圈滾動體硬度、硬化層深度、磨損量、滾動體相互差、裂紋等進行檢查,對整體跳動、軸向徑向游隙進行檢查;對不合格件進行修復和更換,修配軸承游隙,保證質量。
3)主驅動、螺旋輸送機和拼裝機減速機等行星減速機委托專業減速機廠家對各級齒圈、齒輪、行星架、內部軸承和小齒輪等進行檢查;對磨損和損壞件進行更換,同時更換密封件;完成后整體測試,盡量做到負載測試,過程測量冷卻水道密封性,減速機運行溫升、噪音等,合格后繼續使用;對扭矩限制器進行重新標定后使用。
4)附屬如砂漿攪拌減速機、皮帶減速機、膨潤土罐等減速機清理內部,檢查軸承和齒輪情況,更換損壞件和密封件,重新加注制定規格型號齒輪油。
4.4 電力電氣系統恢復性再制造方案
1)整機變壓器、高壓開關柜、高壓電纜等高壓部分委托專業廠家進行清洗、檢測、評估和修復,并出具檢測合格報告。
2)對整機動力柜、控制柜、開關柜、開關箱和插座箱等內部清理,逐個部件檢查,更換損壞件。
3)更換整機控制電纜、信號電纜、燈具和攝像頭等。
4)更換整機損壞的流量計、壓力傳感器、溫度傳感器、液位傳感器、接近開關、計數器、電磁閥、土壓傳感器和注漿壓力傳感器等。
4.5 油脂潤滑系統恢復性再制造方案
1)更換油脂系統老化的盾尾油脂泵、HBW油脂泵和EP2 油脂泵。
2)多點泵、油脂分配閥、氣動球閥進行拆檢和修復。
3)齒輪油泵系統更換濾芯、熱交換器。
4.6 其他部分恢復性再制造方案
1)人艙和保壓系統委托有資質的廠家進行再制造修復,更換損壞老化件,按新機制造標準進行維修。
2)空壓機委托專業空壓機維修廠家,對空壓機泵頭、熱交換器、儲氣桶等進行檢測維修,更換油濾、油細分離器、空氣濾芯和專業冷卻油等易損件;儲氣罐、儲氣罐壓力表及安全閥標定或更換。
3)導向系統重新標定合格后使用。
4)氣體監測系統有毒有害檢測系統儀器更換使用。
5 擴徑改造后使用情況
該盾構擴徑再制造完成后在合肥地鐵8 號線首個地鐵區間龍湖北路站~北城高鐵站項目掘進順利,日最高掘進30m,月最高掘進450m,故障率低,性能與新機接近;貫通評估設備各系統功能良好,能夠繼續使用。
6 結語
結合目標項目工程地質情況,對中鐵27 號盾構進行適應性擴徑改造,采取對刀盤新制外圈面板輻條延伸擴徑改造和前盾包殼擴徑改造方案,中盾和尾盾進行新制方案,其他部分均按照再制造標準進行恢復性再制造,并結合擴徑改造設計復核,充分驗證了改造方案的可行性和可靠性;按照此方案進行擴徑再制造后整機性能接近于新機性能。該盾構在首個盾構區間掘進期間各系統穩定可靠,故障率低,經評估各系統性能良好,能夠繼續施工使用。該臺套盾構擴徑再制造改造總體成本為1 400 萬元,為新機采購成本的30%~40%,大幅度節約了成本,是企業盤活固定資產降低固定資產投入的一個好的解決方案,為類似工程項目提供了一個好的思路和方法。O
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
