薄壁銅管旋鍛縮徑工藝形變規律研究
2022-11-21 06:47:58張閩,王旭,李勇
機械設計與制造 2022年11期
張 閩,王 旭,李 勇
(華南理工大學機械與汽車工程學院,廣東 廣州 510640)
1 引言
隨著手機、平板等電子產品功率增加,對散熱要求越來越高,超薄熱管作為良好的傳熱元件得到大量的應用。旋轉鍛造工藝簡稱旋鍛工藝,適用于空心軸類零件的精密制造[1-2],是微熱管生產過程中一道重要工序。旋鍛成形可以獲得較高的表面質量,且加工效率高[3]。人們對旋鍛加工表面成形的影響因素進行大量研究。文獻[4]通過改造凸輪的輪廓曲線來優化鍛頭的運動曲線,減少旋鍛模具與物料的沖擊力,提高加工精度。文獻[5]對薄壁銅管旋鍛過程中缺陷原因進行分析,并討論不同數量鍛模對加工后銅管應力應變的影響。文獻[6]采用MSC.Marc建立旋鍛成型,探究鍛造過程中速度對縮口后管件表面成形質量的影響。文獻[7]應用ABAQUS 對徑向鍛造進行建模,探究了芯棒的存在與否對成形精度的影響。文獻[8]通過比較不同縮徑加工方法,表明微小型溝槽管的縮口應采用旋轉鍛造。文獻[9-10]通過實驗的方法,研究不同溝槽管截面尺寸和材料屬性下幾種常見的缺陷和成形規律。文獻[11]研究四片式旋鍛成形條件下,進給速度和縮口系數對銅管的表面精度和微觀組織的影響。但是,超薄熱管的壁厚最薄為0.08mm,且在950℃燒結后銅管的屈服強度和硬度大大降低,在旋鍛縮徑過程中很容易出現扭曲、凹陷等缺陷。故這里通過建立旋鍛縮徑的運動模型,計算分析成形過程中工藝參數對縮徑表面成形質量的影響,并通過有限元方法進一步驗證,得出適合薄壁銅管在燒結狀態后的旋鍛縮徑加工參數。
2 旋鍛縮徑工藝過程分析
2.1 旋鍛縮徑系統結構原理
旋鍛縮徑系統結構簡圖,如圖1所示。主要由均勻分布4套旋鍛模具構成。主軸旋轉運動使擊打塊和旋鍛模具因離心力而向外運動,擊打塊圓弧與滾動體相切限制其向外運動,隨切點位置不同,旋鍛模具在主軸槽內往復運動。同時,銅管沿主軸軸心不斷進給送入,旋鍛模具與銅管接觸后分離,如此往復,實現銅管鍛打縮徑。

圖1 旋鍛縮徑系統結構簡圖Fig.1 Schematic Diagram of Rotary Swaging Structure
2.2 旋鍛縮徑模具運動分析
在旋鍛縮徑過程中,旋鍛模具往復運動、旋轉運動與銅管進給運動造成旋鍛模具與銅管不同位置周期性接觸和分離。二片式、三片式和四片式模具旋鍛縮徑過程中,旋鍛模具完全閉合時,截取半徑為R處截面,旋鍛模具與銅管接觸瞬間的示意圖,如圖3所示,接觸點分別為A、B。從上一周期擊打完成到下一周期模具和銅管再次接觸時間間隔為Δt,其中ΔR為時間Δt內銅管前進的距離,δ為模具圓心與銅管圓心距離。
在三角形OO1A中,由余弦定理可得:

化簡可得:

式中:β—旋鍛模具與銅管接觸點與模具圓心夾角的一半,前進距離ΔR表達式為:

旋鍛模具沿著徑向的運動軌跡可以近似為余弦形函數運動[5],如圖2所示,軌跡表達式為:

式中:δmax—旋鍛模具最大鍛打行程;f—鍛打頻率。
在圖2中旋鍛模具和銅管接觸時間點t3位于t2(旋鍛模具完全打開)至t1(旋鍛模具完全閉合)之間。當旋鍛模模具和銅管接觸時間點t3位于t0至t2之間時,旋鍛模具處于向外運動狀態,未達到最大旋鍛行程,此時銅管與旋鍛模具相向運動,則在銅管旋鍛成形過程中,部分時間段處于擠壓縮口的狀態,鍛打過程不夠明顯,同時造成單次鍛打行程內需要減小的尺寸較大,模具和銅管之間產生較大的接觸應力,造成銅管上殘存應力較大。故需要控制進給速度F,讓模具與銅管接觸時間點t3應該處于t2到t1之間,使得旋鍛能夠順利進行,圖2中陰影部分即為銅管和旋鍛模具接觸時間段。根據式(2)~式(4)并結合圖2發現,在接觸時間范圍內,δ為關于時間t的減函數,ΔR為關于Δt的增函數,故接觸時間點Δt隨著cosβ的增大而增大。

圖2 擊打塊運動曲線圖Fig.2 The Motion Diagram of Hammer
二片式模具鍛打、三片式模具鍛打和四片式模具鍛打對應的β值分別為90°,60°和45°。所以當進給速度F、鍛打頻率f一定情況下,在一個鍛打周期內,旋鍛模具數量越多,cosβ值越小,Δt值越小,t3越接近t2,旋鍛模具和銅管鍛打接觸時間更長,且ΔR越小。故四片式旋鍛單次鍛打行程范圍內鍛打更平緩、更均勻,銅管縮徑表面成形質量更好。
結合圖3分析可以看出,當旋鍛模具半徑R相等時,旋鍛模具所圍起來的銅管的范圍越大,總包角(包角指不同數量旋鍛模具與銅管剛接觸時,旋鍛模具和銅管接觸點與銅管圓心之間夾角∠AO1B,兩片式、三片式和四片式模具旋鍛過程中分別有2、3和4個包角)更大,在旋鍛模具圓弧范圍外的銅管弧度更小,且更加分散。在旋鍛模具繼續向下鍛打過程中,銅管會因為擠壓產生壓縮變形,但當δ過大時,旋鍛模具未包含處的材料將向外擠出或者向內屈服等失穩現象,故需要在旋鍛模具重合處倒角,留出材料流動空間,不然會使得旋鍛模具完全重合時流出的材料受到更大的壓力,以及應力應變,進而產生銅屑。四片式模具旋鍛會因為總包角更大,未在旋鍛模具圓弧內的銅管弧度小且分散等原因,不易產生缺陷。當材料更薄,彈性模量更小時,擠壓過程中產生材料失穩產生屈服可能性更大。

3 旋鍛縮經工藝過程有限元建模
采用非線性有限元仿真軟件Abaqus對銅管旋鍛縮徑成形過程進行數值分析,建立四片式模具旋鍛模型,如圖4所示。旋鍛模具、夾具和頂塊相對于銅管強度大、硬度高,在成形過程中不需要考慮形變等特征,故建模時定義其為剛體;銅管采用C3D8R單元進行網格劃分,網格前密后松,為了避免沙漏現象,網格在直徑劃分為4層。

圖4 四片式模具旋鍛縮徑有限元模型Fig.4 Finite Element Model of Four-Split Dies
夾具夾持銅管,前進頂塊以速度F向前推動銅管軸向運動,旋鍛模具旋轉速度為n,同時在徑向為余弦型周期運動,頻率為f。采用庫倫摩擦模型,旋鍛模具與銅管、夾具與銅管、頂塊與銅管之間的摩擦系數分別為0.2、0.3和0。模型基本參數,如表1所示。材料的真實應力應變曲線通過拉伸試驗獲得,如圖5所示。忽略摩擦產生的熱量和殘余熱應力等影響。
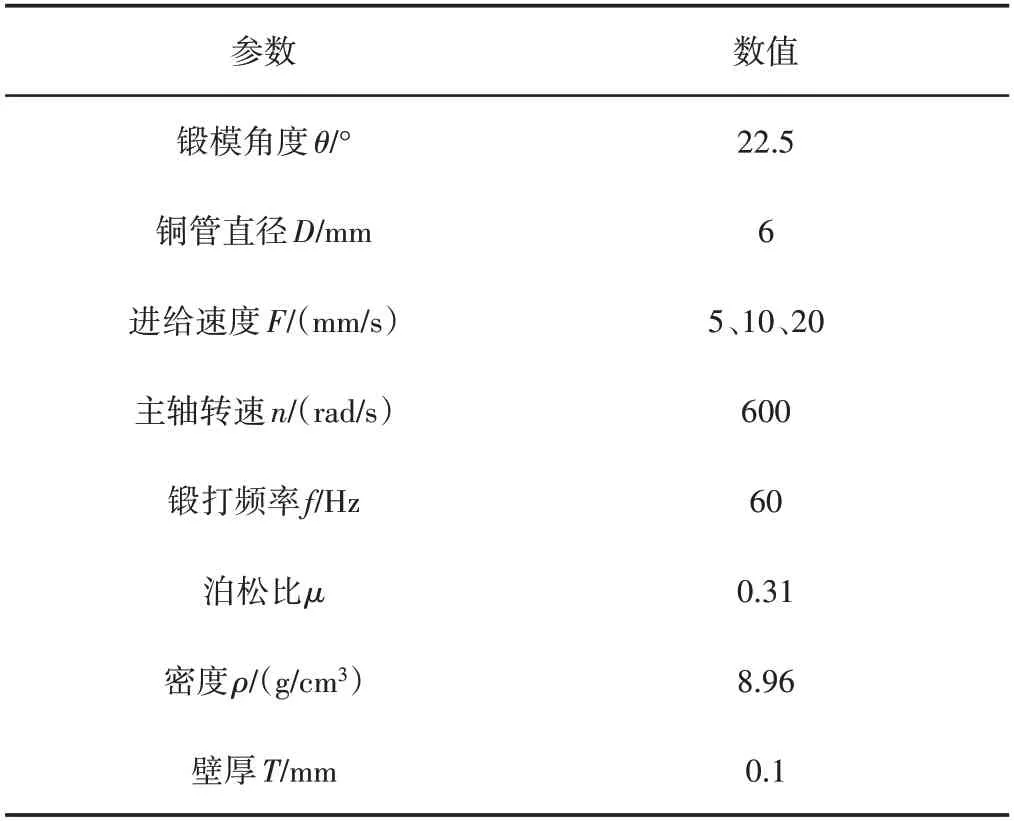
表1 銅管旋鍛縮徑工藝參數表Tab.1 Technical Parameters of Copper Pipe Forging and Reducing Diameter
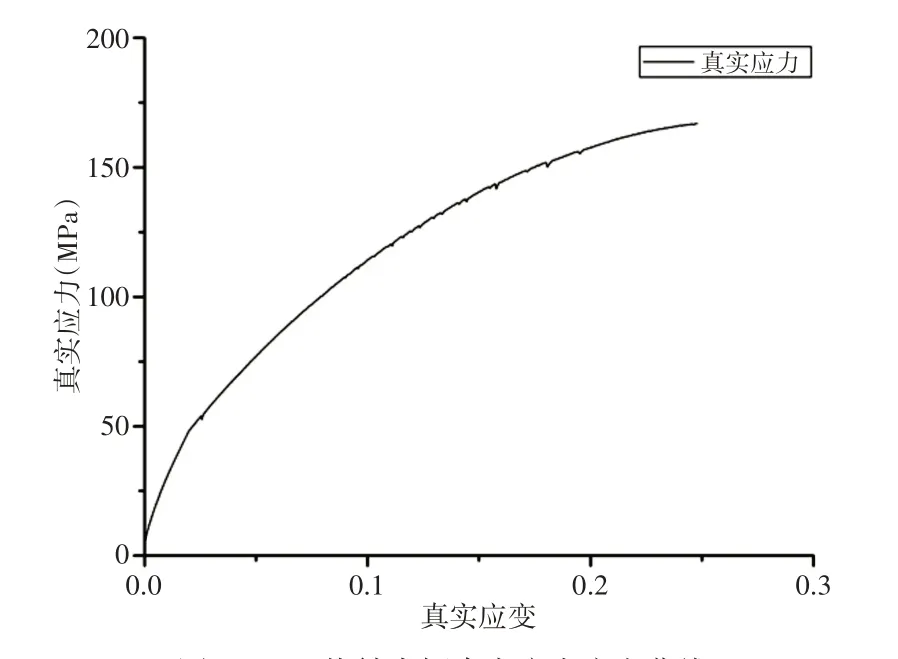
圖5 950℃燒結態銅真實應力應變曲線Fig.5 The True Stress-Strain Curve of Sintered Copper at 950℃
4 結果分析及驗證
模擬壁厚T=0.1mm銅管,進給速度F分別為5mm/s,10mm/s以及20mm/s的等效應力分布云圖,如圖6所示。當進給速度F=5mm/s時,銅管鍛打成形后表面平整、光滑,無明顯的凹陷或者突出,且等效應力分布較為均勻,如圖6(a)所示。當進給速度F=10mm/s 時,可以看出銅管成形表面產生了局部凹陷,呈現出條狀,且在鍛打和待鍛打連接區域出現了屈服的現象,該區域的管數值比進F=5mm/s時分布更為不均勻,且大應力部分的范圍更廣,如圖6(b)所示。當進給速度F=20mm/s時,可以看出銅管鍛打成形表面產生明顯的凹陷,銅管成形表面的大等效應力區域范圍明顯擴大,且分布更不均勻。因為大面積凹陷的產生,抵消銅管在鍛打過程中阻力,所以此時在鍛打和待鍛打連接區域沒有看到因阻力而產生的往外突出的失圓現象,如圖6(c)所示。根據以上分析,可以看出速度是產生凹陷的一個原因。
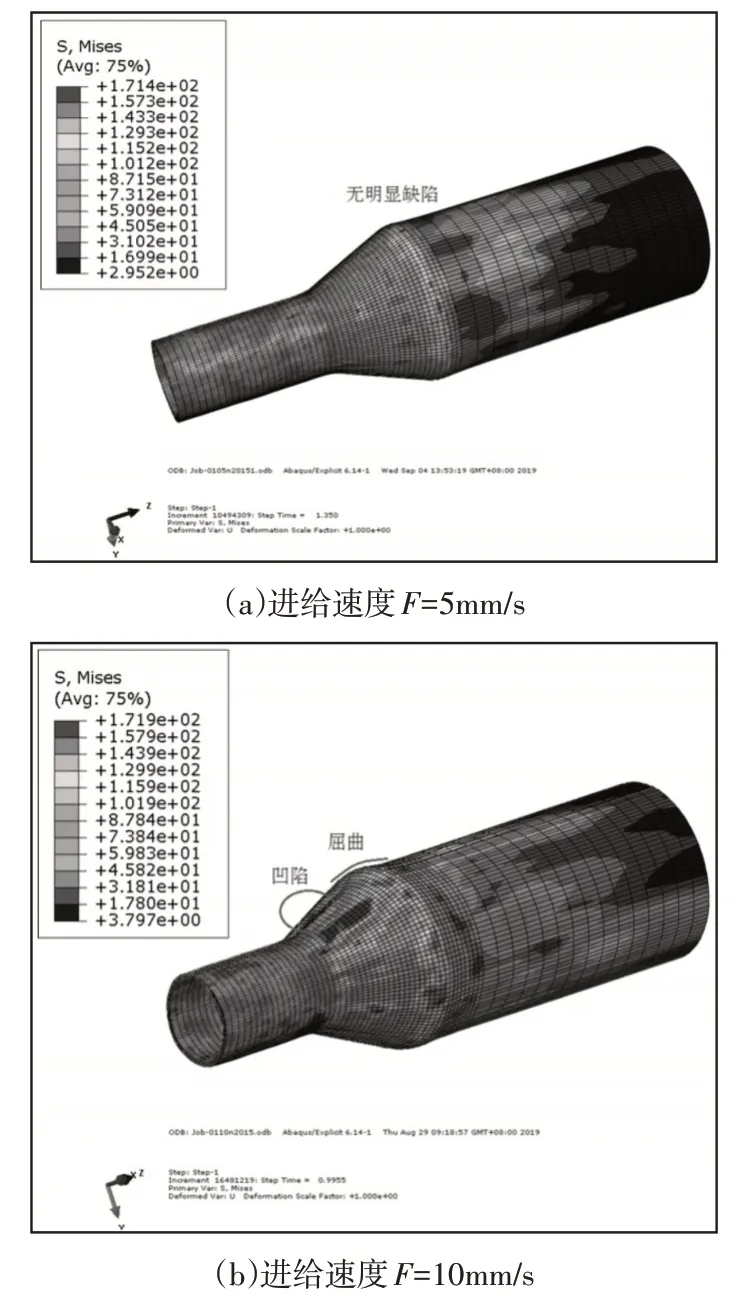
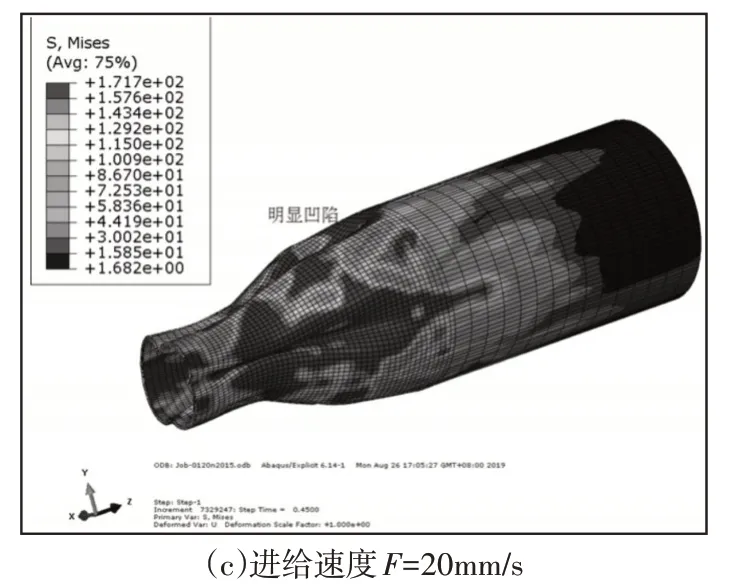
圖6 不同進給速度下銅管應變示意圖Fig.6 Schematic Diagram of Copper Tube Stress at Different Feeding Speed
對壁厚T=0.1mm的銅管,進給速度F=20mm/s時旋鍛縮徑成形過程進行單步分析,具體形變,如圖7所示。鍛打成形前期,在旋鍛模具的合模過程中,因接觸的銅管直徑大于旋鍛模具直徑,銅管會受擠壓而往合模間隙間流動,因采用四片式旋鍛時,銅管圓周會形成4個外凸出的部分。但是,旋鍛模具在合模過程中同時也在進行旋轉運動,旋鍛模具在旋轉過程中將外凸的部分重新被包含到模具當中,凸出的材料在被模具包含過程中,會受到模具的擠壓,這時凸出部分左右兩邊的材料會產生應力集中,而向下凹陷;旋轉會造成轉向邊的應力更大,此時圓周會出現下凹、凸出、下凹的形狀,如圖7(a)所示。隨著鍛打過程不斷進行,模具不停的開合,銅管四周不停產生波浪形狀,如圖7(b)所示。隨著鍛打加工的進一步進行,波浪形狀不停的產生,波峰波谷不停的重合或交叉,銅管局部位置會因為應力集中而失穩,在某一個時刻,銅管會在失穩位置產生明顯的凹陷,如圖7(c)所示。隨著加工進一步進行,凹陷產生的地方會因為穩定性降低而進一步加劇,造成凹陷越來越明顯,如圖7(d)所示。因為模具和銅管加工過程中是線接觸到面接觸轉變過程,故從管長方向看過去可以發現,缺陷呈現出條狀。


圖7 凹陷產生步驟Fig.7 Collapse Generation Step
結合式(3)進行分析,當進給速度F增加之后,銅管上一次鍛打分離到下一次鍛打接觸時間t范圍內,銅管前進的距離ΔR增加,包角變小造成銅管流動較大,形成的波浪條紋幅值會更大,造成應力過大,當大到一定程度時候,模具無法完全閉合,銅管中流動的金屬會嵌入到模具之間,造成飛邊;當波浪幅值較小的時候,銅管在不停的被鍛打的過程中,波峰和波谷不停的交叉,銅管外表面逐漸變得光滑,應力應變變得更加均勻。
因為銅管壁厚只有0.1mm,銅管的剛性和穩定性較差,同時銅管經過950℃燒結后,銅管的屈服強度和硬度減小,故較小的應力會造成銅管失穩而產生缺陷,鍛打過程產生的震動會加劇銅管的失穩。所以在實際生產過程中,針對燒結態薄壁銅管需要通過減小進給速度來提高表面鍛打成形質量。
5 結論
通過對銅管旋轉鍛打進給過程中旋鍛模具與銅管之間的接觸運動特性分析,得出以下結論:
(1)在相同條件下,增加鍛打模具數量可以提高銅管在鍛打過程中與模具接觸面積以及接觸時間,增加鍛打均勻性,提高成形表面質量;
(2)減小銅管壁厚T、降低銅管硬度和屈服極限會造成旋鍛過程銅管剛性變差,不利于旋鍛成形表面質量;
(3)對于壁厚為0.1mm的退火態銅管,當進給速度F=5mm/s時,能獲得較好的成形質量。進給速度F=10mm/s時,銅管表面會產生凸出等缺陷;當進給速度F=20mm/s,銅管表面會產生凹陷。造成這些缺陷的主要原因是表面應力過大導致銅管屈服。
