探傷樣棒搬運的雙桁架機器人系統設計
2022-12-21 11:57:26楊海濤豐飛孫占榮陳凡
機械工程師 2022年12期
關鍵詞:指令
楊海濤,豐飛,孫占榮,陳凡
(1.江蘇集萃華科智能裝備科技有限公司,江蘇 無錫 214000;2.華中科技大學,武漢 430000;3.華中科技大學 無錫研究院,江蘇 無錫 214000)
0 引言
特鋼棒材在鑄造生產出來后,需要經過一系列精整作業才能達到客戶需要的品質和要求[1-2]。在特鋼棒材精整作業產線中有一個非常重要的環節,即特鋼棒材的內外缺陷探傷,用于保證特鋼棒材的質量[3-4]。棒材經過多輥矯直機后,需要進行樣棒表面和內部探傷,對棒材的表面和內部質量缺陷進行檢測[5-6],以達到保證棒材質量的目的。
目前,國內外鋼廠采用的棒材質量的內外傷探傷機絕大多數都是國外進口的。該類探傷機在工作一段時間(大約4~8 h)后,內外探傷的檢測精度會下降[7-8]。根據探傷機檢測原理及標定原理,需要針對生產線所生產的棒材直徑系列準備多種直徑的樣棒,同一直徑的棒材質量檢測標定需要采用對應直徑的樣棒來實施。
現有鋼廠生產的棒材除了具有不同形狀的截面外,還具有不同的截面尺寸,而且還要求探傷樣棒的規格與對應的棒材規格一致,從而導致對應探傷樣棒也具有多種規格,且數量巨大。現有的特鋼棒材生產企業,對探傷樣棒采用分布式簡易樣棒架隨機放置的儲存方式,探傷樣棒取放和轉運也通常由人工采用天車起吊和轉運的方式,上述樣棒儲存及物流方式不僅會占用大量的廠房空間,尤其占用大量的廠房地面,而且效率低,并且在樣棒起吊過程中存在滑落、碰撞等安全風險。
因此,在探傷樣棒標定過程中,需要根據生產的特鋼樣棒的粗細、缺陷類型等選用不同規格探傷樣棒,定時將探傷樣棒搬運到輸送線上,運到探傷機上對其進行標定,以保證探傷機的檢測精度[9-10]。
本文針對鋼廠探傷樣棒的搬運和存儲,設計研發了一套雙桁架機器人系統,包括兩個桁架機器人和樣棒立體倉儲庫,桁架機器人負責在探傷機需要標定時將探傷樣棒從樣棒立體倉儲庫搬運到輥子輸送線上,在探傷機標定完成后將樣棒從輥子輸送線上取回,并放回到樣棒立體倉儲庫相應的位置,用于減少樣棒存儲占用的空間,增加工作人員操作的安全性,并減少人工搬運的成本。
1 桁架機器人系統介紹
探傷樣棒搬運的智能桁架機器人系統主要由雙桁架機器人、樣棒立體倉儲庫、輥子輸送線、電控柜,以及多種不同規格的探傷樣棒等組成。探傷樣棒搬運的雙桁架機器人系統的外形如圖1所示。
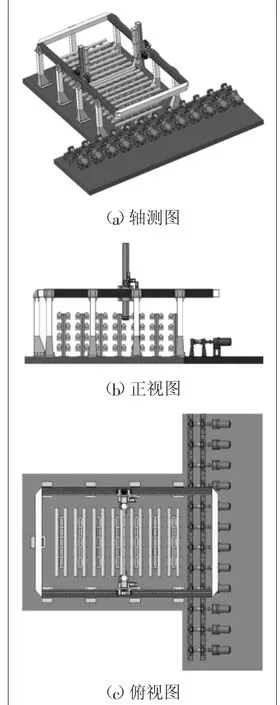
圖1 桁架機器人系統結構
本文開發的雙桁架機器人系統,可實現特鋼廠超重探傷樣棒的抓取、轉運與放置的自動化作業,并且在電動夾持末端執行器的輔助下,可保證探傷樣棒轉運的安全性。此外,在滾筒輸送線的輔助下,可實現從樣棒立體倉儲庫到探傷機輸送線的遠距離安全物流轉運,從而提升鋼鐵等行業棒材精整作業的自動化水平。
2 桁架機器人及樣棒立體倉儲庫
本節主要介紹探傷樣棒搬運的雙桁架機器人及樣棒立體倉儲庫的設計[11-13]。
2.1 桁架機器人的結構設計
由于本項目中需搬運的樣棒質量均是重載的,且樣棒長度均為4 m,為了保證樣棒搬運的平穩性和可靠性,采用雙桁架機器人的結構設計(如圖2),在兩個桁架機器人配備的末端執行器的夾持下實現探傷樣棒的可靠搬運。

圖2 雙桁架機器人系統組成
單桁架機器人主要由水平直線運動模組、水平電纜拖鏈、水平直線運動驅動傳動模組、模塊化載板、豎直直線運動驅動傳動模組、豎直直線運動模組、強力夾持末端執行器、重力補償氣缸模組及支撐立柱模組等組成[14],其具體結構如圖3所示。
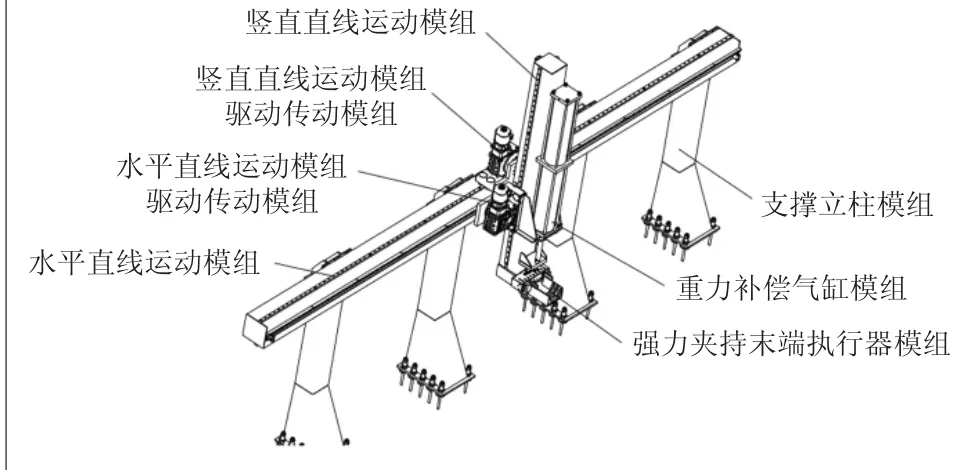
圖3 單桁架機器人的結構
單桁架機器人的支撐立柱模組通過地腳螺栓固定在地面,并能夠通過地腳螺栓調整立柱的位姿。水平直線運動模組安裝在支撐立柱模組的頂部;水平直線運動模組的導軌可移動配合連接模塊化載板,模塊化載板包括載板基體,水平直線運動驅動傳動模組與豎直直線運動驅動傳動模組安裝在載板基體上。水平直線運動驅動傳動模組和豎直直線運動驅動傳動模組均安裝于載板基體上,水平直線運動驅動傳動模組的輸出齒輪和豎直直線運動驅動傳動模組的輸出齒輪分別與水平直線運動模組的斜齒輪和豎直直線運動模組的斜齒嚙合。
夾持末端執行器安裝在豎直直線運動模組的下端,包括強力電動夾持手爪、左端防脫落夾持機構、右端防脫落夾持機構。
2.2 樣棒立體倉儲庫的結構設計
樣棒立體倉儲庫結構如圖4所示,每個樣棒立體倉儲物料架均采用相同結構。樣棒立體倉儲物料架包括支撐立柱、與支撐立柱垂直連接的多根橫梁,多根橫梁將相鄰的支撐立柱連接起來,從而增強樣棒立體倉儲物料架的強度。可根據待存儲和放置樣棒數量及空間布局,布置多個立體倉儲物料架,每個樣棒物料架上可放置多個樣棒,從而實現大量不同規格樣棒的立體倉儲,減小樣棒立體倉儲的占地面積。

圖4 樣棒立體倉儲庫結構
3 桁架機器人控制系統
3.1 桁架機器人控制系統的組成
桁架機器人控制系統由產線控制計算機、現場控制計算機、PLC控制器、伺服驅動器、伺服電動機、接近傳感器、限位傳感器等組成,如圖5所示。該控制系統具有以下優點:1)可靠性高,抗干擾能力強;2)配套齊全,功能完善,適用性強;3)易學易用,編程語言簡單;4)系統的設計、建造工作量小,維護方便,容易改造。由于該棒材項目設計的桁架機器人屬于一類典型的直角坐標系機器人,不需要求解復雜的逆運動學,由于運動控制精度要求不高,運動控制算法相對簡單。在此基礎上,綜合考慮硬件成本和開發周期,選擇該系統作為本項目最終的實施方案。
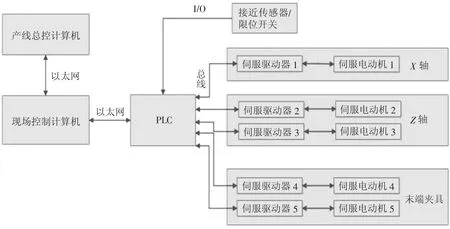
圖5 桁架機器人控制系統組成
桁架機器人控制系統分為兩級系統:一級系統為產線控制系統;二級系統為桁架機器人現場控制系統。其中一級系統采用產線總控計算機,二級系統采用現場控制計算機(工控機),產線總控計算機和現場控制計算機之間采用以太網網絡通信(TCP/IP協議)。桁架機器人系統可以通過一級系統在總控室進行操控,也可以通過二級系統在生產線現場上直接控制。
3.1.1 產線總控計算機控制
產線總控計算機通過以太網總線與PLC控制器實現通信,負責向PLC控制器發送樣棒取放任務的相關指令,并接收PLC控制器發送的相關信息,實時監控桁架機器人的運動狀態和相關信息。人機交互界面用于顯示桁架機器人的故障信息、樣棒取放任務選取、桁架機器人調試模塊,以及桁架機器人運動狀態信息等。該控制系統主要實現雙桁架機器人X軸伺服運動、Z軸伺服運動及末端夾持器的伺服運動。X軸運動只有1個伺服電動機,Z軸運動具有2個電動機,要求控制2個電動機保持同步運動,2個末端夾持器各有1個伺服電動機控制。桁架機器人X軸伺服電動機和Z軸2個伺服電動機通過西門子伺服電動機自身配備的絕對編碼器實現基于位置的精確閉環伺服控制。桁架機器人到達指定位置停止后由制動器對電動機進行鎖緊操作,末端夾持器上安裝有接近傳感器,可以對桁架機器人上是否有棒料進行檢測和判斷。
3.1.2 現場控制計算機
現場控制計算機采用工控機作為核心控制模塊,負責與產線控制系統及PLC控制器之間的通信,接收現場控制計算機的控制指令,并對PLC控制器發送控制指令,同時配備控制面板作為人機交互設備,對系統參數進行設置和記錄,以及桁架機器人控制指令的下發。
PLC控制器負責接收現場控制計算機發送的控制指令,與伺服驅動器進行通信,一方面接收伺服驅動器發送的狀態信息和傳感器信息,另一方面對桁架機器人的伺服驅動器發送動作指令,控制伺服電動機執行相關動作。伺服驅動采用西門子伺服驅動器,PLC控制器與西門子伺服驅動器之間采用Profinet總線通信。
桁架機器人采用西門子伺服電動機自帶的絕對編碼器來實現X軸、Z軸及末端執行器基于位置的閉環伺服控制,它們到達指定位置停止運動后由制動器對電動機進行鎖緊操作。在X軸和Z軸運動的機械極限位置安裝有限位開關,用于桁架機器人運動行程的監控和保護。末端夾持器上安裝有接近傳感器,可實現對桁架機器人末端夾持器上是否有樣棒的檢測和判斷。
現場控制計算機可以控制雙桁架機器人的精確的同步伺服運動及末端夾持器的夾持和釋放操作,并與產線總控計算機通過以太網總線等實現信息和指令的通信。
3.2 雙桁架機器人控制系統的選型
桁架機器人控制系統的選型如下:產線總控計算機和現場控制計算機均選用研華工控機IPC-610L;PLC控制器選用西門子S7-1500系列PLC,CPU 1511T-1 PN;伺服驅動器選用西門子的S120;電動機選用1FK7系列電動機,該系列電動機與SINAMICS S120高性能驅動系統的有機結合,可以完成速度和位置的精確控制,并具有很強的過載能力。X軸電動機選用西門子的同步伺服電動機1FK7080-2AF71-1RB0,Z軸兩電動機選用西門子的同步伺服電動機1FK7100-2AC71-1RB0;末端夾持器兩電動機選用西門子的同步伺服電動機1FK7081-2AC71-1CB0;人機交互界面設備(控制面板)選用西門子的KTP1200,按鍵+觸摸操作,12 in 6.5萬色顯示,集成Profibus DP接口。
4 桁架機器人樣棒取放工作流程
桁架機器人實現樣棒取放的工作流程主要包括樣棒出庫、樣棒下料及樣棒入庫操作3個步驟,其流程如圖6所示。

圖6 桁架機器人樣棒取放的工作流程
4.1 樣棒出庫
產線總控計算機(或現場控制計算機)發送樣棒(樣棒型號:No.XX)出庫指令給PLC控制器,PLC收到指令后調用樣棒型號數據庫,查看該指令對應的樣棒在樣棒立體倉儲庫中的位置,并調用桁架機器人該型號樣棒取樣出庫操作的PLC子程序,最后下達指令給伺服驅動器控制桁架機器人各軸依次動作到達各個工位并進行相應操作。
4.2 樣棒下料
產線總控計算機(或現場控制計算機)發出樣棒下料指令給桁架機器人PLC控制器,PLC控制器下達指令給伺服驅動器控制桁架機器人實現樣棒下料操作。下料操作完成后桁架機器人到達預設位置,等待樣棒入庫操作指令。
4.3 樣棒入庫操作
產線總控計算機(或現場控制計算機)發出樣棒(樣棒型號:No.XX)入庫指令給桁架機器人PLC控制器,PLC控制器收到指令后調用樣棒型號數據庫,查看該指令對應的樣棒在樣棒立體倉儲庫中的位置,并調用桁架機器人該型號樣棒入庫操作的PLC子程序,下達指令給伺服驅動器控制桁架機器人各軸依次動作到達各個工位并進行相應操作。最后,樣棒運回樣棒立體倉儲庫中相應位置,完成樣棒入庫操作。入庫操作完成后桁架機器人到達初始位置1,等待新的指令。
5 結論
本文針對石鋼棒材精整作業的重載探傷樣棒搬運工作,研制了一套雙桁架機器人系統,包括兩個單桁架機器人和一個樣棒立體倉儲庫。詳細介紹了該桁架機器人系統的結構設計、控制系統設計,最后將桁架機器人取放探傷樣棒的工作流程進行了詳細分析說明。后續該方案將在工廠進行實際實施應用。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27