提升拉深模研合率研究淺析
2023-02-10 05:57:54竇曉亮李海平
模具工業(yè) 2023年1期
關(guān)鍵詞:測(cè)量
馮 凱, 魏 穎, 竇曉亮, 郭 強(qiáng), 李海平
(山東濰坊福田模具有限責(zé)任公司, 山東 濰坊 261200)
0 引 言
模具凸、凹模間隙理論上是按照板料料厚設(shè)置,但是在實(shí)際機(jī)床上工作時(shí),由于多種因素導(dǎo)致模具零件間隙不一致,尤其是尺寸較大的模具,會(huì)出現(xiàn)局部頂死,導(dǎo)致其它部位空開,需要鉗工進(jìn)行不斷修研,保證模具零件間隙合理。這不僅增加了鉗工的工作量,導(dǎo)致模具調(diào)試周期延長,同時(shí)研合后的模具零件表面質(zhì)量難以保證,特別是生產(chǎn)的外板零件會(huì)出現(xiàn)亮痕等問題。現(xiàn)以某后圍板零件拉深模為例,對(duì)影響研合率的各種因素進(jìn)行研究,找出關(guān)鍵要因,加以優(yōu)化以提升研合效率。
1 零件簡(jiǎn)介
某車型后圍板拉深件結(jié)構(gòu)如圖1所示,零件形狀相對(duì)平坦,成形深度在100 mm以內(nèi),設(shè)計(jì)初期通過設(shè)置橫向或豎向筋增加零件強(qiáng)度。拉深模工藝設(shè)計(jì)以最小拉深深度為原則確定沖壓方向,壓料面形狀與零件接近,確保各部位材料流動(dòng)均衡,通過合理布置分模線保證正修無負(fù)角,拉深筋按標(biāo)準(zhǔn)隨形布置,采用常規(guī)的矩形板料。

圖1 拉深件工藝結(jié)構(gòu)
2 首次研合率確認(rèn)情況
壓邊圈研合到位后,根據(jù)設(shè)計(jì)提供的壓力參數(shù)與板料尺寸,對(duì)拉深件首件進(jìn)行調(diào)試,通過調(diào)整各部位進(jìn)料阻力,確保材料流入符合CAE模擬進(jìn)料量。調(diào)試首件后,對(duì)工序件涂刷藍(lán)油,按設(shè)計(jì)成形力確認(rèn)模面著色情況,如圖2所示,對(duì)零件的色帶進(jìn)行分析,拉深整體著色率為50%左右,與質(zhì)量要求的整體研合率80%以上存在差距,導(dǎo)致鉗工修研工作量大。

圖2 零件正反面著色情況
3 研合率影響因素分析
現(xiàn)以某液壓機(jī)為例說明模具在機(jī)床上的狀態(tài),如圖3所示,機(jī)床通過3個(gè)液壓缸連接上滑塊,液壓缸通過上滑塊將力傳遞到模具上。由于不同壓力情況下3個(gè)液壓缸的作用不一樣,導(dǎo)致上滑塊在不同壓力下的受力也不一樣,且上滑塊厚度相對(duì)較薄,會(huì)出現(xiàn)彎曲變形,滑塊的彎曲變形會(huì)傳遞到模具上,導(dǎo)致模具也產(chǎn)生微量的彎曲變形,使模具出現(xiàn)研合差異,因此上滑塊的變形是影響研合率的因素之一,另外不同的機(jī)床上滑塊的變形情況也存在差異。

圖3 模具在機(jī)床上工作狀態(tài)
零件成形過程中由于各部位形狀不一樣,材料的拉伸延展存在差異,成形結(jié)束后由原來的各部位等料厚變?yōu)椴坏攘虾瘢偃缒>咄埂寄ig隙按等料厚設(shè)置,在確認(rèn)研合著色時(shí)零件已成形結(jié)束,因此殘余料厚大的地方會(huì)首先接觸,殘余料厚小的部位則處于微量空開狀態(tài),出現(xiàn)著色不一致的情況,因此零件殘余料厚不一致也是影響模具研合率的因素。
頂桿主要為壓邊圈提供壓邊力,現(xiàn)主要研究凸、凹模的研合影響因素,因此頂桿對(duì)凸凹模研合影響較小,不是主要因素。下工作臺(tái)相對(duì)較厚,在工作過程中也存在微量彎曲,但是由于凸模鑲件強(qiáng)度較好,下工作臺(tái)對(duì)凸模影響輕微,下工作臺(tái)變形雖對(duì)研合有影響,但不是主要因素。
拉深凹模一般采用整體鑄造方式,也有部分模具采取箱式結(jié)構(gòu),凹模單獨(dú)鑄造后安裝到上模座中,由于上模通過壓板固定在上滑塊,如果模具零件筋結(jié)構(gòu)布置不合理或強(qiáng)度不夠,則會(huì)在重力作用下產(chǎn)生微變形,同時(shí)由于上滑塊也是變形體,工作過程中因下模強(qiáng)度大于上模,迫使上模減輕孔部位出現(xiàn)變形,造成研合出現(xiàn)差異,因此模具強(qiáng)度也是影響研合的因素之一。
4 研合相關(guān)數(shù)據(jù)收集分析
4.1 模具補(bǔ)償情況
根據(jù)模具首次著色情況,首先對(duì)模具數(shù)模進(jìn)行確認(rèn),模具補(bǔ)償如圖4所示,關(guān)鍵型面區(qū)域?yàn)閺?qiáng)壓區(qū),間隙小于料厚,主要為凹模側(cè)壁區(qū)域微量空開,其它區(qū)域?yàn)榛A(chǔ)區(qū),設(shè)置等料厚間隙,同時(shí)凹模以圖4中橢圓為邊界進(jìn)行補(bǔ)償,通過對(duì)理論間隙值進(jìn)行測(cè)量,中間部位間隙最小,為0.2 mm,主要是消除機(jī)床彎曲變形的影響。

圖4 模具補(bǔ)償
4.2 機(jī)床滑塊變形確認(rèn)
對(duì)機(jī)床上滑塊的平行度進(jìn)行靜態(tài)測(cè)量,如圖5所示,下側(cè)數(shù)據(jù)接近0,上側(cè)數(shù)據(jù)為0.25~0.29,說明上滑塊存在輕微傾斜,同時(shí)中間區(qū)域測(cè)量值-0.03,說明上滑塊中心區(qū)域低于四角高度,存在一定的凹心。

圖5 機(jī)床平行度測(cè)量
4.3 模具不帶工序件間隙測(cè)量
在指定的調(diào)試壓力機(jī)上對(duì)模具的凸、凹模間隙進(jìn)行確認(rèn),通過調(diào)整模具限位高度,確保帶成形制件時(shí)四角間隙基本一致,如圖6所示,四角間隙值基本為(0.52±0.01)mm,以此為基準(zhǔn)對(duì)模具各部位的間隙確認(rèn),通過在模具不同位置布置鉛絲,測(cè)量上模下行到限位高度后鉛絲的殘余厚度,以分析凸、凹模間隙值。通過數(shù)值分析,中間部位間隙最小,實(shí)測(cè)為0.23 mm,與設(shè)計(jì)間隙0.2 mm基本一致,進(jìn)一步對(duì)比其它部位的間隙測(cè)量值,基本符合設(shè)計(jì)的理論間隙,同時(shí)機(jī)床上滑塊凹心對(duì)凸、凹模產(chǎn)生的影響相對(duì)較小。

圖6 模具零件加工間隙實(shí)測(cè)
4.4 模具帶工序件間隙測(cè)量
通過對(duì)成形制件不同位置進(jìn)行割孔,如圖7所示,將其放置在凸模上,在割孔位置布置鉛絲,上模到底后確認(rèn)鉛絲殘余厚度。

圖7 成形制件割孔位置
為了驗(yàn)證不同機(jī)床的影響情況,分別選取了2臺(tái)壓力機(jī)按設(shè)計(jì)壓力參數(shù)進(jìn)行模具帶工序件間隙測(cè)量,通過選取X向和Y向各1組測(cè)量數(shù)據(jù)進(jìn)行對(duì)比,如表1、表2所示,2臺(tái)機(jī)床上測(cè)量的模具零件間隙基本相近,測(cè)量數(shù)值差異0.03 mm以內(nèi),排除0.02 mm的測(cè)量誤差,理論上可認(rèn)為2臺(tái)機(jī)床測(cè)量的模具間隙基本一致。通過確認(rèn)發(fā)現(xiàn),凹模中心設(shè)置的補(bǔ)償在機(jī)床壓力作用下已抵消。

表1 X向?qū)Ρ?mm

表2 Y向?qū)Ρ?mm
將測(cè)量數(shù)據(jù)繪制曲線,如圖8所示,與設(shè)計(jì)強(qiáng)壓間隙趨勢(shì)對(duì)比,發(fā)現(xiàn)實(shí)測(cè)間隙值與設(shè)計(jì)強(qiáng)壓間隙值走勢(shì)基本一致,即強(qiáng)壓部位測(cè)量間隙小,最先與制件接觸,非強(qiáng)壓部位測(cè)量間隙偏大,處于空開狀態(tài)。強(qiáng)壓區(qū)雖然能夠保證制件尺寸精度和外觀質(zhì)量,但是強(qiáng)壓量在一定程度上會(huì)給模具零件研合帶來影響。

圖8 模具零件間隙趨勢(shì)對(duì)比
4.5 相同機(jī)床及不同壓力參數(shù)條件下模具零件間隙測(cè)量
在同一臺(tái)機(jī)床上設(shè)置3種不同的成形壓力,帶工序件壓鉛絲確認(rèn)模具零件間隙,如圖9所示,通過對(duì)比發(fā)現(xiàn),在液壓缸壓力分別為4 800、6 300、7 800 kN情況下,測(cè)量值基本接近,如表3所示。因此制件成形結(jié)束后,確認(rèn)選用的壓力對(duì)研合率結(jié)果影響相對(duì)較小,同時(shí)模具零件補(bǔ)償在較小的壓力下即可抵消。

表3 實(shí)際間隙與理論對(duì)比 mm
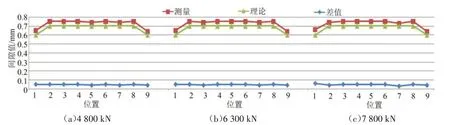
圖9 相同機(jī)床不同壓力間隙測(cè)量對(duì)比
4.6 制件料厚確認(rèn)
利用測(cè)厚儀對(duì)制件料厚進(jìn)行測(cè)量,板料實(shí)際厚度為0.68~0.69 mm,制件成形后料厚為0.6~0.65 mm,如表4所示,料厚波動(dòng)在0.05 mm以內(nèi)。

表4 制件料厚 mm
模擬狀態(tài)下的制件料厚為0.62~0.67mm,如圖10所示,料厚波動(dòng)同樣在0.05 mm以內(nèi)。由于實(shí)際板料厚度較理論偏小0.02 mm左右,實(shí)際測(cè)量的制件料厚與理論制件料厚基本一致,CAE分析的材料減薄情況可作為理論指導(dǎo)依據(jù)對(duì)模具零件型面進(jìn)行強(qiáng)壓再造。

圖10 理論制件料厚
4.7 模具結(jié)構(gòu)確認(rèn)
對(duì)凹模減輕孔及筋的布置進(jìn)行確認(rèn),如圖11所示,制件輪廓沿周布置加強(qiáng)筋,由于制件結(jié)構(gòu)相對(duì)平坦,中間減輕孔按設(shè)計(jì)標(biāo)準(zhǔn)布置,通過模擬確認(rèn),強(qiáng)度符合要求。

圖11 凹模結(jié)構(gòu)
5 分析及改進(jìn)
通過對(duì)該制件拉深模的驗(yàn)證數(shù)據(jù)進(jìn)行分析,得到以下結(jié)論:①機(jī)床凹心對(duì)不帶工序件情況下的凹模影響較小;②凹模補(bǔ)償量只要略大于機(jī)床凹心量,即可完全抵消機(jī)床凹心的影響;③凹模中心補(bǔ)償在較小的壓力作用下即可實(shí)現(xiàn)抵消;④強(qiáng)壓補(bǔ)償要以制件成形后的料厚為依據(jù)進(jìn)行補(bǔ)償。
通過對(duì)比模具首次研合著色情況與模具強(qiáng)壓設(shè)置情況發(fā)現(xiàn),著色部位與強(qiáng)壓設(shè)置部位基本一致,強(qiáng)壓部位設(shè)置負(fù)間隙0.1 mm,制件成形后的料厚波動(dòng)量?jī)H為0.05 mm,因此初步判斷強(qiáng)壓量在該制件中略大,建議調(diào)整為0.05 mm。
6 改進(jìn)效果
通過對(duì)局部強(qiáng)壓部位重新加工,強(qiáng)壓量保留0.05 mm,加工完成后對(duì)首次研合狀態(tài)進(jìn)行確認(rèn)。與調(diào)整強(qiáng)壓量前的首次研合情況進(jìn)行對(duì)比,強(qiáng)壓量調(diào)整后著色面積明顯提升,約65%~70%,如圖12所示,為后期研合減少了工作量,對(duì)整個(gè)調(diào)試效率的提升具有重要意義。

圖12 二次加工后首次研合對(duì)比
7 結(jié)束語
模具研合率是一個(gè)系統(tǒng)性問題,需要不斷地分析改進(jìn)逐步實(shí)現(xiàn)提升,通過在研合過程中模具零件間隙數(shù)據(jù)的不斷收集完善,形成不同制件研合前后模具零件間隙的數(shù)據(jù)庫。模具調(diào)試人員與工藝人員共同分析研究,最終模具補(bǔ)償經(jīng)驗(yàn)值將會(huì)越來越完善,CAE模擬減薄分析與現(xiàn)場(chǎng)調(diào)試越來越接近,實(shí)現(xiàn)基于CAE模擬減薄分析數(shù)據(jù)的全型面間隙補(bǔ)償,達(dá)到模具“零”拋光、“零”研合的目標(biāo),降低調(diào)試過程勞動(dòng)強(qiáng)度,提升調(diào)試效率,縮短制造周期,為顧客提供滿意的汽車覆蓋件。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
