制備再生橡膠的單螺桿擠出機喂料段流場分析及結構參數優化
2023-02-07 12:49:10李成宇呂曉龍呂柏源
橡膠工業 2023年1期
關鍵詞:效率
李成宇,呂曉龍,呂柏源
(1.青島科技大學 機電工程學院,山東 青島 266061;2.青島科技大學 中德科技學院,山東 青島 266061)
螺桿擠出機是橡膠加工的重要設備,廣泛應用于輪胎、膠管、密封膠條、電線電纜等橡膠制品以及再生橡膠的制造。其中,螺桿是核心部件,對擠出機的性能起著決定性作用[1-5]。在單螺桿擠出機擠出制備再生橡膠的過程中,喂料段十分重要,在很大程度上影響著再生橡膠的產量和生產效率[6-9]。喂料段螺桿設計過程中,影響生產效率的參數主要有螺槽深度(H)、螺桿導程(S)和螺棱寬度(e)。
本工作采用有限元分析軟件Fluent對Ф150 mm單螺桿擠出機喂料段進行流場分析和結構參數優化,研究H,S和e對物料流動行為和流動速度的影響,比較各模擬結果并得到各參數對喂料段輸送效率的影響,為優化制備再生橡膠的單螺桿擠出機喂料段結構提供參考。
1 建立模型
1.1 幾何模型
本工作基于的單螺桿銷釘擠出機制備再生橡膠所用的模型,喂料段螺桿采用等距等深,長徑比為4(螺桿直徑和長度分別為150和600 mm),通過改變H,S和e模擬物料最大流動速度,并討論這3個參數對喂料段輸送效率的影響。
單螺桿喂料段幾何模型如圖1所示。
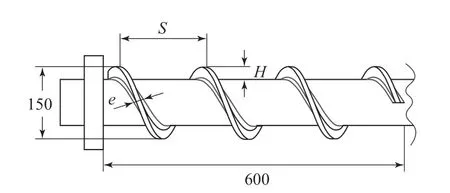
圖1 單螺桿喂料段模型Fig.1 Model of single screw feeding section
1.2 數學模型
在進行流場模擬計算時,因考慮到流場幾何形狀、物料性質、流動狀態和加工條件等因素造成的流場復雜性,同時流場物料流動過程需滿足工程的近似要求,做基本假設如下[10-12]:
(1)聚合物為非牛頓流體;
(2)聚合物熔體為紊流流動;
(3)忽略慣性力和重力的影響;
(4)聚合物在流道中全部充滿。
描述流場連續性方程、運動方程和能量方程為

式中,v為物料流動速度(m·s-1),p為壓力(Pa),τ為應力張量(Pa),η(r.)為剪切速率作用粘度(Pa·s),D為形變速率張量(s-1)。
為既能描述在高剪切速率下假塑性流體的流變性質,又可描述在低剪切速率下牛頓流體的流變性質,選用Carreau模型表征η(r.):

式中,η∞為物料無窮剪切粘度(Pa·s),η0為零剪切速率時的粘度(Pa·s),λ為粘彈性特征時間(s),n為非牛頓指數。
1.3 網格劃分
本工作模型采用智能網格劃分,同時使用線尺寸控制單元格大小,并對必要位置進行網格加密,以達到均勻劃分網格和提高計算精度的目的[13]。喂料段流體域網格實體模型如圖2所示。

圖2 喂料段流體域網格實體模型Fig.2 Solid model of fluid domain of feeding section
1.4 邊界條件確定
物料與機筒內表面為無滑移邊界,即相對于機筒內表面與機筒內表面接觸的物料流動速度為零,且與螺槽底部和螺棱側面分別接觸的物料隨螺桿作圓周運動[14-15]。螺桿表面轉速隨螺桿轉速的變化而變化,假定螺桿轉速為60 r·min-1。
2 模擬結果分析
2.1 H對喂料段輸送效率的影響
在e和S分別取10.5和180 mm的條件下,采用數值模擬方法分析H對單螺桿擠出機喂料段輸送效率的影響,H變化范圍以H≈(0.125~0.170)d[7](d為螺桿直徑)為基礎進行計算設定。圖3為H取不同值時單螺桿擠出機喂料段流場流動速度矢量圖。
從圖3可以看出:隨著H的增大,喂料段流場流動速度分布規律變化不大;當H取27 mm時物料平均流動速度為0.293 m·s-1,當H取30 mm時物料平均流動速度為0.272 m·s-1,當H取33 mm時物料平均流動速度為0.245 m·s-1;隨著H的增大,流場內物料最大流動速度減小,喂料段輸送效率降低。

圖3 H取不同值時單螺桿擠出機喂料段流場流動速度矢量圖Fig.3 Flow velocity vector diagrams of flow field of feeding section in single screw extruder with different values of H
2.2 S對喂料段輸送效率的影響
在e和H分別取10.5和27 mm的條件下,采用數值模擬方法分析S對單螺桿擠出機喂料段輸送效率的影響,S變化范圍以S=πdtgθ(θ≈17°~22°)[7]為基礎進行計算設定。圖4為S取不同值時單螺桿擠出機喂料段流場流動速度矢量圖。
從圖4可以看出:隨著S的增大,喂料段流場流動速度分布規律變化不大;當S取170 mm時物料平均流動速度為0.305 m·s-1,當S取180 mm時物料平均流動速度為0.293 m·s-1,當S取190 mm時物料平均流動速度為0.279 m·s-1;隨著S的增大,流場內物料最大流動速度減小,喂料段輸送效率下降。

圖4 S取不同值時單螺桿擠出機喂料段流場流動速度矢量圖Fig.4 Flow velocity vector diagrams of flow field of feeding section in single screw extruder with different values of S
2.3 e對喂料段輸送效率的影響
在S和H分別取170和27 mm的條件下,采用數值模擬方法分析e對單螺桿擠出機喂料段輸送效率的影響,e變化范圍以e=(0.06~0.08)d[7]為基礎進行計算設定。圖5為e取不同值時單螺桿擠出機喂料段流場流動速度矢量圖。
從圖5可以看出:隨著e的增大,喂料段流場流動速度分布規律變化不大;當e取9.0 mm時物料平均流動速度為0.309 m·s-1,當e取10.5 mm時物料平均流動速度為0.305 m·s-1,當e取12.0 mm時物料平均流動速度為0.307 m·s-1,即隨著e的增大,流場內物料流動變化并不明顯。

圖5 e取不同值時單螺桿擠出機喂料段流場流動速度矢量圖Fig.5 Flow velocity vector diagrams of flow field of feeding section in single screw extruder with different values of e
3 結構參數優化
3.1 正交試驗
采用正交試驗方法[16-17]對擠出機喂料段結構參數進行優化,正交試驗參數設計如表1所示。
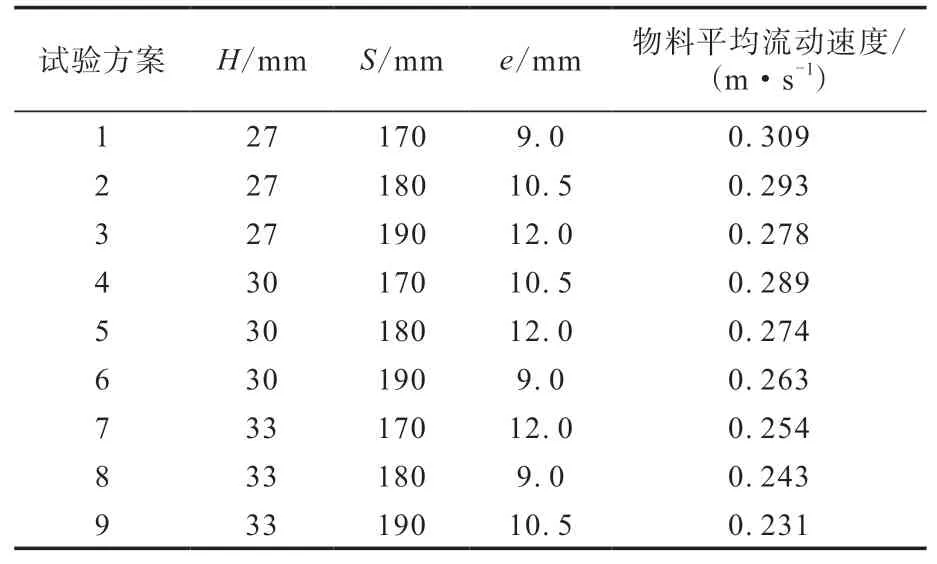
表1 正交試驗參數設計Tab.1 Design of orthogonal experimental parameters
3.2 單因素試驗
以正交試驗方案1為基礎,確定H為27 mm和S為170 mm,改變e的取值,得出物料平均流動速度隨著e變化的曲線如圖6所示;確定H為27 mm和e為9.0 mm,改變S的取值,得出物料平均流動速度隨著S變化的曲線如圖7所示;確定S為170 mm和e為9.0 mm,改變H的取值,得出物料平均流動速度隨著H變化的曲線如圖8所示。

圖7 物料的平均流動速度隨著S變化的曲線Fig.7 Curve of average flow velocities of material with S
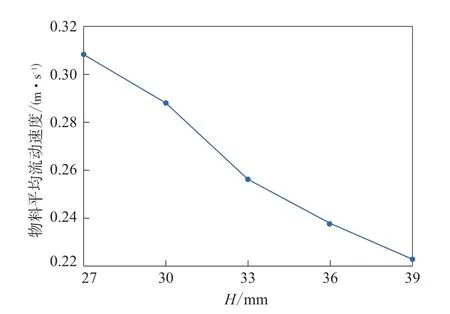
圖8 物料的平均流動速度隨著H變化的曲線Fig.8 Curve of average flow velocities of material with H
3.3 優化結果
在選擇最優方案時,物料流動速度是考察喂料段輸送效率的最主要因素。
從圖6—8可以看出,H和S對喂料段輸送效率影響較大,e對物料流動速度影響不大。考慮到螺槽有效輸送容積,e應較小為好。當H,S和e分別取值為27,170和9.0 mm時,喂料段輸送效率較大。

圖6 物料的平均流動速度隨著e變化的曲線Fig.6 Curve of average flow velocities of material with e
4 結論
采用有限元分析軟件Fluent,對制備再生橡膠的Ф150單螺桿擠出機喂料段三維流場進行模擬,可得出以下結論。
(1)H對喂料段輸送效率影響較大,隨著H的增大,流場內物料平均流動速度減小,喂料段輸送效率下降;隨著S的增大,流場內物料平均流動速度減小,喂料段輸送率下降;隨著e的增大,流場內物料平均流動速度變化并不明顯,但為了增大螺槽有效輸送容積,在保證其強度和剛度的前提下,應盡可能減小e。
(2)采用正交試驗法,得出單螺桿擠出機喂料段優化結構參數為:H27 mm,S170 mm,e9.0 mm。采用該優化設計的單螺桿擠出機可提高再生橡膠的生產效率。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32