3D打印PLA/HA復合材料的力學性能研究
2022-11-21 06:48:20呂京友帕提古麗艾合麥提烏日開西艾依提
機械設計與制造 2022年11期
呂京友,帕提古麗·艾合麥提,烏日開西·艾依提
(新疆大學機械工程學院,新疆 烏魯木齊 830047)
1 引言
3D打印技術又稱增材制造技術[1]。近年來,3D打印技術與醫學領域的結合越來越緊密,在醫學領域具有廣泛的應用前景[2-3]。熔融沉積成形(Fused Deposition Modeling)具有材料利用率高、成本低且操作較為簡便等優勢,因此其成為應用最為廣泛的3D打印技術之一[4-5]。
聚乳酸(PLA)是3D打印中的常見材料之一,在醫藥領域應用非常廣泛[6]。但由于其存在力學性能較差、在體內降解導致炎癥等不足,需要與其他材料進行復合以拓寬其應用范圍。羥基磷灰石(HA)作為動物及人體骨骼的主要無機部分,其所具有的良好生物活性等特點而非常適合廣泛用于作為骨支架的材料[7]。基于PLA/HA復合材料能夠實現HA與PLA兩種材料之間的優勢互補的優勢越來越突出[8],近年來,國內外許多學者對于PLA/HA復合材料作為人工骨修復材料的研究越來越重視。文獻[9]采用溶液共混-粒子瀝濾法制備了PLA/HA復合多孔生物支架,研究了孔隙率對支架力學性能的影響。文獻[10]對3D打印多孔復合支架的生物相容性進行了研究。文獻[11]采用3D打印技術制作聚乳酸/納米二氧化硅/羥基磷灰石三元復合生物材料,研究了復合材料的力學性能及體外降解性能。文獻[12]采用靜電紡絲法制得n-HA/PLA復合納米纖維支架材料,研究表明合理控制好n-HA的用量才能提高n-HA/PLA 復合纖維支架材料的力學性能。文獻[13]主要對PLA/HA復合材料作為骨替代材料的生物相容性進行了研究。文獻[14]使用冷凍干燥/顆粒浸出法將PLA/PCL/HA復合材料懸浮液澆鑄到可溶解的3D打印負模中制備支架,研究表明,HA和PCL的添加使復合支架在生物相容性、骨誘導性能等方面具有更好的性能。目前國內外已有的研究主要集中在復合材料支架制備及其生物相容性方面。由于接骨板在骨折部位需要承受較大的壓力,因此需要具有足夠的機械強度以滿足生物組織工程中的現實需要,但目前國內外通過3D打印方式制備PLA/HA復合材料接骨板的力學性能的研究較少。
使用具有不同HA含量的PLA/HA復合材料絲材作為試驗原料,以不同的3D打印掃描路徑進行力學試件的制備,然后對試件的力學性能進行測試,探究了HA 在PLA 基體中含量和3D 打印掃描方式對PLA/HA復合材料的力學性能影響。
2 實驗部分
打印使用的是PLA基體中HA含量不同的五種PLA/HA復合材料絲材,HA在PLA基體中的含量(重量百分比)分別為0,5%,10%,20%和30%,直徑1.75mm。使用FDM 式3D 打印機打印拉伸和三點彎曲試件,將PLA/HA復合材料絲材按照不同HA含量和不同掃描方式分別打印3個試件。3D打印制備試件的掃描方式為往復掃描和交叉掃描兩種方式。采用往復掃描方式制備試件的過程中每一層都,如圖1(a)所示。采用交叉掃描方式制備試件時。如圖1(b)所示。先采用橫向往復掃描制備一層,再采用縱向往復掃描制備一層,然后依照此掃描方式進行試件制備。

圖1 試件的3D打印掃描方式Fig.1 3D Printed Scanning Method of Specimen
拉伸試件根據GB/T 1040-2018確定,試件厚度為4mm,如圖2(a)所示。彎曲試件根據GB/T 9341-2008確定,試件的厚度為4mm,如圖2(b)所示。試件的打印工藝參數,如表1所示。

圖2 3D打印完成的試件Fig.2 3D Printed Specimen

表1 打印工藝參數Tab.1 Printing Process Parameters
將3D打印完成的試件仔細去除支撐材料,用砂紙對試件與支撐材料接觸面進行打磨以保證支撐材料去除完整,檢查試件表面是否存在裂紋、氣泡以及明顯雜質等缺陷,用游標卡尺測量試件是否達到實驗誤差標準,將同一工藝參數制備的三個試件測量后對關鍵參數取平均值以用于后續計算使用。然后將合格試件在微機控制數字化電子萬能生物材料試驗機(3005T型)上分別進行拉伸和彎曲的性能測試試驗。其中,按GB/T 1040-2018進行拉伸試驗,在拉伸試件表面進行標距的標注,標距為50mm,檢查試驗機安裝平臺是否平穩以及試驗機的運行是否正常。先將拉伸試件裝夾在上夾頭內,然后通過手動控制器將試件移動到下夾頭裝夾的合適位置,夾緊拉伸試件下端。啟動試驗機,加載速度為2mm/min,當試件斷裂時試驗結束,取下測試后的拉伸試件,計算機保存試驗數據,具體試驗過程,如圖3所示。按GB/T 9341-2008進行三點彎曲試驗,跨距為64mm,加載速度為2mm/min,當應力達到峰值應力后試驗結束。記錄每組試驗數據并取平均值,繪制HA含量和3D打印掃描方式與PLA/HA復合材料力學性能的關系表格及曲線。
圖3 拉伸試驗Fig.3 Tensile Test
3 結果與討論
3.1 拉伸試驗結果分析
不同工藝參數3D打印試件拉伸試驗應力—應變曲線,如圖4所示。由圖4可以看出,試驗過程中沒有出現明顯的屈服和縮頸現象,而且拉伸試件在拉斷前的應變也很小。采用往復掃描方式制備的試件中,純PLA試件的應變略大于添加HA顆粒制備的試件。采用交叉掃描方式制備的試件中,HA 含量為10%和30%時,試件的應變值大于純PLA試件。通過上述分析說明,HA顆粒的添加使塑性降低,同時試件的應變值也受試件制備掃描路徑工藝參數的影響。
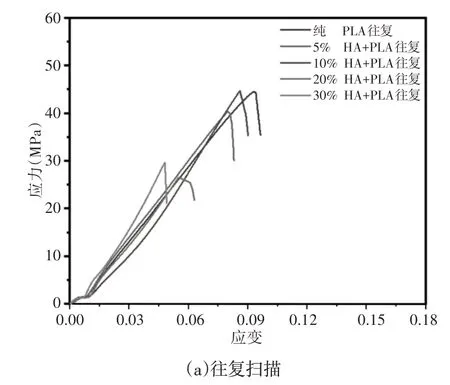

圖4 拉伸試驗應力—應變曲線Fig.4 Stress-Strain Curve of Tensile Test
HA含量與試件拉伸性能的關系,如圖5所示。由圖5可以看出,當3D打印制備試件采用往復掃描方式,HA含量為10%時,試件的抗拉強度在試驗分組中最大;HA含量為20%和30%時,試件的抗拉強度分別為29.83MPa 和30.08MPa,具有很小的差距。當3D打印制備試件采用交叉掃描方式,HA含量為10%時,試件的抗拉強度在試驗分組中最大;HA含量為20%時,試件的抗拉強度在試驗分組中抗拉強度最小。因此,HA顆粒在PLA/HA復合材料中含量10%時有利于增強PLA基體的抗拉強度。
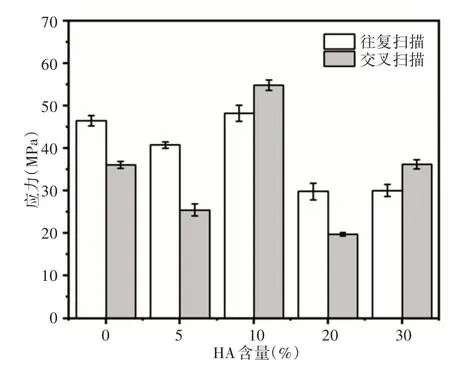
圖5 HA含量與試件拉伸性能的關系Fig.5 Relation Between HA Content and Tensile Properties of Specimens
不同工藝參數3D打印試件拉伸試驗結果,如表2所示。由表2可以看出,在相同工藝參數條件下,往復掃描和交叉掃描兩種掃描方式所制備的試件達到各自抗拉強度分別為48.25MPa和54.90MPa。同時,在相同HA含量試件中,試件中HA含量分別為10%和30%時,采用交叉掃描方式制備的試件抗拉強度大于往復掃描方式制備的試件。當HA含量為10%且3D打印掃描方式采用交叉掃描時,試件達到試驗中的最大拉伸強度54.9MPa。當HA含量為10%時交叉掃描方式制備的試件比純PLA交叉掃描方式制備試件的抗拉強度提升34.28%。
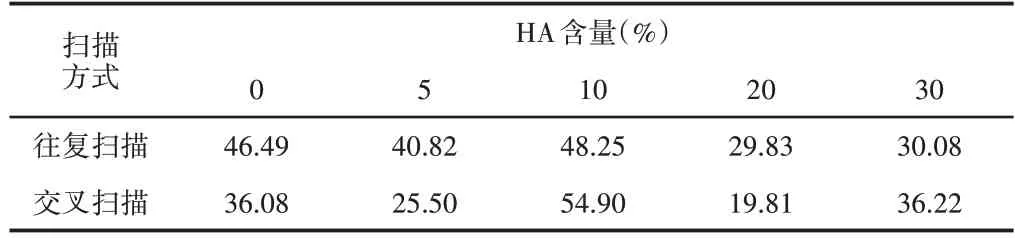
表2 不同工藝參數打印試件的拉伸強度(MPa)Tab.2 Tensile Strength of Printed Specimens with Different Process Parameters(MPa)
3.2 三點彎曲試驗結果分析
不同工藝參數3D打印試件三點彎曲試驗應力—應變曲線,如圖6所示。由圖6可以看出,在兩種不同掃描路徑下,純PLA試件的抗彎強度均低于HA含量為10%時的試件。在相同應力值時,采用往復掃描方式制備的試件中,純PLA試件的塑性高于添加HA顆粒的試件;采用交叉掃描方式制備的試件中,HA含量為5%的試件的塑性最高。

圖6 三點彎曲試驗應力—應變曲線Fig.6 Stress-Strain Curve of Three-Point Bending Test
HA含量與試件彎曲性能的關系,如圖7所示。由圖7可以看出,當3D打印制備試件采用往復掃描方式,HA含量為10%時,試件的抗彎強度在試驗分組中最大;HA 含量為20%時,試件的抗彎強度在試驗分組中抗彎強度最小。當3D打印制備試件采用交叉掃描方式,HA含量為10%時,試件的抗彎強度在試驗分組中最大;HA 含量為20%時,試件的抗彎強度在試驗分組中抗彎強度最小。同時,在HA含量相同條件下,采用往復掃描方式制備試件的抗彎強度總是高于交叉掃描方式制備試件的抗彎強度。因此,添加適當比重的HA 顆粒有利于增強PLA 基體的抗彎強度,且掃描方式對于抗彎強度具有明顯的影響。三點彎曲試驗結果,如表3所示。由表3可以看出,往復和交叉兩種掃描方式制備的試件達到各自最大抗彎強度分別為96.32MPa 和88.59MPa。HA 含量為10%且采用往復掃描方式制備的試件達到試驗的最大彎曲強度。HA含量為10%時往復掃描方式試件比純PLA 交叉掃描方式試件提升抗彎強度26.75%。
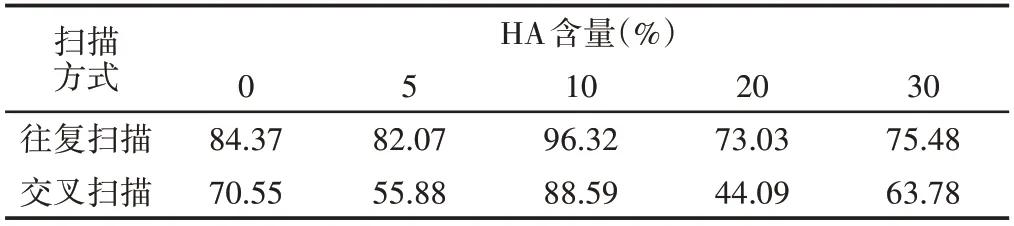
表3 不同工藝參數打印試件的彎曲強度(MPa)Tab.3 Bending Strength of Printed Specimens with Different Process Parameters(MPa)
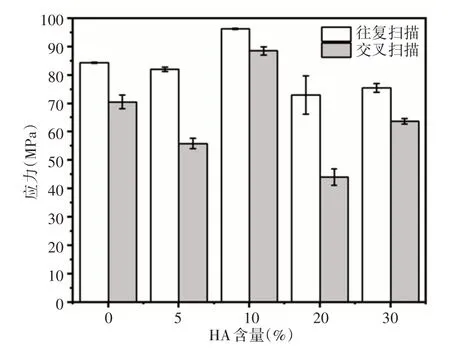
圖7 HA含量與試件彎曲性能的關系Fig.7 Relation Between HA Content and Bending Performance of Specimens
通過往復掃描方式3D打印制備的純PLA 試件在三點彎曲試驗過程中可以看出,試件達到屈服極限后在試驗過程中一直未出現斷裂現象,僅發生塑性變形,試件表現出良好的塑性特點,測試后的試件,如圖8(a)所示。而添加HA 顆粒后的試件塑性降低,致使所有添加HA顆粒的試件在三點彎曲試驗過程中較早的出現明顯的斷裂破壞現象,測試后的試件,如圖8(b)所示。
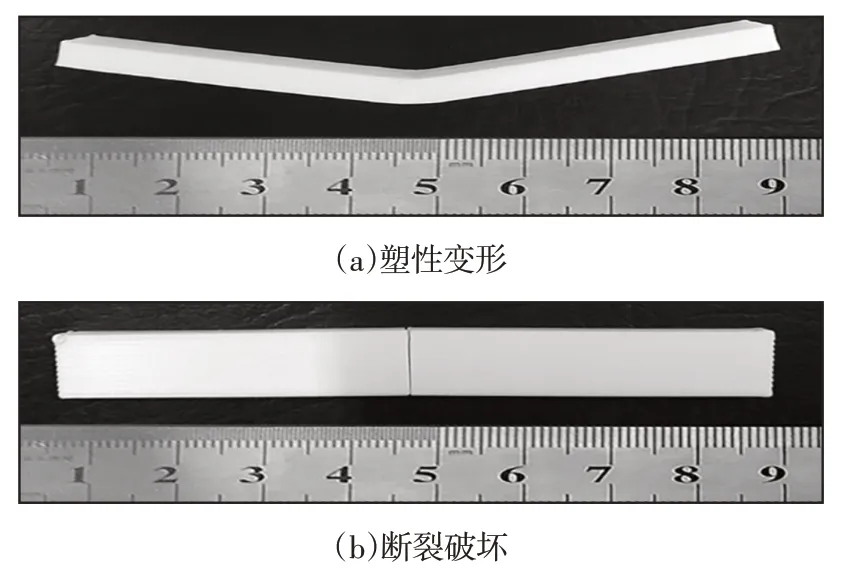
圖8 經測試后的彎曲試件Fig.8 Bending Specimen after Test
4 結論
(1)當3D打印制備試件采用交叉掃描方式,HA含量為10%時,試件的抗拉強度在試驗分組中最大,為54.90MPa。試件在較小抗拉強度下就被拉斷,沒有出現明顯的屈服和縮頸現象。
(2)當3D打印制備試件采用往復掃描方式,HA含量為10%時,試件的抗彎強度在試驗分組中最大,為96.32MPa。在HA含量相同條件下,采用往復掃描方式制備試件的抗彎強度總是高于交叉掃描方式制備試件的抗彎強度。3D打印掃描方式為往復掃描的純PLA試件在試驗中達到峰值應力后只發生彎曲變形而未斷裂,而添加不同含量的HA顆粒后,試件在試驗過程中達到峰值應力后出現斷裂破壞,說明HA的添加降低了PLA的韌性。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
云南化工(2021年11期)2022-01-12 06:06:14
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
山東冶金(2019年3期)2019-07-10 00:54:00
模具制造(2019年3期)2019-06-06 02:10:54
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29
航天器工程(2014年5期)2014-03-11 16:35:55
