數控車床加工外圓尺寸精度控制的一種新方法
2022-12-21 11:57:36范明明
機械工程師 2022年12期
范明明
(臺州技工學校,浙江 臺州 318000)
0 引言
浙江省單考單招職業技能操作考試機械類專業考試中,考生可以選擇數控車工、數控銑工、普通車工、鉗工4個工種中的1項進行考試。數控車工項目的圖樣尺寸精度要求較高,尺寸公差等級、公差帶代號不一致,尤其是外圓尺寸較多,尺寸分數占比大,因此想要取得高分,必須保證按要求完成外圓尺寸加工[1-2]。常規的按基本尺寸編程,再通過修改磨損來控制精度的方法無法滿足對精度控制的要求。因此本文針對外圓尺寸的控制,選擇采用了統一偏差編程(所有外圓根據偏差分布情況,選擇最容易計算的上偏差或下偏差進行編程),加工過程中再根據實際測量尺寸與目標尺寸(精加工完成后所要得到的最終尺寸,由于存在測量誤差,零件加工完成后受形變、溫度等條件的影響產生的尺寸誤差,不同檢測量具之間存在的檢測誤差等,因此目標尺寸一般要求控制在上下偏差的中間值,即如圖1中的φ38±0.012 mm外圓,盡量控制目標尺寸為φ38.00 mm)的偏差值,分次修改磨損的方式控制精度,而對于機床精度較差的情況下,需要再結合分次修改磨損后根據實際加工情況修改程序坐標的方式進行尺寸修正[3-4]。
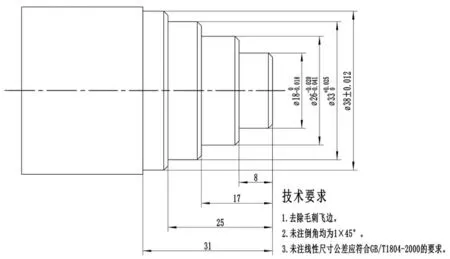
圖1 外圓零件圖
1 圖樣工藝分析
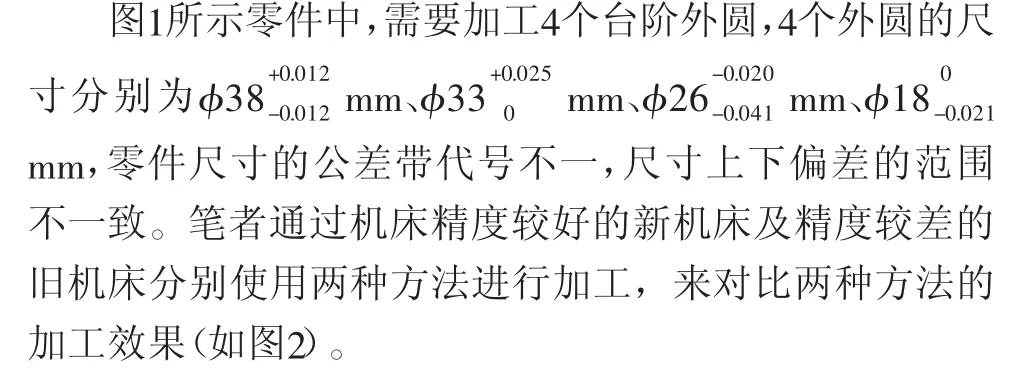

圖2 新機床(左圖)及舊機床(右圖)
2 實驗驗證
2.1 常規的控制方式(使用精度好的新機床進行加工實驗)
常規的加工方式是直接進行編程后,修改磨損控制尺寸,圖1所示公差的零件不容易控制尺寸精度的加工情況如表1所示。
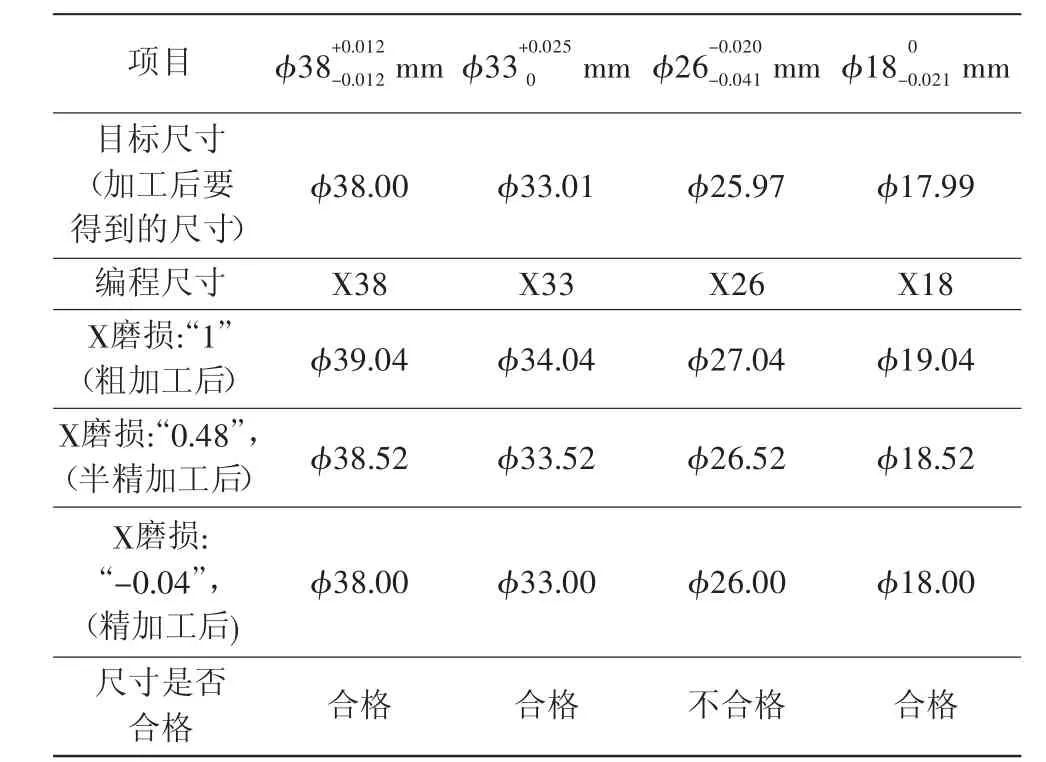
表1 常規方法機床精度較好的新機床的加工情況
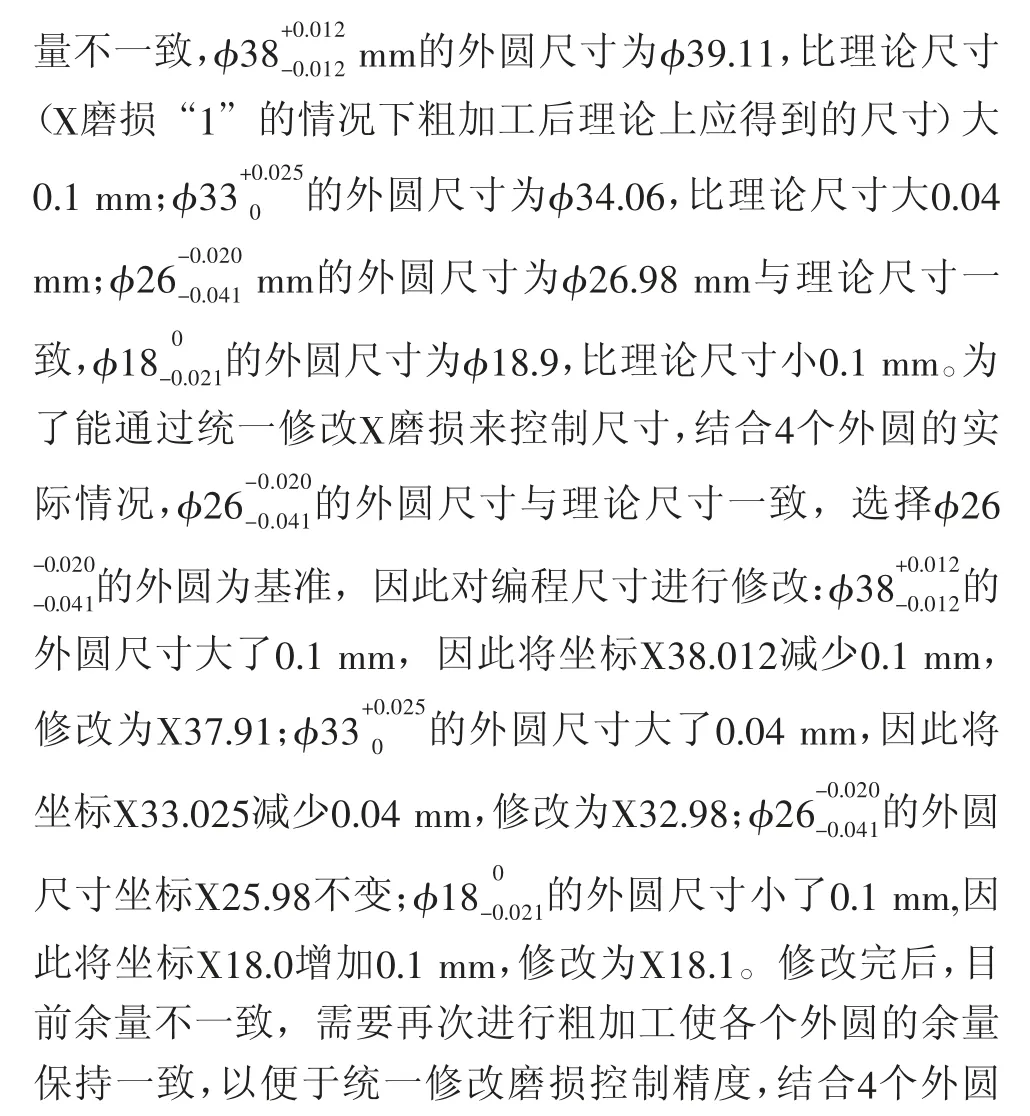
b.測量各個外圓尺寸,控制精度,由于各個外圓的尺寸偏差范圍不一致,不能一次控制好所有的外圓尺寸。
c.加工成品零件(如圖3),零件的4個外圓不能一次加工到公差范圍內。

圖3 新機床采用常規方法加工出的零件
2.2 統一偏差編程后修正余量控制精度控制方法(使用精度高的新機床及精度較差的舊機床分別進行實驗)
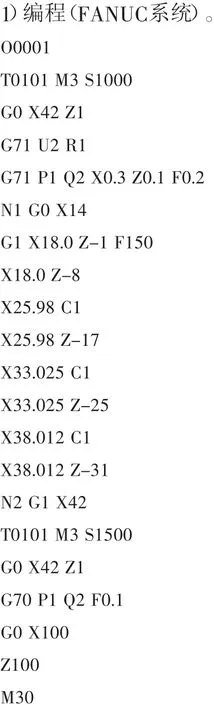
編程的時候采用統一偏差編程(統一采用上偏差、下偏差或者中差來編程),根據圖1所示4個外圓尺寸的公差分布情況,基本尺寸加上上偏差更方便計算,該零件4個尺寸適合統一采用上偏差編程(如表2),編程時4個外圓分別使用坐標X38.012、X33.025、X25.980、X18.000,這樣只需要計算φ26的外圓減去上偏差-0.020,得出X坐標25.980,其他幾個外圓可以直接得出,方便計算[5-6]。
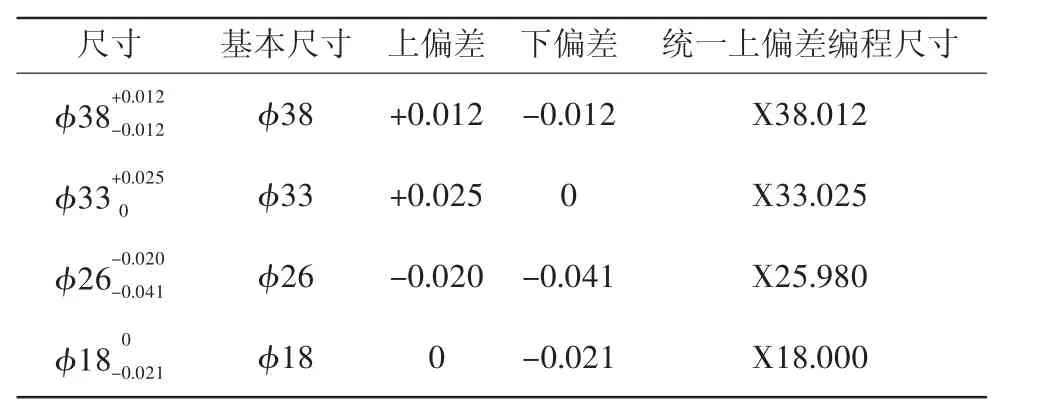
表2 統一上偏差編程尺寸
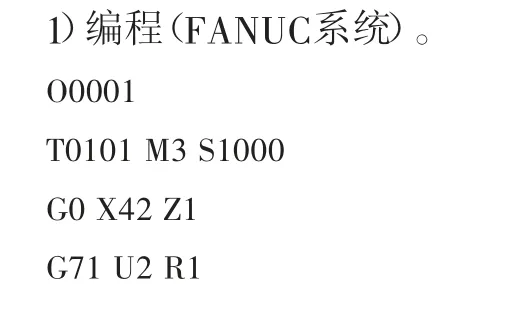
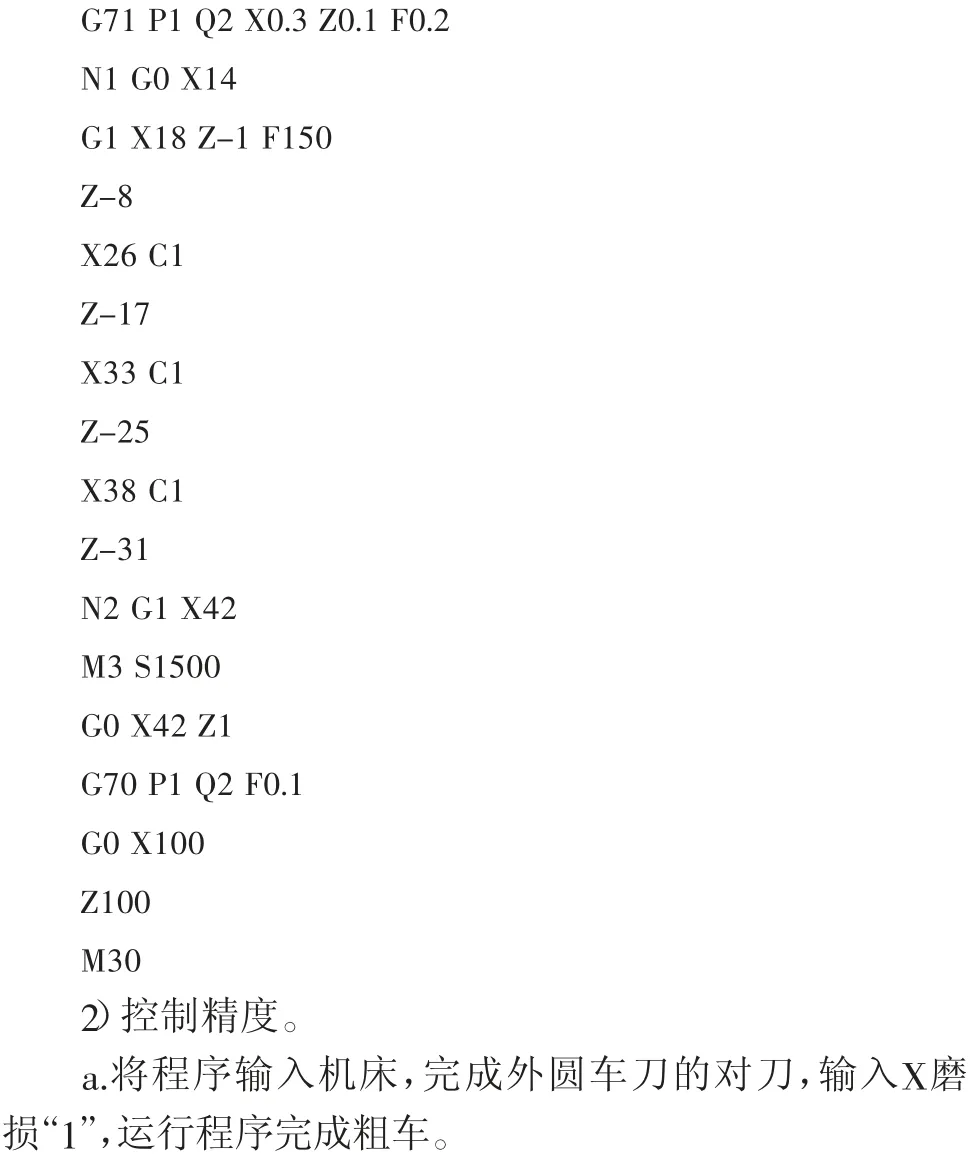
修改磨損操作步驟(使用精度好的新機床進行實驗):
a.采用統一偏差編程,將程序輸入機床,完成對刀操作,X磨損輸入“1”(即相當于留余量1 mm),運行外圓車削粗加工程序。
b.粗加工完成后測量所有外圓的尺寸,測得4個外圓的 實 際 尺 寸 為φ39.01 mm、φ34.02 mm、φ26.98 mm、φ19.0 mm,比目標尺寸均大1.01 mm,半精加工及精加工余量一致能更好地控制尺寸精度,因此將余量1.01 mm平均分成兩次進行加工,即半精加工車削0.5 mm余量,初始X磨損1減去0.5,得出半精加工的X磨損,在機床系統里修改X磨損,輸入“0.5”(如表3)。
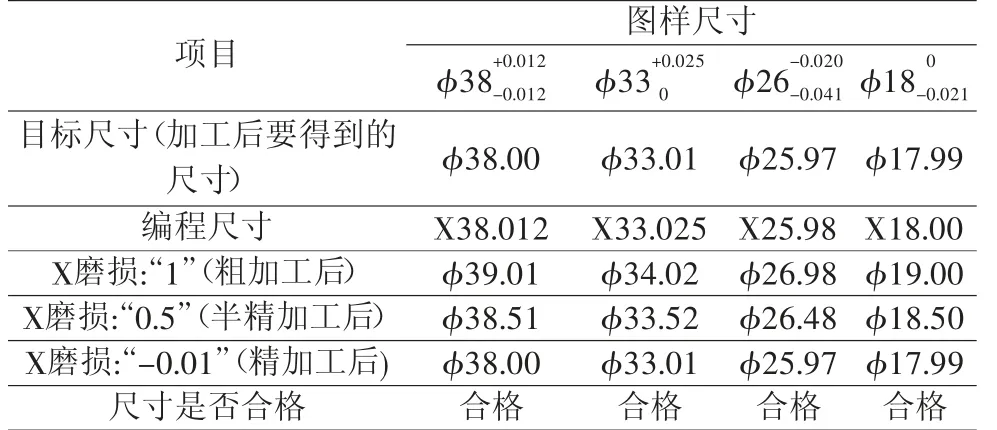
表3 機床精度較好的新機床的加工情況
c.半精加工后測量所有外圓的尺寸,測得4個外圓的實際尺寸為φ38.51 mm、φ33.52 mm、φ26.48 mm、φ18.5 mm,比目標尺寸均大0.51 mm,說明加工精度較好,可以直接進行精加工,目前的X磨損0.5減去余量0.51,得出精加工的X磨損,在機床系統里修改X磨損,輸入“-0.01”。
d.精加工后測量尺寸(加工成品零件如圖4),確認4個外圓能一次加工到公差范圍內。
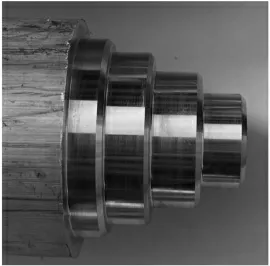
圖4 新機床采用新方法加工出的零件
修改磨損操作步驟(使用精度較差的舊機床進行加工實驗)。
a.采用統一偏差編程,將程序輸入機床,完成對刀操作,X磨損輸入“1”(即相當于留余量1 mm),運行外圓車削粗加工程序。
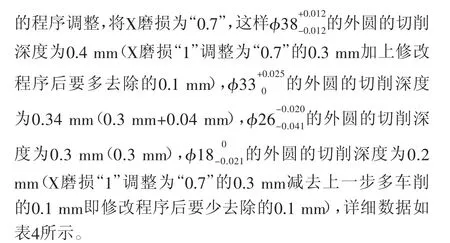
c.第二次粗加工后測量尺寸,測得尺寸余量仍有少量不一致,通過同樣的方式再次修改坐標(詳細數據如表4所示)。前面一次修改后基本可以達到精度,因此將剩余的余量0.71 mm平均分成兩次進行半精加工及精加工,半精加工及精加工余量一致能更好地控制尺寸精度,即上一步的X磨損“0.7”減去0.35,得出半精加工的X磨損,在機床系統里修改X磨損,輸入“0.35”。
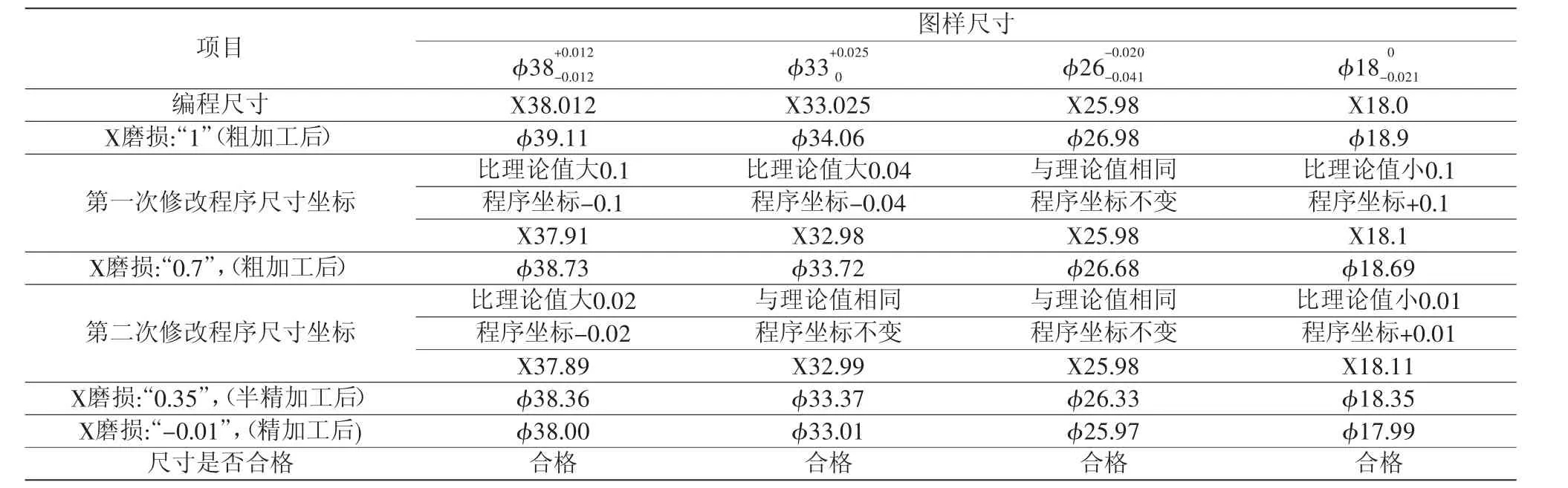
表4 機床精度較差的舊機床加工情況
d.半精加工后測量所有外圓的尺寸,測得4個外圓的實際尺寸為φ38.36 mm、φ33.37 mm、φ26.33 mm、φ18.35 mm,比目標尺寸均大0.36 mm,說明修正后的加工精度較好,可以進行精加工,目前的X磨損0.35減去余量0.36,得出精加工的X磨損,在機床系統里修改X磨損,輸入“-0.01”。
e.精加工后測量尺寸(加工成品零件如圖5),確認4個外圓能一次加工到公差范圍內。
圖5 舊機床采用新方法加工出的零件
3 結論
本文分別使用新、舊機床通過常規控制方法及使用統一偏差修正余量的兩種方法來控制尺寸精度,經過實際加工后得出常規方法在精度高的新機床上也不易控制上下偏差不一致的尺寸精度。而通過統一偏差編程后,根據實際加工情況來調整程序及磨損,當機床精度高且刀具、材料等都正常的情況下,通過修改磨損就可以保證多個不同公差帶、公差等級要求的尺寸精度。若機床精度低的情況下采用統一偏差編程后,通過多次修改磨損,結合每次修改磨損后加工的尺寸情況調整編程數值,使每個外圓的余量一致后進行精加工,也可以很好地保證尺寸精度[7]。

表5 上下偏差不同的外圓尺寸加工效果對比