微量潤滑銑削加工研究進展
2023-02-04 03:34:32王宇劉長福
金屬加工(冷加工) 2023年1期
關鍵詞:研究
王宇,劉長福
遼寧石油化工大學 遼寧撫順 113001
1 序言
機械加工是制造過程中的一個重要過程,從可持續性的角度來看應給予重視,因為它對生產成本以及各種重要部件的壽命和性能有直接影響。切削液的主要作用是潤滑和冷卻,能在金屬制品的加工中提高生產率。在加工過程中,切屑在刀具表面的運動和刀具正前方金屬工件的剪切流動所產生的摩擦會導致切削力的增大和溫度的升高。在切削液的幫助下,切削力可以在較低的切削速度下降低,使得刀具可以以適度的切削速度進行加工,同時也可以減少或消除容易損壞高速切削工具的熱量[1]。通過使用更高的切削速度來減少加工,從而提高生產效率。
切削液主要用于機械加工中的冷卻潤滑,以及清洗刀具和工件,防止刀具生銹。選擇適合金屬切削加工的潤滑技術和切削液,能夠減少刀具磨損,提高生產加工效率,降低表面粗糙度。澆注式潤滑使用噴嘴將大量切削液噴射到切削工作區域,以達到冷卻潤滑的目的。然而,這種冷卻潤滑方式不僅增加了使用成本,而且嚴重危害操作人員的身體健康。
由于大量使用切削液,將出現熱沖擊、濕切削刀片切削和損壞等問題,這將影響刀具性能[2]。研究表明,在一定的環境條件下,工件表面殘留的切削液會使加工表面出現細小的裂紋,嚴重影響工件的性能。
除此之外,切削液的使用成本較高,切削液的購買、處理和處置成本占總制造成本的7%~17%[3]。此外,這種高比例的切削液成本也得到了其他研究和公司的證實。BENEDICTO等人[4]報告稱,在汽車行業,冷卻潤滑成本占總制造成本的16%~18%。德國社會事故保險公司(German Social Accident Insurance)的一份報告還指出,與切削流體相關的成本約占制造總成本的16%。在MQL應用方面處于領先地位的福特汽車公司(Ford Motor Company)在大規模生產中大量使用MQL系統,其報告稱,溢流技術的成本占動力總成制造總成本的10%~17%[5]。圖1清楚地描述了這些百分比。

圖1 總制造成本的各種成本比例[5]
切削液的高消耗量和高成本,其毒性和不可生物降解性會給切削液廢液處理工作增加使用成本,大量的切削液還會對操作人員健康產生有害影響,這些都使澆注式潤滑成為一種即將被淘汰的冷卻策略[6]。“雙碳”戰略倡導綠色、環保、低碳的生活方式。加快降低碳排放步伐,有利于引導綠色技術創新,提高產業和經濟的全球競爭力。因此,為了支持可持續加工的理念,實現2030年前碳達峰、2060年前碳中和的目標,可以通過盡可能少地使用切削液來優化切削液的用量和適當選擇環保無害的切削液類型,來取代傳統的澆注式潤滑。
在過去幾年里,人們逐漸引入替代加工技術來取代傳統的澆注式潤滑,如干式加工、半干式加工、微量潤滑技術和低溫冷卻加工技術。切削液在各種加工方式中的應用如圖2所示[7],此外,使用新開發的切削流體,即離子液體和固體潤滑劑(微流體和納米流體)進行加工也是可行的,與傳統澆注式潤滑相比,其具有更明顯的冷卻潤滑效果[8]。

圖2 切削液在各種加工方式中的應用
干式加工正成為一種越來越受歡迎的替代解決方案,因為加工可以在不使用任何切削液的情況下完成,因此具有很高的可持續性且節省了切削液的使用和處理成本。它非常適用于某些刀具材料,例如碳化物和陶瓷,因為它們能夠在高切削溫度(約760℃或更高)下保持硬度。在干燥的環境中使用硬質合金刀具進行高速加工時,工件的表面粗糙度優于較低切削速度下的加工效果。對于高速加工來說,在使用切削液時可能會產生相反效果,因為過量的切削液永遠無法到達刀具末端的最高溫區域,因此不可能維持刀具上的均勻溫度,這是該冷卻潤滑技術的局限性[9]。
綠色切削技術的發展歷程如圖3所示,分為4個階段:干式切削技術、低溫氣冷潤滑技術、微量潤滑技術和復合微量潤滑增效技術[10]。微量潤滑技術是一種準干式切削方法,將壓縮氣體和極少量的潤滑劑(通常為30~100mL/h)的混合物霧化,形成微米級別的液體霧滴,噴入切削區發揮冷卻潤滑作用。它是由克洛克等德國研究人員在1997年提出的。微量潤滑技術已被證明可以減少切削液的使用、減小切削力及延長刀具使用壽命,常用于各種金屬材料的加工。
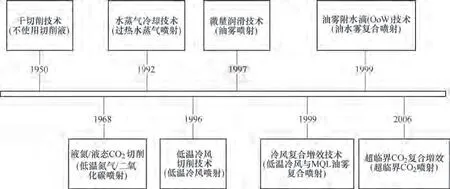
圖3 綠色切削技術發展歷程[10]
MQL系統可以通過消除溢流冷卻技術來節省大量的成本。與傳統技術相關的成本包括用水量、冷水機、過濾設備、泵和管道以及廢水處理。在高壓下運行的輸送系統增加了投資和維護成本。福特汽車公司進行了一項為期10年的生命周期研究,比較了機械加工與注水加工和MQL系統之間的成本,研究表明,MQL加工能夠實現超過15%的成本節省[11,12]。盡管這項研究依賴于工件和終端用戶的具體要求,但很明顯,在接近干燥的條件下可以實現相當大的節省。因此,MQL是克服澆注式潤滑和干式切削目前存在問題的一大解決方案。
2 微量潤滑加工技術的發展
自MQL提出以來,世界各地的專家學者都對MQL進行了研究。表1列出了近20年MQL相關文獻的數目統計。MQL能產生更好的表面質量、降低切削力以及延長刀具壽命的能力已在許多研究文獻中得到證明,這些研究文獻對MQL冷卻潤滑技術在各種不同加工條件下進行了試驗,包括工件材料、刀具材料、切削液、加工參數和MQL參數的范圍。在不同的試驗條件下,MQL的切削力、表面完整性、刀具磨損和切屑形貌均超過常規切削液方法[13]。

表1 近年MQL文獻數目[13]
德國在20世紀90年代啟動了干切削技術研究框架項目“Production 2000”,該項目由機械廠、工具廠和汽車廠等18家企業和9家大學研究機構共同開發[14]。因此,德國在高速干式切削領域處于領先地位,該技術在德國企業中得到廣泛應用。隨著機械加工的日益復雜,干式切削的局限性越來越明顯。美國、日本、意大利和加拿大等國家積極開展小型潤滑切削技術研究,已成功加工出航空結構件和汽車動力總成等重要零件[15-18]。
據文獻報道,國內已經經過MQL的應用、不同材料的切削特性、MQL機理、MQL系統參數、器件性能優化和加工環境質量評價等發展過程,開展了針對MQL的研究,研究歷程如圖4所示[19]。

圖4 國內MQL研究歷程[19]
3 微量潤滑加工技術研究現狀
3.1 微量潤滑技術性能研究
國內外學者對微量潤滑這種綠色切削加工技術進行了一系列的研究工作。
在表面質量方面,KAYNAK在3種不同的冷卻潤滑環境下對Inconel 718進行車削,發現MQL和低溫車削比干燥環境獲得了更好的表面質量[20]。EMAMI等人也支持這一點,用MQL磨削也能在Al2O3陶瓷上獲得良好的表面質量[21]。此外,從4種不同類型切削液的結果可以得出結論,使用加氫裂化基油可以提高MQL加工性能,獲得比合成油更高的表面質量。
切削液方面,WANG Y等人也研究了使用不同類型的MQL切削液對GH4169和Inconel 718的磨削效果,結果表明,在使用蓖麻油的加工過程中,使用微量潤滑技術可獲得表面粗糙度值最小的最佳表面質量[22]。
此外,SHARMA和SIDHU指出,表面粗糙度與切削溫度密切相關,在他們的研究中發現,MQL成功地將切削溫度降低了50%,從而提高了AISI D2鋼在車削后的表面質量[23]。在RABIEI等人進行的磨削試驗中,在硬質鋼(特別是HSS和100Cr6)上使用MQL系統也能獲得比浸水技術更好的表面質量[24]。
同樣,MQL系統也被報道在切削力方面是有益的。KAYNAK根據Inconel 718車削的試驗結果得出結論,在MQL、低溫和干式加工條件中,MQL加工在低切削速度下顯著降低了所有3個力分量[20]。RABIEI等人也證實了這一說法,即MQL系統可以減少硬質鋼中相當大的切向和法向磨削力分量。此外,他們的磨削試驗表明,減少切向力將降低功耗,因為潤滑劑適當地存在于接觸區,這種有效的潤滑能適應更好的滑動和摩擦效應,創造更好的切削條件。
SULAIMAN等人認為,加工難加工材料的重要問題之一是刀具的快速磨損[25]。通常會出現3種類型的刀具磨損,即側面磨損、位于切割線深度的缺口磨損和最后位于耙面的坑磨損。刀具磨損的發生是因為加工過程中產生的高溫導致熱軟化,所以當切削刀尖受到高壓應力時,會進一步導致切削刃的塑性變形。MQL加工被證明在減少刀具磨損方面具有優勢。SARIKAYA和GüLLü對使用3種不同的MQL切削液車削非磁性鈷基高溫合金(L-605)的研究結果表明,當以較低的切削速度和較高的MQL流體流速使用蔬菜基切削液時,可實現最小的切口磨損[26]。當KAYNAK研究MQL系統在Inconel 718車削過程中的影響時,發現MQL條件下的刀具磨損率在車削過程的前150s與低溫條件下的表現相當。一般來說,與干燥條件相比,通過MQL加工能顯著減少刀具磨損。
除了表面粗糙度、切削力和刀具磨損,加工過程中產生的切屑在MQL冷卻潤滑條件下也比在其他環境下更好。KAYNAK報告稱,使用Coolube 2210EP的Inconel 718的MQL車削比使用液氮(LN2)和干燥環境的低溫車削生產的芯片螺距更小。在低溫冷卻條件下生產的芯片更厚,以節段形式出現,其螺距也比在MQL和干燥條件下生產的更大。EMAMI等人在另一項研究中分析了使用幾種不同類型的切削液對氧化鋁Al2O3陶瓷進行MQL磨削的性能,發現MQL加工生產的芯片是干的,這使得回收過程更容易,因為制造商不需要再干燥芯片,同時使其更清潔地生產。此外,GUPTA等人提供了使用MQL車削Ⅱ號純鈦工件后收集的芯片樣品的更詳細描述。收集到的芯片有2種形態,即長帶狀和小螺旋狀。芯片的表面也被觀察到光滑、平坦、發光和有光澤。這是由于MQL降低了工作區域的切削溫度,防止形成堆積邊緣[27]。
3.2 微量潤滑技術切削液研究
自從引入MQL系統以來,在使用不同類型切削液的許多加工過程中都取得了成功。一般來說,MQL切削液將以在水中濃度不同的植物油或油乳化液的形式應用,用以冷卻和潤滑刀具與工件區域[28]。
用于MQL加工的切削液有幾個重要的要求,即必須是可生物降解的、高度穩定的和具有高潤滑效果的,以滿足可持續和低油耗加工的需求。植物基油和合成酯是MQL加工中應用最廣泛的2種切削液,其具有良好的生物降解性[29]。KHAN和DHAR研究發現,與傳統金屬加工液相比,植物基油具有更強的吸壓能力,用植物基油進行加工可以提高金屬去除率,減少蒸發和霧化造成的損失等[30]。
這些好處也在幾個不同的研究中得到了證實,包括鉆孔[31,32]、車削[33]和銑削[34]。同樣,合成酯由于沸點高、閃點高和黏度低,被觀察到表現出與植物油相似的特性[35]。一些研究甚至報告,合成油的加工性能優于植物油和礦物油[36]。綜上所述,植物基油和合成酯都是礦物油等其他類型切削液的較好替代品,其具有無毒和生物降解性,使用它們作為MQL的加工切削液是更環保和健康友好的選擇[29,37]。
3.3 微量潤滑技術目前遇到的問題
微量潤滑技術因其能夠獲得更好的表面質量、降低切削力以及延長刀具壽命,已被報道為一種有較大發展前景的解決方案,這些特性已在許多研究文獻中得到證明,這些研究文獻對MQL冷卻潤滑技術在各種加工過程中的可能性進行了試驗,包括工件材料、刀具材料、切削液、加工參數范圍和MQL參數的范圍。然而,微量潤滑的加工性能仍然有一定的局限性。
MQL具有較好的潤滑性能,但是冷卻性能卻滿足不了一些加工的降溫要求,加工過程不能保證溫度始終處于可控范圍內。這是因為微量潤滑液滴沒有完全吸收熱量,并通過空氣對流將其帶走,所以累積的熱量會導致刀具斷裂、液滴蒸發和零件變形等問題[4,38-40]。
由于缺乏足夠的文獻,人們對難加工材料(如鈦合金、鎳基合金、熱噴涂涂層)的MQL加工知之甚少。因此,有必要探索這種材料在MQL條件下的加工性能[29]。
在微量潤滑車削、銑削等加工過程中,由于切屑堵塞,切屑無法完全從切削區沖洗出去。堵塞的切屑攜帶大量的熱量,且微量潤滑技術冷卻性能不足,會使工件變形,損壞刀具[41]。
此外,還需要更多的研究,以探索最佳的MQL操作條件,如壓力、流量、氣油比、噴嘴設計、距離、噴嘴角度、噴嘴數量以及加工參數(如工件和刀具材料),以確保高效的加工性能[29]。
MQL加工的能力會被較高的切削速度限制,因為高速切削可能導致切削力的增加,也無法使切削液完全到達工件與刀具區域[20,28]。
MQL缺乏分析液滴穿透和流動行為的數值模型,對于小面積輸油的最佳液滴尺寸以及克服著陸、穿透、結合、壁面粘附、流動一致和均勻噴霧等問題有待進一步研究與討論[5]。
微量潤滑加工系統的使用成本較高,大量的使用成本源于微量潤滑加工系統的采購、運行和維護[3]。
氣動MQL會導致各種問題[42]。首先,高壓氣體容易分散和散布小液滴,增加PM10和PM2.5。PM10和PM2.5都會對操作人員的呼吸系統構成嚴重威脅,會導致過敏、肺炎和癌癥。其次,液滴的表面可能會逐漸變低,射流的穿透、吸附和潤濕作用就會不足。高黏度生物潤滑劑的霧化效果不理想。粒徑大、粒徑分布不均勻及表面活性低等因素都將影響切削區的成膜性能。
3.4 微量潤滑發展現狀
對于MQL與微流體的結合,MARQUES等人揭示,在Inconel 718車削過程中,在MQL系統中添加MoS2和石墨,延長了刀具壽命(特別是添加MoS2微粒時,壽命延長了46%),降低了表面粗糙度,與單獨的MQL系統相比,切削力略有降低[43]。此外,SARTORI等人還分析了微流體MQL的影響,方法是在Ti6AI4V 1級車削過程中,在水溶液中加入植物油和石墨中的PTFE顆粒,然后將結果與浸水和干燥條件進行比較。研究證實,在各種條件中,添加微粒的加工效果最好,加工工件的表面完整性最好,刀具壽命最長。這是因為微粒通過形成粘附在刀具表面的保護層減少了摩擦[44]。
納米MQL加工也有利于提供更好的潤滑,納米顆粒能夠防止切削液立即從切削區釋放,納米添加劑可以保留油顆粒。RAHMAN等人的一項研究顯示,在Ti6AI4V車削加工過程中,在植物油(菜籽油和特級初榨橄欖油)中添加納米顆粒,能夠提供良好的表面粗糙度(特別是在菜籽油中添加納米顆粒的MQL加工,表面粗糙度值Ra比MQL加工低57.95%),延長刀具壽命,降低切削溫度[45]。DAMBATTA等人也進行了一項試驗,評估了用不同濃度的SiO2基納米流體磨削Si3N4陶瓷的摩擦學性能,從他們的研究中發現,濃度越高,其表面質量就越好,磨削力的降低效果越顯著[46]。NMQL潤滑條件下的工件表面質量最佳,且發生“粘附”的概率明顯降低,不同潤滑條件下工件的表面形貌如圖5所示[47]。
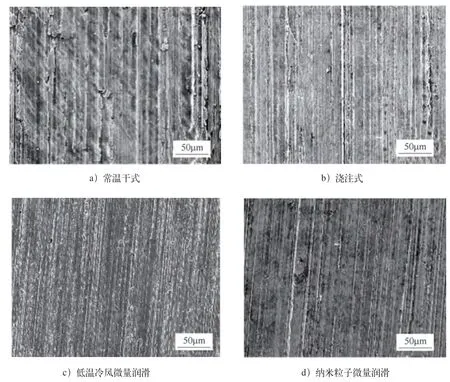
圖5 不同潤滑條件下的工件表面形貌[46]
盡管MQL體系與離子液體(ILS)的結合不如其他組合或先進技術那么受歡迎,但其加工性能仍優于MQL體系加工。ABDUL SANI等人的一篇研究文章調查了添加到改性麻瘋樹油(MJO)中的不同類型的ILS在碳鋼(AISI 1045)的MQL加工過程中的影響。結果表明,與合成酯相比,ILS能成功地將摩擦系數降低了2%~3%,切削力降低了4%~5%,切削溫度降低了7%~10%[37]。用2種氟型離子液體(親水性和疏水性)在植物油和聚乙二醇中應用MQL技術對AISI 1055鋼進行銑削。研究表明,與純植物油相比,植物油中的親水性ILS在較高的切削速度下切削力較低,而植物油中的疏水性ILS在較低的切削速度下切削力較低。親水ILS被認為是高速加工中的潛在解決方案,因為升高的切削溫度可以釋放離子液體中的氟,然后它可以很容易地與切屑表面結合,這一作用減小了切屑在刀具上的粘附性[48]。
近年來,除對MQL系統進行改造外,冷風氣體MQL加工也很受歡迎。MONDAL等人將MQL技術與CO2低溫冷卻相結合進行車削操作,并比較了與獨立CO2低溫冷卻和干燥條件下的效率[49]。3055鋁合金表面粗糙度在MQL和與CO2結合的低溫冷卻條件下優于干燥條件下。WIKA等人在一項使用MQL、超臨界CO2和驅油技術對AISI 304不銹鋼進行銑削加工的研究中也顯示了表面粗糙度值的顯著降低(與驅油相比下降了約30%)和刀具壽命的顯著提高[50]。
另一方面,ALLU等人在Inconel 718上采用MQL系統和液氮(LN2)低溫冷卻相結合的車削工藝,得出結論:與MQL、低溫、浸水和干燥技術相比,這種混合冷卻可以產生形貌均勻的長而連續的芯片[51]。在SHOKRANI等人進行的另一項研究中,他們分析了Ti6AI4V在各種冷卻潤滑條件(即MQL+LN2、MQL、低溫和浸水條件)下的銑削性能,結果表明,低溫冷卻和MQL系統的組合能夠比浸水技術延長刀具壽命30倍,在低切削速度下達到最長的刀具壽命(1198min)。這是因為混合加工在切削區提供了有效的冷卻和潤滑,因此可以大大減少刀具磨損度[52]。盡管如此,也有報道稱,在測試的冷卻潤滑條件中,MQL在高切削速度下仍能提供最佳和穩定的表面粗糙度。
冷壓縮空氣對MQL加工的影響也是改善MQL加工性能的可行解決方案。冷壓縮空氣流可以通過渦旋管和冷風槍噴嘴來實現,以保持溫度在0℃以下[53]。SINGH等人開發了一種將MQL系統與Ranque-Hilsch渦流管(RHVT)相結合的系統,并將其應用于的車削過程中。研究表明,與獨立的MQL系統相比,該系統能夠改善高達15%~18%的表面粗糙度。此外,在MQL系統和RHVT技術下,刀具磨損和切削力也呈下降趨勢[54]。LOPES等人也贊同MQL和冷空氣的積極影響,認為組合方法可以降低切削溫度和切屑堵塞。然而,對AISI 4340在MQL+CCA、MQL+砂輪清洗射流、MQL條件和浸水4種條件下的磨削過程進行研究,發現驅油技術即使使用大量的切削液也能獲得最佳的效果[55]。
4 結束語
MQL技術領域雖然取得了許多的成果,但仍存在理論體系不完善、設備發展瓶頸等問題。由于缺乏標準的理論指導,MQL的最佳工藝參數難以確定,限制了最佳切削效果的實現。有必要研究影響MQL霧化特性的因素,明確MQL的冷卻潤滑機理,聯系切削液類型、切削液流量、制冷劑液滴、溫度與噴霧場、液滴及霧滴等參數,為MQL的應用提供理論基礎。
目前的研究大多基于MQL來討論切削參數對刀具磨損機理和工件表面完整性的影響。當前MQL設備自動化程度較低,無法準確控制工藝潤滑參數。然而,這些潤滑參數對工件質量、刀具磨損和切削力有重大影響。研究表明,在MQL系統中,工藝潤滑參數存在一個最優值。通過最優工藝參數,可以在有限的條件下獲得最好的冷卻潤滑加工效果以及最好的工件表面質量。在生產加工中,減少刀具磨損和降低工件表面粗糙度是非常重要的。因此,精確控制工藝MQL參數值十分重要。
未來要實現MQL技術在機械加工行業的普及,還要繼續增進對于MQL技術原理的探索。目前僅憑控制變量對照試驗還不足以解釋相對于傳統澆注潤滑方式MQL能夠憑借微米級的潤滑液達到相同或類似效果的核心原理。想要改進MQL技術的冷卻性能和潤滑性能,就要對MQL系統參數、不同潤滑劑的選擇以及潤滑劑定量的選擇進行系統地研究,并根據試驗和模擬試驗研究微量潤滑對于不同加工形式切削力系數等參數的影響,為MQL技術的廣泛應用提供理論和論據支持與指導。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19