電主軸前蓋加工工藝分析及夾具設(shè)計(jì)
2022-12-21 11:57:32曾福輝羅萍
機(jī)械工程師 2022年12期
關(guān)鍵詞:工藝設(shè)計(jì)
曾福輝,羅萍
(廣東省技師學(xué)院,廣東 惠州 516100)
0 引言
盤類零件是機(jī)械加工中常見的典型零件之一,它的應(yīng)用范圍廣泛。本文主要以電主軸的前蓋為例,并做詳細(xì)分析。
前蓋是高速電主軸非常重要的機(jī)械零件,其主要作用為:1)實(shí)現(xiàn)軸承外圈的軸向定位;2)防塵和密封,除零件本身內(nèi)部的迷宮結(jié)構(gòu)可以防塵和密封外,也常與密封件配合以達(dá)到密封的效果,以此來(lái)隔絕異物進(jìn)入主軸;3)主軸運(yùn)轉(zhuǎn)時(shí),可起到傳遞轉(zhuǎn)矩和緩沖吸震的作用,使電主軸的轉(zhuǎn)動(dòng)平穩(wěn)。因此該零件應(yīng)具有足夠的強(qiáng)度、剛度及耐磨性,以適應(yīng)前蓋的工作條件。該零件的主要工作表面為前后端面及內(nèi)外圓,還有零件上的孔位尺寸和位置精度等。本文對(duì)于高速電主軸固定座加工工藝規(guī)程及夾具設(shè)計(jì)的主要任務(wù)為:完成電主軸前蓋零件加工工藝規(guī)程的制定及以精銑為主的銑床專用夾具的設(shè)計(jì)。通過(guò)對(duì)零件結(jié)構(gòu)的工藝性分析,了解電主軸前蓋的外形輪廓及技術(shù)要求,主要加工面及基準(zhǔn)的選擇,從而編制加工工藝規(guī)程;對(duì)于夾具設(shè)計(jì),首先通過(guò)對(duì)零件加工工藝的分析,選取定位基面,然后根據(jù)切削力的大小和生產(chǎn)規(guī)模來(lái)確定夾緊方式,從而設(shè)計(jì)出合理高效的工裝夾具,以達(dá)到高精度、高效率、高品質(zhì)的生產(chǎn)要求。
1 工藝分析
1.1 電主軸前蓋的作用
電主軸前蓋是一種用于連接其他零件或增加其他零件強(qiáng)度的機(jī)械零件。本文所述的電主軸前蓋是回轉(zhuǎn)面和平面的結(jié)合,內(nèi)部由各階梯孔組成,端面及側(cè)面設(shè)置有若干沉臺(tái)孔、過(guò)孔及螺紋孔,其要求有較高的耐磨性、較高的強(qiáng)度及回轉(zhuǎn)穩(wěn)定性。它是電主軸空氣清潔系統(tǒng)的重要組成部分,因此它對(duì)于機(jī)器加工零件的精度及電主軸的使用壽命都有不可忽視的影響。
1.2 電主軸前蓋的加工工藝分析
此電主軸前蓋輪廓形狀復(fù)雜,需要進(jìn)行多個(gè)工序來(lái)完成,結(jié)合其結(jié)構(gòu)特點(diǎn)、使用效果及經(jīng)濟(jì)性等要求,現(xiàn)將具體工序分述如下:工序一為下料,鋸床切割成棒料;工序二為車,精車外形輪廓;工序三為銑,鉆底孔、精銑孔及攻牙;工序四為不變色熱處理(47~51 HRC);工序五為精磨外圓及端面;工序六為去毛刺及清洗;工序七為堵孔;工序八為終檢。
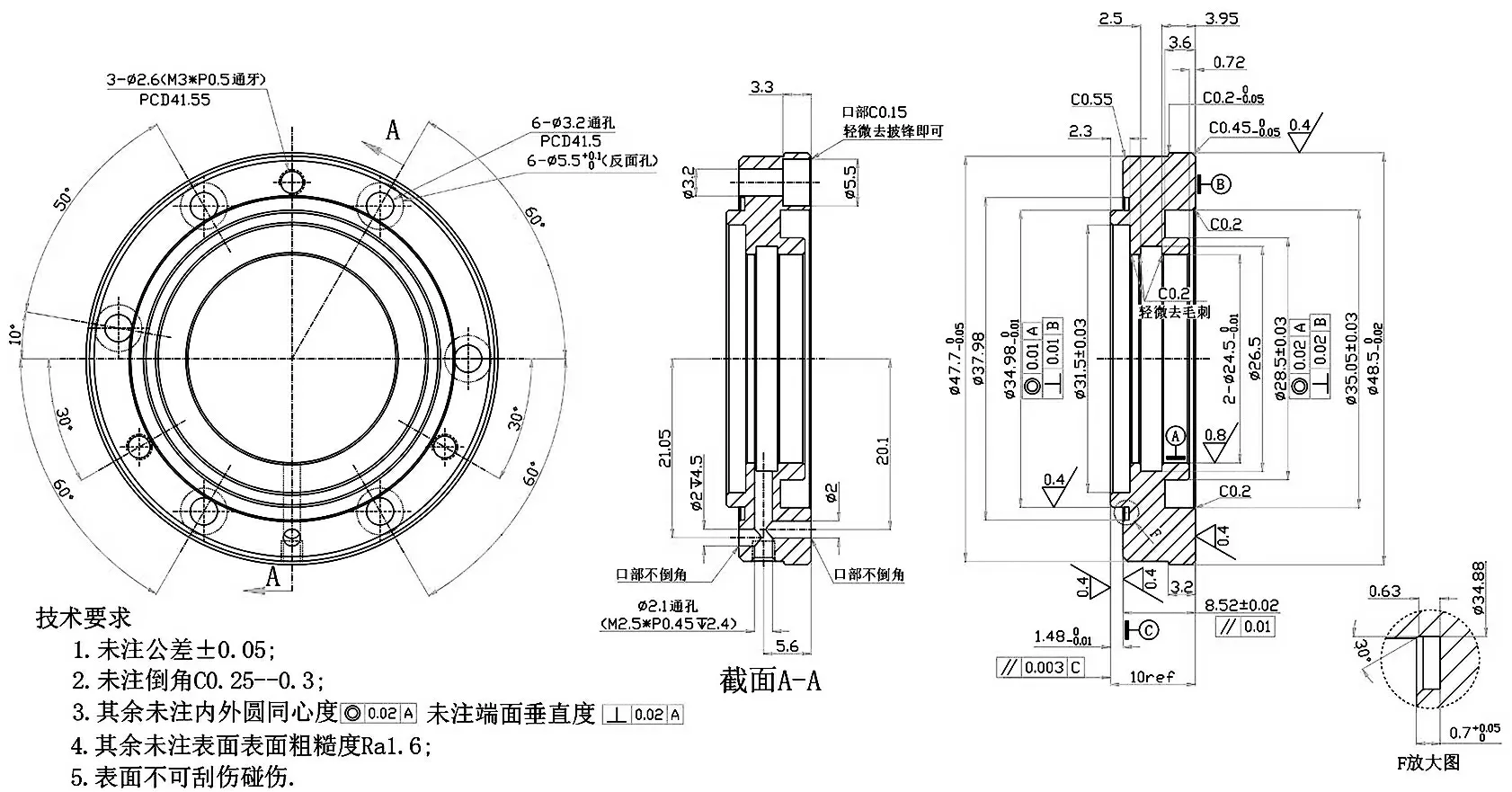
圖1 電主軸前蓋零件圖
從以上分析可知,該零件在批量生產(chǎn)條件下,需要在工序三中采用專用的夾具進(jìn)行鉆底孔、精銑孔及攻牙等加工來(lái)保證尺寸精度及位置精度,同時(shí)提高加工效率。因此,我們需要編制合理有效的加工工藝規(guī)程及設(shè)計(jì)相關(guān)工裝夾具。
2 夾具設(shè)計(jì)
本文所述加工工件為電主軸前蓋,通過(guò)工藝分析可知,精銑加工端面及側(cè)面上的沉臺(tái)、過(guò)孔及螺紋孔需要設(shè)計(jì)專用夾具。工件的裝配基準(zhǔn)為底面和φ24.5 mm內(nèi)孔,本工序銑床鉆孔及攻牙,所加工的孔為IT9級(jí)精度,裝配基面及定位孔已精加工過(guò),使用專用夾具精銑加工孔系。
2.1 夾具主體結(jié)構(gòu)設(shè)計(jì)
本夾持裝置所采用的CNC銑床的旋轉(zhuǎn)式快速定位工裝,包括夾具主體、工件、壓蓋及鎖緊螺釘,夾具主體設(shè)置有矩形凹槽,矩形凹槽中設(shè)置有若干個(gè)定位凸起,若干個(gè)定位凸起沿其外側(cè)均分布有若干個(gè)設(shè)置于夾具主體上的避空通孔,定位凸起設(shè)置有螺紋孔,工件安裝于定位凸起上,壓蓋蓋在工件上,通過(guò)鎖緊螺釘與螺紋孔相互固定,將壓蓋壓緊工件并鎖定于定位凸起上。
2.2 定位元件設(shè)計(jì)
在完成工序二之后,前蓋的底面和φ24.5 mm內(nèi)孔已經(jīng)加工完成,就是利用該零件上已加工的孔及端面作為定位基準(zhǔn),配合夾具主體上設(shè)置的圓柱銷,通過(guò)壓蓋及螺釘實(shí)現(xiàn)工件的鎖緊定位。定位最終設(shè)計(jì)如圖2(b)所示。

圖2 夾具主體結(jié)構(gòu)
2.3 夾緊裝置設(shè)計(jì)
由于電主軸前蓋的生產(chǎn)規(guī)模為大批量生產(chǎn),現(xiàn)有技術(shù)中,一般都使用單向定位夾具來(lái)夾持定位,操作起來(lái)比較麻煩,穩(wěn)定性也不太好,且加工復(fù)雜工件時(shí)需多次手動(dòng)裝卸夾具、固定工件,效率低下、費(fèi)時(shí)費(fèi)力且生產(chǎn)成本較高,加工精度也因此降低。因此本道精銑工序夾具夾緊方式為旋轉(zhuǎn)式快速定位夾緊。在夾具主體的其中一側(cè)設(shè)置有圓柱體延伸部,另一側(cè)設(shè)置有頂尖孔。其中,若干個(gè)柱形圓臺(tái)狀的定位凸起(圓柱銷)分別陣列式地均勻分布于矩形凹槽內(nèi)。工件設(shè)置有與柱形圓臺(tái)相配合的卡槽,定位凸起的外圓與工件卡槽為間隙配合。工件的端面設(shè)置有若干個(gè)通孔,若干個(gè)端面孔與若干個(gè)避空通孔的位置相互對(duì)應(yīng)且大小一致。其中,夾具主體的一側(cè)通過(guò)機(jī)床三爪卡盤夾持圓柱體延伸部,另一側(cè)通過(guò)頂尖孔與定位基準(zhǔn)相互配合固定支撐,并隨機(jī)床三爪卡盤同步旋轉(zhuǎn)。
3 夾具的工作原理
加工時(shí),機(jī)床的三爪卡盤夾持圓柱體延伸部,固定夾具主體的左側(cè),機(jī)床的頂尖與夾具主體中的頂尖孔相互配合以固定支撐右側(cè),并且夾具主體隨機(jī)床三爪卡盤進(jìn)行同步圓周旋轉(zhuǎn)以實(shí)現(xiàn)工裝的裝夾,同時(shí)將工件的卡槽對(duì)準(zhǔn)定位凸起,通過(guò)卡槽與定位凸起的精密間隙配合,將工件安裝于定位凸起上,再把壓蓋放在工件的端面上,將鎖緊螺釘擰入定位凸起中的螺絲孔,使壓蓋壓緊工件,從而實(shí)現(xiàn)“一次裝夾,加工多面”的加工效果。
4 夾具的優(yōu)越性
旋轉(zhuǎn)式的整體設(shè)計(jì),可使夾具在一次裝夾中同時(shí)實(shí)現(xiàn)工件的多面加工,簡(jiǎn)化了加工復(fù)雜工件時(shí)裝卸夾具和固定工件,同時(shí)可避免因多次裝夾而造成的工件重復(fù)定位誤差,從而影響加工質(zhì)量。此外,在加工零件的不同面時(shí),通過(guò)機(jī)床數(shù)控程序控制實(shí)現(xiàn)工件的自動(dòng)旋轉(zhuǎn)轉(zhuǎn)換,并精準(zhǔn)定位,可確保加工出來(lái)的機(jī)械零件孔位精準(zhǔn)。這種夾具實(shí)現(xiàn)了從固有技術(shù)的單面加工到新型多面加工的有效升級(jí),大大減少了人工裝夾、調(diào)試及產(chǎn)品加工的時(shí)間,節(jié)省了加工成本,提高了生產(chǎn)效率,同時(shí)保證了加工精度及運(yùn)行穩(wěn)定性,其尺寸精度可以得到更有效的控制。操作方便,通用性高,可裝夾不同型號(hào)類似的工件。
5 結(jié)語(yǔ)
通過(guò)本次設(shè)計(jì)得到了機(jī)械零件合理有效的加工工藝規(guī)程及工裝夾具設(shè)計(jì)的方法和步驟,從中得到新的啟發(fā),同時(shí)也提高了運(yùn)用理論知識(shí)解決實(shí)際問(wèn)題的能力,培養(yǎng)了在加工工藝規(guī)程編制及工裝夾具設(shè)計(jì)方面的知識(shí),更進(jìn)一步提升了思考問(wèn)題的能力和解決問(wèn)題的創(chuàng)新能力。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03