變半徑球面螺旋軌道數(shù)控加工工藝分析
2022-12-21 11:56:54李體仁高磊辛?xí)札?/span>王啟張超張艷華
機(jī)械工程師 2022年12期
李體仁,高磊,辛?xí)札垼鯁ⅲ瑥埑瑥埰G華
(陜西科技大學(xué) 機(jī)電工程學(xué)院,西安 710021)
0 引言
弧面凸輪機(jī)構(gòu)適應(yīng)高速重載的工作特性,造就了它在各類食品包裝機(jī)械中舉足輕重的地位,近些年來被廣泛應(yīng)用。國內(nèi)外學(xué)者對其運(yùn)動過程與動力學(xué)特性進(jìn)行了深入的研究[1]。
弧面凸輪行星機(jī)構(gòu)是蝸輪蝸桿傳動和行星傳動兩種傳動方式的有機(jī)結(jié)合,如圖1所示,該機(jī)構(gòu)由中心弧面凸輪、外環(huán)面凸輪、行星輪及行星架4部分組成。該傳動機(jī)構(gòu)傳動過程如下:首先動力源由中心弧面凸輪1輸入傳遞給行星架上的行星輪3,然后通過外環(huán)面凸輪1的螺旋面和行星輪的嚙合,將動力傳遞給行星架4,最終將轉(zhuǎn)矩傳遞給其它工作機(jī)。弧面凸輪行星機(jī)構(gòu)綜合蝸輪蝸桿傳動和行星輪傳動的優(yōu)勢特點(diǎn)進(jìn)行優(yōu)化設(shè)計(jì),傳動比與工作效率更高、結(jié)構(gòu)更加緊湊、傳動更加平穩(wěn),因此,目前被認(rèn)為是機(jī)械傳動的最佳形式[2]。弧面凸輪行星機(jī)構(gòu)特殊的傳動方式使其機(jī)械結(jié)構(gòu)更為復(fù)雜,加工難度比較大,而且缺少針對性的加工制造工藝與制造技術(shù),使得該機(jī)構(gòu)的結(jié)構(gòu)設(shè)計(jì)要求和加工裝配精度難以保證,從而制約了該傳動方式從理論研究走向?qū)嶋H應(yīng)用[3]。
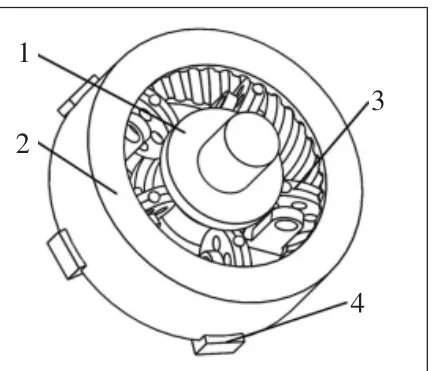
圖1 弧面凸輪行星機(jī)構(gòu)
本文針對弧面凸輪行星機(jī)構(gòu)關(guān)鍵部件中心弧面凸輪的加工制造過程展開研究,通過對五軸數(shù)控加工工藝的分析,解決弧面凸輪變半徑球面螺旋軌道在加工中出現(xiàn)的欠切現(xiàn)象,為弧面凸輪行星機(jī)構(gòu)的實(shí)際應(yīng)用提供技術(shù)參考。
1 曲面分析
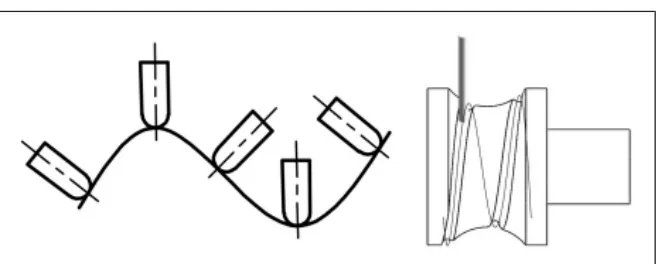
變半徑球面螺旋軌道為圖2所示弧面凸輪行星傳動的關(guān)鍵部分,精度要求較高,該軌道是由行星輪表面的球體帶動凸輪轉(zhuǎn)動在凸輪軸表面形成的運(yùn)動軌跡,軌道面與行星輪上的球體配合呈現(xiàn)出半球面結(jié)構(gòu)。如圖3所示,軌道面是一個半徑變化的螺旋曲面。如圖4所示,這個曲面是一個經(jīng)過裁剪之后的UV曲面,V方向上的曲線裁剪過后出現(xiàn)中斷現(xiàn)象,U方向上的曲線較為均勻連續(xù)。圖5為外弧面凸輪行星傳動機(jī)構(gòu)螺旋軌道面的加工示意圖,從圖中可以看出球面軌道截面是一段優(yōu)弧,這一特殊的結(jié)構(gòu)特征給加工帶來極大的困難。從變半徑球面螺旋軌道面的結(jié)構(gòu)特點(diǎn)來看,使用普通的三軸、四軸加工設(shè)備無法完成曲面的加工,故而需要使用五軸數(shù)控加工設(shè)備對其進(jìn)行加工。
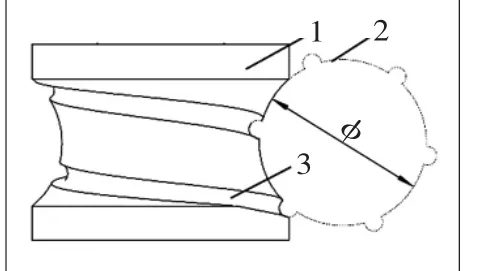
圖2 弧面凸輪行星傳動
圖3 螺旋曲面
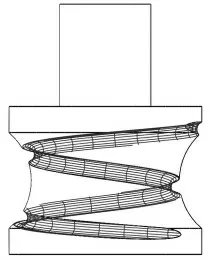
圖4 UV 曲面

圖5 曲面加工
2 變半徑球面螺旋軌道加工方案
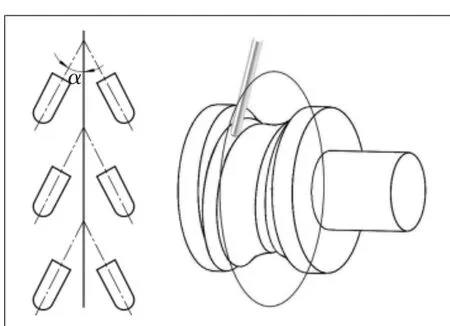
以下列出兩種變半徑球面螺旋軌道加工方案,方案一采用圖6所示AB雙擺頭五軸加工中心進(jìn)行加工,工件一端裝夾在三爪卡盤上,另一端用頂尖頂緊,在加工時(shí)頂尖、工件、卡盤同時(shí)轉(zhuǎn)動配合B軸的擺動對軌道進(jìn)行加工。方案二采用圖7所示AC雙轉(zhuǎn)臺五軸加工中心進(jìn)行加工,工件裝夾在三爪卡盤上與卡盤一起固定在工作臺上,裝夾時(shí)要求工件、卡盤、工作臺三者軸線重合,在加工時(shí)A軸偏擺到一定角度,主軸到達(dá)指定位置隨后開始加工。
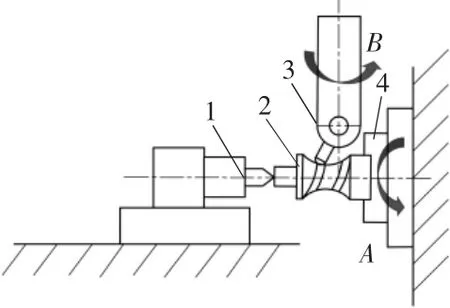
圖6 方案一
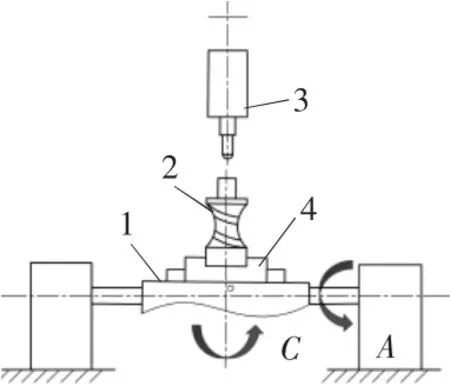
圖7 方案二
本文針對使用A-C雙轉(zhuǎn)臺五軸加工中心對變半徑球面螺旋軌道加工的工藝進(jìn)行分析研究。如圖5所示,當(dāng)使用A-C雙轉(zhuǎn)臺五軸加工中心在加工螺旋軌道面內(nèi)凹部分時(shí),A軸需要擺動較大的角度,由于主軸與工作臺發(fā)生干涉,導(dǎo)致球面螺旋軌道加工時(shí)會出現(xiàn)欠切現(xiàn)象。
3 變半徑球面螺旋軌道欠切問題
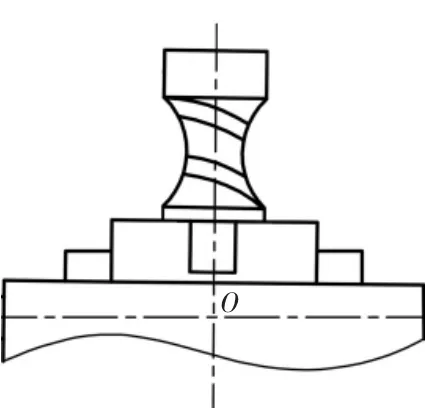
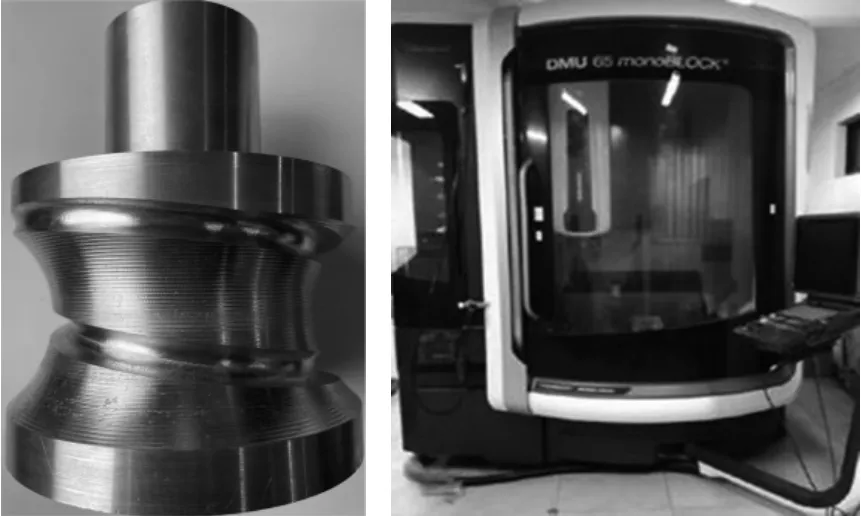
加工軌道面時(shí),如圖8所示A軸轉(zhuǎn)角過大超過最大的安全角度,機(jī)床主軸與工作臺會發(fā)生干涉,這時(shí)根據(jù)推導(dǎo)式(1)得出工裝的最小安全高度范圍H1[4]需滿足條件為H 圖8 干涉 式中:r1為圓形轉(zhuǎn)臺A的半徑;r2為刀具半徑;a為主軸寬度的一半;b為毛坯頂部圓柱半徑;d為工作臺與主軸之間的安全距離;B為C軸的擺動角度;H為工裝的安全高度。 若一次裝夾無法完成變半徑球面螺旋軌道的加工,可將變半徑螺旋軌道分成上下兩段進(jìn)行加工。在粗加工過程中預(yù)留工藝凸臺,按照方案二先對軌道面無干涉部分進(jìn)行加工,然后按照圖9所示,將工件翻轉(zhuǎn),使用工藝凸臺對其進(jìn)行定位裝夾,在第二次裝夾時(shí)要注意圓周角向定位,保證兩次裝夾無角度偏差,再對第一次加工發(fā)生干涉部分的軌道面進(jìn)行加工。 圖9 裝夾示意圖 球面螺旋軌道特殊的曲面結(jié)構(gòu)需要使用五軸數(shù)控加工中心對其進(jìn)行加工制造,以保證其設(shè)計(jì)與裝配精度要求。五軸數(shù)控機(jī)床比三軸數(shù)控機(jī)床多2個自由度,刀具走刀路徑可以通過兩個額外的自由度進(jìn)行控制,刀軸獲得了更高的空間可變范圍,刀具路徑規(guī)劃更為靈活,提高了刀具對復(fù)雜曲面類零件加工的適應(yīng)性,但是,隨著自由度的增加,對于刀軸矢量變化的控制過程變得更加復(fù)雜,刀軸矢量的規(guī)劃與復(fù)雜曲面的加工質(zhì)量和加工效率有著密切的關(guān)系。刀軸矢量規(guī)劃問題成為影響刀具路徑規(guī)劃優(yōu)劣的重要指標(biāo),刀軸矢量規(guī)劃的實(shí)質(zhì)是指在切削加工過程中能夠讓刀具在加工表面平滑過渡,這樣就可以避免因刀軸矢量的突變而導(dǎo)致刀軸或夾具頻繁改變位置,主軸頻繁加減速、切削力忽高忽低、切削熱冷熱交替等問題,造成曲面變形受損滿足不了設(shè)計(jì)與加工的精度要求。刀軸矢量規(guī)劃可保證在制造過程中機(jī)床能夠平穩(wěn)運(yùn)行,從而提高復(fù)雜曲面的加工質(zhì)量。現(xiàn)有的刀軸矢量規(guī)劃方法大致有法線加工法、預(yù)設(shè)刀軸法、插值法等[6-8]。 通過前文對變半徑球面螺旋軌道的分析來看,在此可選用驅(qū)動線來控制刀軸。根據(jù)曲面構(gòu)造建立兩種驅(qū)動線,第一種采用法線加工法。如圖10所示,以螺旋線作為驅(qū)動線,該驅(qū)動線為過球面螺旋軌道中心的一條螺旋線,這種方法刀軸矢量與刀具切觸點(diǎn)處的曲面法矢向量方向一致,該方法加工效率較高,但是在曲面曲率變化較大處,刀軸矢量會發(fā)生突變,相鄰切觸點(diǎn)處刀軸矢量的變化量較大,導(dǎo)致被加工曲面的加工質(zhì)量不高[9]。針對這一問題這里使用第二種刀軸控制方法(如圖11),以行星輪中心的運(yùn)動軌跡作為驅(qū)動線對刀軸矢量進(jìn)行控制,該驅(qū)動線為螺旋軌道面中部的一個圓,該方法加工效率稍低,但刀軸矢量方向始終與驅(qū)動線保持一個角度,從而控制A軸在2a范圍內(nèi)來回?cái)[動,刀軸矢量方向變化較小,抬刀次數(shù)少,在加工軌道面優(yōu)弧部分時(shí),可以有效避免發(fā)生碰撞干涉,可幫助解決變半徑球面螺旋軌道的欠切問題,而且加工的安全性和效率大大提高。 圖10 方法一 圖11 方法二 對比上述兩種控制方式,第二種方式優(yōu)勢顯而易見,采取第二種驅(qū)動線來控制刀軸方向, 加工刀具路徑選擇UV曲面上的U形曲線,可以保證軌道面的尺寸精度及粗糙度的要求。通過上述方法控制刀軸矢量方向變化,可以有效避免發(fā)生欠切現(xiàn)象,并保證內(nèi)球面軌道的加工精度。 在安排好工藝后,使用CAM軟件規(guī)劃刀具路徑,根據(jù)加工設(shè)備匹配的后置處理程序生成NC代碼,再使用數(shù)控加工仿真軟件VERICUT對其加工過程進(jìn)行仿真,提前發(fā)現(xiàn)并糾正刀具路徑規(guī)劃中的錯誤,避免在加工時(shí)發(fā)生碰撞、干涉及安全事故。 為了還原實(shí)際加工過程,在搭建仿真環(huán)境時(shí)要與實(shí)際加工環(huán)境嚴(yán)格保持一致。通過在CAM軟件中對刀軸矢量的控制,優(yōu)化刀具路徑及切削參數(shù),仿真過程與預(yù)想情況一致。使用DMU 65 mono BLOCK五軸加工中心對變半徑球面螺旋軌道進(jìn)行實(shí)際加工制造,加工過程正常,未出現(xiàn)干涉情況以及欠切現(xiàn)象,實(shí)際加工結(jié)果如圖12所示,滿足了球面螺旋軌道的設(shè)計(jì)要求。 圖12 實(shí)例驗(yàn)證 五軸數(shù)控加工技術(shù)在復(fù)雜曲面加工制造過程中具有重要的實(shí)用價(jià)值,本文針對變半徑球面螺旋軌道這一特殊曲面的制造過程設(shè)計(jì)出一種適應(yīng)的加工工藝,解決了螺旋軌道優(yōu)弧難加工的困難,避免發(fā)生干涉及欠切,提高了數(shù)控加工的安全性,滿足了精度要求,但是仍然存在微小的裝夾誤差。如果結(jié)合AB雙擺頭五軸加工中心與數(shù)控車床,使用車銑復(fù)合中心對此類零件進(jìn)行加工可大大降低裝夾造成的誤差,達(dá)到更高的精度要求,大幅提高加工質(zhì)量與效率,后續(xù)可以圍繞此方案展開研究。

4 刀軸矢量控制方法
5 CAM軟件編程仿真及實(shí)例驗(yàn)證
6 結(jié)語