404 Not Found
404 Not Found
多維特征數(shù)據(jù)驅(qū)動(dòng)的數(shù)控車(chē)削加工過(guò)程碳排放預(yù)測(cè)研究
張 華,王 正,鄢 威,史夢(mèng)成
(1.武漢科技大學(xué)冶金裝備及控制教育部重點(diǎn)實(shí)驗(yàn)室,湖北 武漢 430081;2.武漢科技大學(xué)機(jī)械傳動(dòng)與制造工程湖北省重點(diǎn)實(shí)驗(yàn)室,湖北 武漢 430081;3.武漢科技大學(xué)綠色制造工程研究院,湖北 武漢 430081)
1 引言
溫室氣體大量排放導(dǎo)致的全球變暖、冰川消融和海平面上升等問(wèn)題已經(jīng)成為威脅人類(lèi)生存的隱患之一。據(jù)國(guó)際能源機(jī)構(gòu)IEA調(diào)查顯示,全球CO2排放量的36%來(lái)自于制造業(yè)[1]。我國(guó)作為一個(gè)制造業(yè)大國(guó),制造業(yè)消耗的電能占比最多,由此產(chǎn)生的碳排放也是最多。因此,控制與減少CO2排放已經(jīng)成為我國(guó)制造業(yè)實(shí)現(xiàn)可持續(xù)發(fā)展的當(dāng)務(wù)之急。
制造業(yè)碳排放精準(zhǔn)預(yù)測(cè)是實(shí)現(xiàn)碳排放評(píng)估和減排的首要問(wèn)題,已成為學(xué)術(shù)界的熱點(diǎn)研究問(wèn)題。文獻(xiàn)[2]分析了機(jī)床的碳排放來(lái)源,并以磨削用量、表面粗糙度和加工時(shí)間為影響因子,采用遺傳算法優(yōu)化小波神經(jīng)網(wǎng)絡(luò)模型有效預(yù)測(cè)了機(jī)床的碳排放;文獻(xiàn)[3]分析了數(shù)控加工過(guò)程碳排放的構(gòu)成和特征,建立了ERWC多維碳排放計(jì)算模型;文獻(xiàn)[4]提出了一種機(jī)械加工系統(tǒng)碳排放量化方法,并通過(guò)綜合分析機(jī)床設(shè)備和加工質(zhì)量的實(shí)際約束,建立了以低碳少時(shí)為優(yōu)化目標(biāo)的切削參數(shù)優(yōu)化模型,并采用復(fù)合形法對(duì)其求解;文獻(xiàn)[5]通過(guò)分析數(shù)控車(chē)削加工過(guò)程中能耗特征、切削參數(shù)及加工時(shí)間之間的關(guān)系,建立了以低碳少時(shí)為目標(biāo)和以機(jī)床、刀具和加工質(zhì)量等參數(shù)為約束的多目標(biāo)優(yōu)化模型;文獻(xiàn)[6]提出了一種定量表征機(jī)床全生命周期碳排放的碳效率方法;文獻(xiàn)[7]針對(duì)機(jī)床車(chē)間的某些生產(chǎn)活動(dòng)也會(huì)對(duì)環(huán)境產(chǎn)生影響,建立了一個(gè)綜合模型來(lái)進(jìn)行加工參數(shù)優(yōu)化和流程車(chē)間調(diào)度。上述研究的特點(diǎn)是基于碳排放的某些主要影響要素,建立碳排放數(shù)學(xué)模型,進(jìn)而進(jìn)行碳排放的預(yù)測(cè)、評(píng)估或優(yōu)化。然而,由于車(chē)削過(guò)程碳排放的影響要素眾多,且影響機(jī)理難以用數(shù)學(xué)模型進(jìn)行完整的表征,如僅選取磨削、切削用量作為自變量等進(jìn)行碳排放建模,可能導(dǎo)致忽略部分影響因素的作用,對(duì)預(yù)測(cè)結(jié)果的精度產(chǎn)生不利影響。
信息技術(shù)和數(shù)據(jù)分析技術(shù)的發(fā)展為數(shù)控車(chē)削加工過(guò)程碳排放預(yù)測(cè)提供了一種新的思路。我們已能通過(guò)物聯(lián)網(wǎng)、智能傳感器等技術(shù)裝備對(duì)車(chē)削加工過(guò)程的加工參數(shù)、加工設(shè)備、加工工件等碳排放影響要素?cái)?shù)據(jù)進(jìn)行采集,并通過(guò)數(shù)據(jù)挖掘等技術(shù)對(duì)碳排放進(jìn)行預(yù)測(cè)。基于此,這里提出了一種多維特征數(shù)據(jù)驅(qū)動(dòng)的數(shù)控車(chē)削加工過(guò)程碳排放預(yù)測(cè)方法。通過(guò)原材料消耗、輔助物料消耗、能源消耗和廢棄物回收處理四個(gè)維度碳排放影響要素?cái)?shù)據(jù)的分析,提取不同維度對(duì)碳排放有影響的特征數(shù)據(jù),并利用智能算法進(jìn)行碳排放預(yù)測(cè)。
2 數(shù)控車(chē)削加工過(guò)程碳排放特性
數(shù)控車(chē)削加工過(guò)程碳排放的影響維度主要包括:原材料消耗產(chǎn)生的碳排放、輔助物料消耗產(chǎn)生的碳排放、能源消耗產(chǎn)生的碳排放和廢棄物回收處理產(chǎn)生的碳排放。為對(duì)其總碳排放進(jìn)行預(yù)測(cè),首先需要分析這四個(gè)維度的碳排放特性。
依據(jù)機(jī)床零部件生命周期中物料流、能量流和環(huán)境排放流的特點(diǎn),建立數(shù)控車(chē)削加工過(guò)程碳足跡模型,如圖1所示。

圖1 數(shù)控車(chē)削加工過(guò)程碳足跡模型Fig.1 Carbon Footprint Model of NC Turning Process
數(shù)控車(chē)削加工過(guò)程碳足跡模型,如圖1所示。由此數(shù)控車(chē)削加工過(guò)程的總碳排放量可表示為:

式中:G—整個(gè)機(jī)床加工過(guò)程的總碳排放量;
Ga—原材料消耗所產(chǎn)生的總碳排放量;
Gb—輔助物料的消耗所產(chǎn)生的總碳排放量;
Gc—電能消耗所產(chǎn)生的總碳排放量;
Ge—廢棄物回收處理所產(chǎn)生的碳排放量。
數(shù)控機(jī)床加工過(guò)程碳排放機(jī)理模型及式(1)可知,數(shù)控車(chē)削加工過(guò)程四個(gè)維度碳排放影響要素主要包括機(jī)床不同能量源(主傳動(dòng)系統(tǒng)、進(jìn)給系統(tǒng)等),工件毛坯尺寸、材料,切削刀具材料、刀具參數(shù),廢屑、廢液等,且隨著加工過(guò)程時(shí)間的變化,這些維度要素間存在著復(fù)雜的關(guān)聯(lián)關(guān)系。建立維度數(shù)據(jù)間的關(guān)聯(lián)關(guān)系框圖,數(shù)控車(chē)削加工過(guò)程碳排放多維度影響要素分析框圖,如圖2所示。

圖2 數(shù)控車(chē)削加工過(guò)程碳排放多維度影響要素分析框圖Fig.2 Block Diagram for Analysis of Factors Influencing Multi-Dimension Carbon Emission in NC Turning
圖2中,物料指的是工件,其消耗所產(chǎn)生的碳排放Ga受零件尺寸、毛坯尺寸和毛坯材料等的影響;輔助物料包括加工使用的刀具和切削液,其消耗所產(chǎn)生的碳排放Gb受刀具參數(shù)、刀具材料、切削液種類(lèi)、切削液流速和切削液用量等的影響;電能消耗所產(chǎn)生的碳排放量Gc受主軸額定功率、材料切削功率、進(jìn)給軸損耗功率、噴冷卻液功率和機(jī)床待機(jī)功率等的影響;廢棄物處理所產(chǎn)生的碳排放量Ge受廢水處理量和廢屑處理量等的影響。刀具磨損量雖然不大,但是產(chǎn)生的碳排量大。主軸轉(zhuǎn)速、進(jìn)給量和切削深度直接或間接得影響著這四個(gè)來(lái)源。
3 碳排放數(shù)據(jù)采集與處理
3.1 數(shù)據(jù)采集
根據(jù)上文分析得出的數(shù)控車(chē)削加工過(guò)程碳排放影響要素,對(duì)加工開(kāi)始到結(jié)束階段原材料、輔助材料、電能和廢棄物四個(gè)維度的包括毛坯、刀具、切削液、廢屑、廢液以及碳排放量等一系列數(shù)據(jù)進(jìn)行采集。
數(shù)控車(chē)削加工過(guò)程不同維度數(shù)據(jù)的采集方法示意圖,即影響因子數(shù)據(jù)采集方法示意圖,如圖3所示。

圖3 影響因子數(shù)據(jù)采集方法示意圖Fig.3 Schematic Diagram of Impact Factor Data Collection Method
例如:零件尺寸中的圓柱體長(zhǎng)度、曲面半徑和工件長(zhǎng)度等可直接通過(guò)CAD軟件讀取;切削用量等參數(shù)在電腦輸入端可直接讀取;6061鋁合金材料硬度可通過(guò)查詢(xún)硬度換算表得到。因此,數(shù)控車(chē)削加工過(guò)程總碳排放量可由下式進(jìn)行表達(dá):

式中:G—機(jī)床加工過(guò)程中的總碳排放量;V—切削掉的原材料體積;ρgj—工件材料密度;fa—切除物料的碳排放因子;fb—廢屑處理的碳排放因子;Mc—刀具的質(zhì)量,單個(gè)常用車(chē)刀片通常取9.5g;fc—磨損刀具的碳排放因子;T—刀具壽命;N—重磨次數(shù);tm—切削時(shí)間;Pjc—機(jī)床總電源處的總功率;t1—車(chē)削加工開(kāi)始的時(shí)間;t2—車(chē)削加工結(jié)束的時(shí)間;fd—電能的碳排放因子;Vchu—初始切削液的消耗量;Vfu—后期附加的切削液消耗量;δ—切削液的濃度;tp—切削液使用時(shí)間;Tc—切削液的更換周期;fe—消耗切削液的碳排放因子;ff—廢液處理的碳排放因子。
通過(guò)查詢(xún)大量文獻(xiàn)得到相關(guān)屬性碳排放因子的取值,如表1所示。
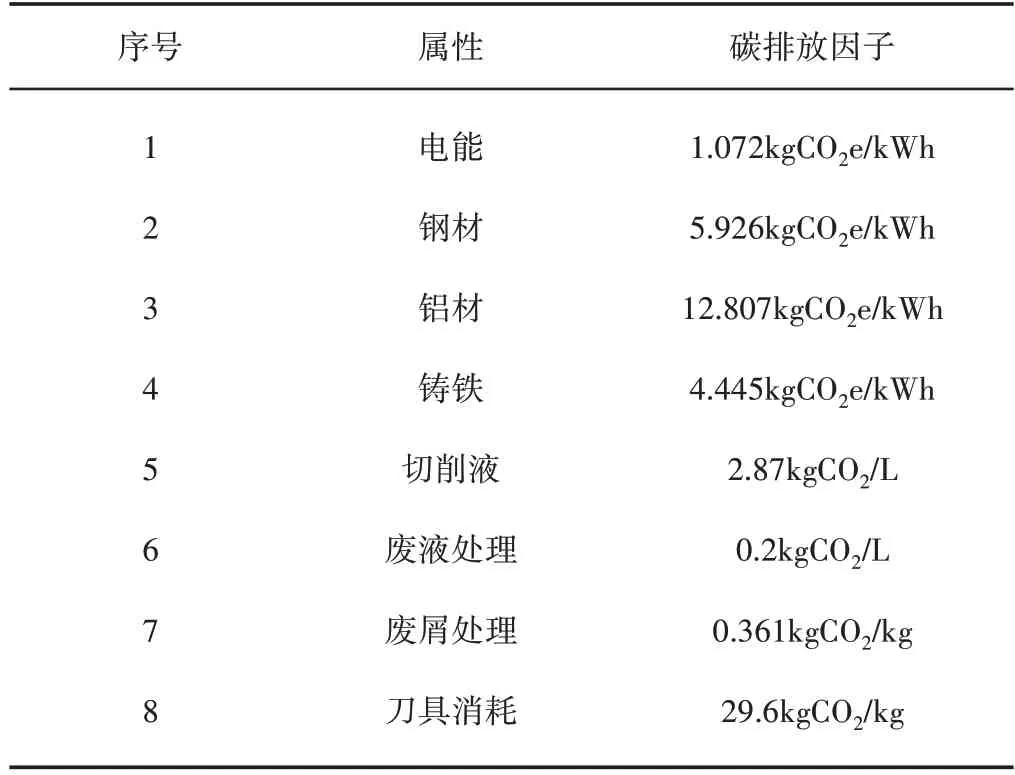
表1 相關(guān)屬性碳排放因子表Tab.1 Table of Carbon Emission Factors of Relevant Attributes
3.2 數(shù)據(jù)預(yù)處理
由于采集得到的原始數(shù)據(jù)具有不同數(shù)據(jù)格式和量綱,無(wú)法直接輸入到模型里計(jì)算,所以在此之前需要對(duì)這些原始數(shù)據(jù)進(jìn)行預(yù)處理。工具采用Python軟件,調(diào)用的庫(kù)為Pandas和Sklearn。數(shù)據(jù)預(yù)處理主要操作,如表2所示。

表2 數(shù)據(jù)預(yù)處理主要操作Tab.2 Main Operations of Data Preprocessing
3.3 特征選擇
嶺回歸[8-9]是一種對(duì)最小二乘估計(jì)法改良的一種專(zhuān)用于共線性數(shù)據(jù)分析的有偏估計(jì)回歸方法,其回歸系數(shù)相比最小二乘法更加符合客觀實(shí)際,穩(wěn)定性更好,效果更可靠。因此,這里選擇嶺回歸算法來(lái)進(jìn)行多維數(shù)據(jù)特征選擇,其回歸函數(shù)一般為:

式中:X—自變量矩陣;
W—回歸系數(shù)矩陣;
Y—因變量矩陣;
ε—誤差。
我們可以用如下公式求解W權(quán)重:

式中的XTX的值小到逼近于0時(shí),誤差則會(huì)變得異常大,這顯然是不被允許的。為了解決這個(gè)問(wèn)題,可以在回歸函數(shù)中添加一個(gè)L2正則項(xiàng),是回歸函數(shù)可變換為:

式中:λ=alpha×I,I—單位矩陣;alpha—系數(shù)。
故有:

變換后的式子顯然不存在XTX的值小到逼近于0的情況,防止了誤差異常變化。
4 數(shù)據(jù)驅(qū)動(dòng)的模型
4.1 果蠅-差分進(jìn)化優(yōu)化BP神經(jīng)網(wǎng)絡(luò)
對(duì)于碳排放預(yù)測(cè)模型,除開(kāi)數(shù)學(xué)公式模型外,目前常用的是基于BP神經(jīng)網(wǎng)絡(luò)的模型,但仍存在很多不足之處。例如:易陷入局部最優(yōu)值、收斂速度比較慢和容易過(guò)擬合等問(wèn)題[10]。果蠅算法和差分進(jìn)化算法是目前較為常用的BP神經(jīng)網(wǎng)絡(luò)改進(jìn)算法,但單一的果蠅算法雖收斂速度快但可能陷入局部最優(yōu)值,差分進(jìn)化算法魯棒性和全局搜索能力強(qiáng)但是后期收斂速度很慢的特點(diǎn)[11]。
基于此,這里結(jié)合果蠅算法和差分進(jìn)化算法,提出了果蠅-差分進(jìn)化BP 神經(jīng)網(wǎng)絡(luò)算法的碳排放預(yù)測(cè)模型,即是將種群分為FOA 分群和DE 分群,以BP 神經(jīng)網(wǎng)絡(luò)的權(quán)值作為算法的位置粒子,以BP神經(jīng)網(wǎng)絡(luò)的輸出誤差作為適應(yīng)度函數(shù),果蠅個(gè)體濃度值等同于差分進(jìn)化個(gè)體的適應(yīng)度值。在訓(xùn)練過(guò)程中通過(guò)相互比較選出適應(yīng)度值最優(yōu)的個(gè)體,再以最優(yōu)個(gè)體的位置向量作為網(wǎng)絡(luò)初始權(quán)值,從而獲得更優(yōu)的神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)模型。
適應(yīng)度函數(shù)為:

式中:N—訓(xùn)練集規(guī)模;y'j,i—第i個(gè)訓(xùn)練樣本的第j個(gè)輸出節(jié)點(diǎn)的理想輸出;yi,j—第i個(gè)訓(xùn)練樣本的第j個(gè)輸出節(jié)點(diǎn)的實(shí)際輸出。
4.2 模型訓(xùn)練流程
主要步驟如下:
初始化各參數(shù)。包括神經(jīng)網(wǎng)絡(luò)的層數(shù)和神經(jīng)元個(gè)數(shù)、初始權(quán)值和閾值、學(xué)習(xí)效率、進(jìn)化次數(shù)和目標(biāo)誤差;設(shè)置FOA算法和DE算法的縮放因子、交叉因子、最大迭代次數(shù)、目標(biāo)精度和種群規(guī)模。
將種群分為FOA分群和DE分群,初始化兩個(gè)分群參數(shù);計(jì)算FOA個(gè)體的味道濃度判定值,初始化FOA個(gè)體濃度值和群體最佳濃度值并保留所在位置;計(jì)算DE 個(gè)體的適應(yīng)度值,初始化DE個(gè)體的個(gè)體最優(yōu)值;令初始迭代次數(shù)為0。
對(duì)DE個(gè)體進(jìn)行變異、交叉和選擇操作;對(duì)FOA個(gè)體進(jìn)行方向和步長(zhǎng)的更新。
選出FOA分群中最佳個(gè)體的2/3與DE最優(yōu)個(gè)體的1/3并比較,選出最佳個(gè)體作為下一代的全局最佳個(gè)體。
判斷當(dāng)前個(gè)體的適應(yīng)度值P_Value 與上一次的適應(yīng)度值O_Value的差值是否小于閾值λ。若滿(mǎn)足條件則進(jìn)入下一步;反之進(jìn)入第七步。
更新群體最優(yōu)值。
判斷是否滿(mǎn)足精度要求或最大迭代次數(shù),若滿(mǎn)足則進(jìn)入第9步,否則回到第3步。
計(jì)算味道濃度值或適應(yīng)度值,更新群體最優(yōu)值,按味道濃度值或適應(yīng)度值的大小排列,DE個(gè)體中適應(yīng)度值大的替換FOA個(gè)體中濃度值小的。比較各分群的群體最優(yōu)值,將最最優(yōu)值作為下一代進(jìn)化的群體最優(yōu)值,返回第3步。
輸出全局最優(yōu)值并映射到神經(jīng)網(wǎng)絡(luò)的權(quán)值和閾值中,再對(duì)新網(wǎng)絡(luò)進(jìn)行訓(xùn)練和預(yù)測(cè)。改進(jìn)果蠅-差分進(jìn)化優(yōu)化BP神經(jīng)網(wǎng)絡(luò)算法流程圖,如圖4所示。

圖4 改進(jìn)果蠅-差分進(jìn)化優(yōu)化BP神經(jīng)網(wǎng)絡(luò)算法流程圖Fig.4 Flow Chart of Improved Drosophila-Differential Evolution Optimization BP Neural Network Algorithm
5 案例分析
5.1 實(shí)驗(yàn)條件
本次數(shù)控車(chē)削實(shí)驗(yàn)采用的毛坯材料為45鋼、6061鋁合金和QT500-7球墨鑄鐵,數(shù)控車(chē)床CK6136i、CK6153i,刀具材料采用硬質(zhì)合金(YG8和YT5)和高速鋼(W18Cr4V和W6Mo5Cr4V2),切削液型號(hào)采用Clearedge EP 690 水溶性切削液和MCF-2012 微乳化液,零件的尺寸、零件的加工參數(shù)以及切削參數(shù)均為隨機(jī)組合設(shè)置。實(shí)驗(yàn)設(shè)備圖片,如圖5 所示。采集到相關(guān)的原始數(shù)據(jù)后對(duì)數(shù)據(jù)集進(jìn)行預(yù)處理,列出有關(guān)的碳排放特征屬性名稱(chēng)以及取值范圍,即機(jī)床加工過(guò)程特征屬性取值范圍,如表3 所示。對(duì)篩選后的特征屬性數(shù)據(jù)集進(jìn)行歸一化處理,并用嶺回歸特征選擇算法對(duì)數(shù)據(jù)集進(jìn)行計(jì)算,選出了七個(gè)主要的特征:車(chē)削長(zhǎng)度、零件直徑、切削時(shí)間、機(jī)床待機(jī)功率、主軸額定功率、噴冷卻液功率和切削液用量。

表3 機(jī)床加工過(guò)程特征屬性取值范圍Tab.3 Range of Characteristic Attributes of Machine Tool Processing

圖5 實(shí)驗(yàn)設(shè)備圖片F(xiàn)ig.5 Experimental Equipment Picture
5.2 碳排放預(yù)測(cè)結(jié)果分析
5.2.1 模型的參數(shù)設(shè)置
采用軟件Matlab2016a進(jìn)行數(shù)據(jù)預(yù)測(cè)和繪圖。將數(shù)據(jù)集分為訓(xùn)練集和測(cè)試集,用神經(jīng)網(wǎng)絡(luò)、果蠅優(yōu)化神經(jīng)網(wǎng)絡(luò)和果蠅-差分進(jìn)化優(yōu)化神經(jīng)網(wǎng)絡(luò)三種算法分別對(duì)訓(xùn)練集數(shù)據(jù)進(jìn)行訓(xùn)練,再將訓(xùn)練好的模型對(duì)測(cè)試集進(jìn)行預(yù)測(cè)。模型性能的評(píng)價(jià)指標(biāo)選擇均方根誤差(RMSE)和平均相對(duì)百分比誤差(MPAE),其公式如下所示:

模型有關(guān)的參數(shù)設(shè)置如下:
(1)對(duì)差分進(jìn)化算法參數(shù)的設(shè)置:種群規(guī)模M1設(shè)置為27;最大迭代次數(shù)N1設(shè)置為1000;交叉概率CR設(shè)置為0.5;縮放因子F設(shè)置為0.7;允許運(yùn)算搜索的空間范圍為[-1,1]。(2)對(duì)果蠅算法參數(shù)的設(shè)置:種群規(guī)模M2最大迭代次數(shù)N2與差分進(jìn)化算法的一樣。(3)對(duì)神經(jīng)網(wǎng)絡(luò)算法參數(shù)的設(shè)置:網(wǎng)路層數(shù)為3;輸入層神經(jīng)元個(gè)數(shù)為所選出的主要特征個(gè)數(shù);輸出層神經(jīng)元個(gè)數(shù)為1;隱含層神將元個(gè)數(shù)與多種因素有關(guān),通過(guò)試驗(yàn)法選出使預(yù)測(cè)誤差最小的層數(shù)為5;學(xué)習(xí)效率設(shè)為0.1;進(jìn)化次數(shù)N3與迭代次數(shù)N1一樣設(shè)置為1000;目標(biāo)誤差設(shè)為0.0001。
5.2.2 結(jié)果分析
模型的預(yù)測(cè)結(jié)果圖,如圖6所示。可以看出,三種算法預(yù)測(cè)值的走勢(shì)基本上都與實(shí)際值的一致,且偏差都不太大;模型預(yù)測(cè)的誤差結(jié)果圖,如圖7所示。可以看出,三種算法預(yù)測(cè)的誤差各不相同,但每種算法的誤差都基本穩(wěn)定在一定的范圍內(nèi)。

圖6 模型的預(yù)測(cè)結(jié)果圖Fig.6 Prediction Results of the Model

圖7 模型預(yù)測(cè)的誤差結(jié)果圖Fig.7 Error Results of Model Prediction
模型預(yù)測(cè)誤差對(duì)比,如表4所示。可以看出,神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)的誤差最大,其次是果蠅優(yōu)化神經(jīng)網(wǎng)絡(luò)的誤差,而果蠅-差分進(jìn)化優(yōu)化神經(jīng)網(wǎng)絡(luò)的預(yù)測(cè)誤差最小。由此可以看出,這里所提出的果蠅-差分進(jìn)化優(yōu)化神經(jīng)網(wǎng)絡(luò)的算法可以很好的預(yù)測(cè)出機(jī)床加工過(guò)程的碳排放量,并且精度高于果蠅優(yōu)化神經(jīng)網(wǎng)絡(luò)算法和傳統(tǒng)的神經(jīng)網(wǎng)絡(luò)算法。

表4 模型預(yù)測(cè)誤差對(duì)比Tab.4 Comparison of Model Prediction Errors
6 結(jié)語(yǔ)
(1)針對(duì)數(shù)控車(chē)床加工過(guò)程中碳排放多源復(fù)雜的特點(diǎn),這里提出了一種基于多維特征數(shù)據(jù)驅(qū)動(dòng)的方法,主要是先分析了數(shù)控車(chē)削加工過(guò)程碳排放的相關(guān)影響因子,再通過(guò)數(shù)據(jù)采集、數(shù)據(jù)預(yù)處理、特征選擇、算法模型預(yù)測(cè)幾個(gè)步驟達(dá)到預(yù)測(cè)機(jī)床加工過(guò)程中的碳排放量的目的。(2)通過(guò)改進(jìn)的果蠅-差分進(jìn)化優(yōu)化BP神經(jīng)網(wǎng)絡(luò)算法預(yù)測(cè)碳排放,并與果蠅優(yōu)化神經(jīng)網(wǎng)絡(luò)算法和傳統(tǒng)的神經(jīng)網(wǎng)絡(luò)算法做對(duì)比,實(shí)驗(yàn)結(jié)果驗(yàn)證了這里所提出的算法具有更高的精度。
