09CuPCrNi-A 鋼焊接接頭顯微組織分析
2022-12-07 07:59:32劉學
技術與教育 2022年1期
關鍵詞:焊縫
劉 學
(吉林工業職業技術學院機械與汽車技術學院,吉林吉林132013)
1 引言
動力性能良好的高速動車轉向架是高速列車得以發展的關鍵技術之一。中國中車長春軌道客車股份有限公司生產的高速動車轉向架構架用鋼是S355J2W 耐候鋼,與S355J2 等系列鋼一樣,都是歐盟標準結構鋼,具有合金含量低、力學性能高等特點,因此對母材的化學成分和力學性能都有著近乎苛刻的要求[1-2]。由于這些鋼全部依賴進口,從技術和成本角度考慮,亟需找到可以替代其產品性能且適應更高速度以及輕量化發展方向的產品。
09CuPCrNi-A 鋼作為上海寶鋼集團公司生產結構鋼,其力學性能與歐盟進口的S355J2W耐候鋼接近[3-4]。為了早日實現高速動車轉向架構架國產化,本文將對09CuPCrNi-A 鋼焊后接頭的微觀組織及成分對其性能分析進行試驗,以期對相關研究提供理論參考。
2 試驗
2.1 試驗材料成分及性能
本試驗所用母材為我國上海寶鋼集團公司生產的09CuPCrNi-A 鋼,該材料厚度為10±0.1 mm;焊絲選用半徑0.6 mm 的H08MnSiCuCrNiⅡ實芯焊絲。母材和焊絲的具體化學成分如表1 所示[5]。

表1 試驗母材及焊絲化學成分(質量分數,%)
1.2 試驗設備
本試驗所用焊接設備是MOTOMAN 自動電弧焊接機器人,主要由焊接變位機、焊接控制器和焊接電源等部分組成。觀察焊接接頭內部顯微組織結構時,所用設備是金相顯微鏡。
1.3 試驗方案及焊接工藝參數
本試驗采用MAG 焊接方法,其保護氣體為Ar∶CO2=4∶1 的混合氣體;焊接母材試板尺寸為350 mm×150 mm×10 mm±0.1 mm,并對其開V 形坡口做預變形處理,預變形角度約為單側3.5°角、V 形坡口開90°角;焊接方法為單面焊接雙面成形,焊接間隙1 mm、鈍邊1mm,電弧焊焊接工藝參數如表2 所示[6]。
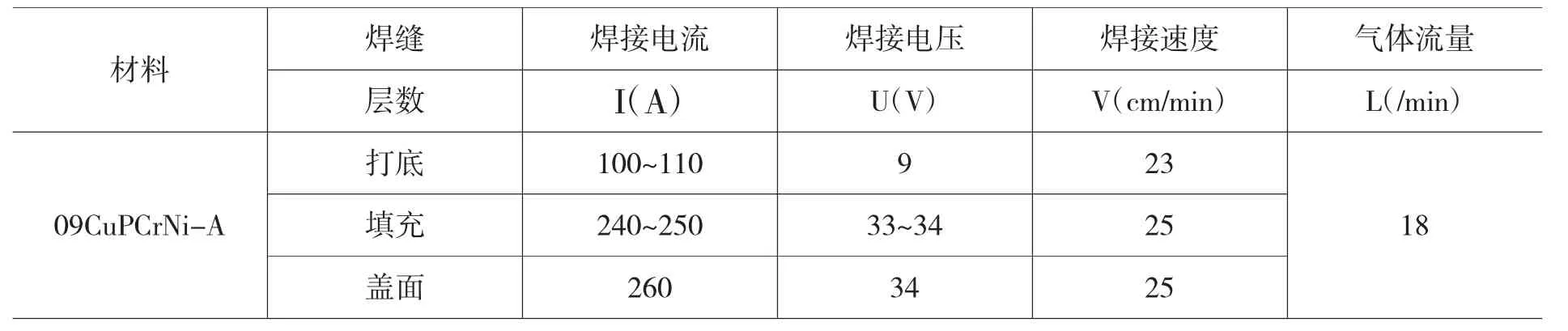
表2 電弧焊焊接工藝參數
2 試驗結果及分析
2.1 母材顯微組織
母材在經過研磨、拋光與硝酸酒精溶液浸蝕并放大100 倍后,在金相顯微鏡下觀察到的顯微組織如圖1 所示(見封三)。母材為鐵素體和少量珠光體的混合組織,不僅混合比例均勻,而且鑲嵌完好,這得益于母材經過正火的熱處理。
2.2 不完全結晶區顯微組織
焊接過程在本質上就是金屬材料的熱處理過程。金屬在短暫時間內經過高溫加熱而后又經歷溫度驟降的過程中,當焊接溫度在Ac1~Ac3之間時,由于母材中部分組織發生相變,珠光體和鐵素體則開始向奧氏體轉變,此過程形成了細小的奧氏體,也就是奧氏體化的過程。
圖2 為不完全重結晶區組織放大250 倍的顯微組織(見封三),隨著熱源前移,由于母材經歷Ac1~Ac3 之間的溫度驟降,其中未奧氏體化的部分組織就以粗大的鐵素體和珠光體形態保留下來。
2.3 細晶區顯微組織
正火作為—種改善鋼材韌性的熱處理方式,是將母材加熱到Ac3 溫度以上30~50℃后,保溫一段時間后,出爐經過空冷室溫的過程。
圖3 為母材細晶區放大100 倍的顯微組織(見封三),經過正火處理的母材組織由均勻分布的粒狀鐵素體和珠光體組成。由于此溫度區間的晶粒并未長大,晶粒細小且均勻,這正是是相變重結晶區具有良好塑性和韌性的原因。
2.4 過熱區顯微組織
過熱區是指金屬材料加熱溫度范圍在固相線與1 100℃之間,由于該區域加熱溫度偏高,導致金屬處于過熱狀態,鐵素體與珠光體在奧氏體化過程中會存在晶粒急劇長大的過程,故此區域也稱為粗晶區。
圖4 為過熱區放大250 倍的顯微組織(見封三),晶粒粗大使得組織致密性與緊湊性差,組織多為粗大的塊狀和條狀先共析鐵素體,力學性能較差、易發生脆化,在應力作用下易產生裂紋并發生脆斷現象,因此該區域是焊接接頭的一個薄弱區域,在拉伸試驗過程中易出現拉伸變形和斷裂。
2.5 熔合區顯微組織
熔合區是介于焊縫與熱影響區之間相當窄小的過渡區,由部分熔化母材和部分未熔化母材組成,其微觀組織、化學成分和力學性能非常不均勻,因此導致焊接接頭強度與塑韌性下降,增大了脆斷傾向。
圖5 為熔合區放大100 倍的顯微組織(見封三),上方與下方區域分別為焊接接頭的焊縫區和過熱區。其中,熔合區域是界限并不清晰的窄小區域,形成了因母材與焊縫交替生長而參差不齊結合面。由于該區域溫度高,造成先共析鐵素體晶粒粗大且過熱,S、P 等雜質元素極易聚集,故該區域較為危險,常為熱裂紋、冷裂紋和脆性相的發源地,也是焊接接頭的薄弱區域之一。
2.6 焊縫區顯微組織
本試驗采用了多層填充焊接的方式,后一層焊接過程的實質是對前一層焊道的熱處理,而前一層焊接過程又對后一層焊接起到了預熱作用,因此多層焊接過程的熱循環較為復雜。
焊縫凝固組織的特征之一是形成柱狀晶,其生長具有明顯的方向性,一般垂直于熔合線而向散熱方向生長。由于后一層焊接的熱循環使得已結晶的柱狀晶發生相變而變成細小的等軸晶,部分雜質元素導致的粗大晶粒則會被細小晶粒夾在其中而交替生長,因此焊縫組織主要由柱狀晶區、粗晶區和細晶區組成。
圖6 為焊縫區放大100 倍的顯微組織(見封三),其主要成分為沿柱狀晶晶界分布的帶狀和塊狀鐵素體、沿著晶界向散熱方向生長的針狀鐵素體,以及晶內的珠光體和少量粒狀貝氏體。
3 結語
通過試驗,并對焊接組織進行觀察與分析,得到如下結論:
(1)本試驗中焊絲含有的Mn、Si、Cr、Ni 等合金元素有助于生成針狀鐵素體,因此焊縫中針狀鐵素體組織較多。
(2)在多層焊接過程中,后一層焊接相當于對前一層焊接進行了熱處理過程,減緩其冷卻速度,在一定程度上促進了珠光體和少量粒狀貝氏體的生成。
(3)采用打底多層焊道焊接,填充層對上一層重新進行回火處理;焊縫組織晶粒細小且分布均勻,是由部分柱狀晶晶粒破碎形成的帶狀和塊狀鐵素體、針狀鐵素體與少量珠光體。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07