冷噴涂技術在動車組車體修復中的應用研究
2022-11-18 02:04:20張振鵬方喜風張風東董彥妮胡潔
金屬加工(熱加工) 2022年11期
張振鵬,方喜風,張風東,董彥妮,胡潔
中車青島四方機車車輛股份有限公司 山東青島 266111
1 序言
隨著軌道交通產業的快速發展,高速動車組越來越多地使用鋁合金作為車體結構材料,以滿足輕量化的使用需求[1]。受運營環境的影響,動車組車體表面容易出現不同程度的局部腐蝕及損傷,在動車組返廠檢修時需進行修復。目前,國內外知名的軌道客車制造企業主要采用焊接修復方法,但基于焊接修復過程溫度高、鋁合金導熱快、焊接飛濺等工藝特點,焊接前往往需要對周圍區域內的部件(內裝、電纜等)進行拆除,并在焊接后恢復部件安裝,極大地增加了修復作業量及動車組的檢修周期。隨著動車組檢修交付要求的提高,由于傳統焊接修復方法已無法滿足動車組車體檢修周期的要求,因此發掘一種高效、快速的修復方法已成為動車組檢修亟待解決的問題。
冷噴涂作為一種低溫固態成形技術,相比傳統焊接修復方法,具有沉積溫度低、沉積效率高、應用材料范圍廣等優點,自20世紀80年代提出以來,受到國內外研究學者的青睞。目前,冷噴涂技術已在航空航天及艦船等領域中對一些結構件的修復進行了應用[2,3],但對于其在高速動車組領域中的應用報道較少。本文結合動車組常用鋁合金材料(7N01S-T5),開展了冷噴涂技術在動車組車體修復上的應用研究。
2 試驗方法
2.1 試驗設備與材料
冷噴涂設備采用陜西天元智能再制造股份有限公司生產的SCS-P01型設備,最大功率3.3kW。采用氮氣作為動力源,最大輸出壓力為1.3MPa,氣體輸出流量為1m3/min。試驗基體材料為400mm×300mm的7N01S-T5鋁合金,厚度5mm,基體化學成分見表1。噴涂合金粉末主要成分為75%純鋁和25%氧化鋁,平均粒徑為28mm。
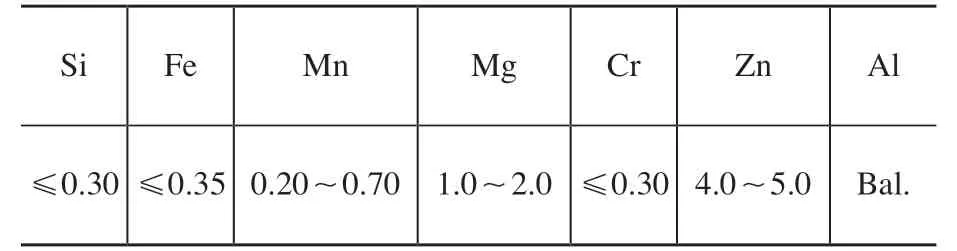
表1 7N01S-T5鋁合金主要成分(質量分數) (%)
2.2 試樣制備及冷噴涂工藝參數
對試驗基體中部銑出15mm×4mm的凹槽,凹槽尺寸如圖1所示。使用冷噴涂設備對試件凹槽部位進行冷噴涂填滿,冷噴涂工藝參數見表2。
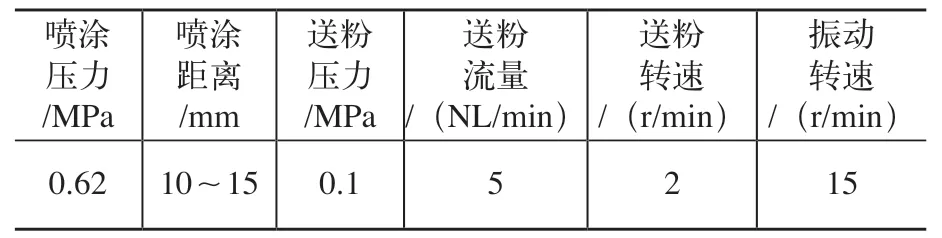
表2 冷噴涂工藝參數
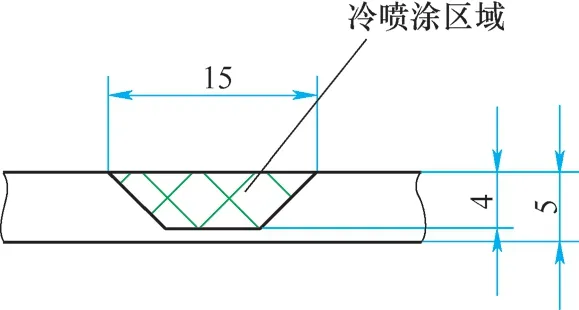
圖1 凹槽尺寸
2.3 組織、硬度及性能檢測
冷噴涂后截取修復區域的橫截面,制備金相試樣,采用OLYMPUS-BX51M金相顯微鏡觀察涂層宏觀組織特征。采用SUPRA 55型掃描電鏡觀察涂層不同區域的顯微組織及孔隙率。
采用FM-700顯微硬度儀測試接頭的顯微硬度,載荷500g(4.9N),載荷時間為15s。
按GB/T 8642—2002 《熱噴涂 抗拉結合強度的測定》方法,在φ25mm的鋁合金基體上制備冷噴涂涂層,試樣數量3個,采用萬能試驗機對涂層的結合強度進行測定。
室溫拉伸試驗按EN ISO 4136:2022《金屬材料焊接的破壞性試驗.橫向拉伸試驗》要求進行,試樣尺寸如圖2所示,試樣數量3個,拉伸試驗采用WDW-300E設備,拉伸速率1mm/min。
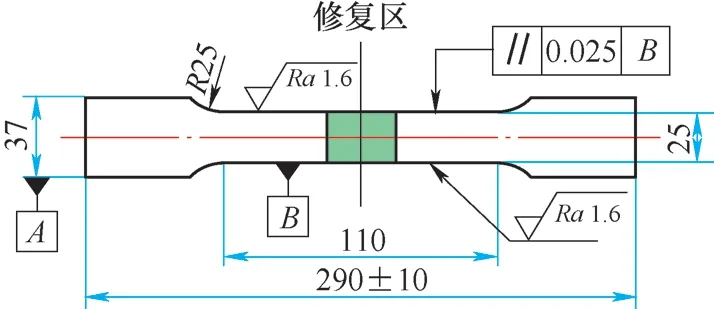
圖2 拉伸試驗試樣尺寸
3 試驗結果與分析
3.1 金相組織
涂層宏觀金相組織特征如圖3所示。從圖3可看出,涂層與基體之間結合良好,未出現明顯的未熔合、裂紋等缺陷。
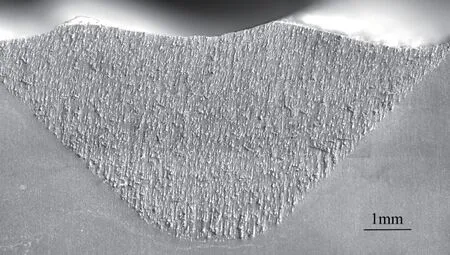
圖3 宏觀金相組織
3.2 微觀組織及孔隙率
圖4所示為鋁合金基體的微觀組織。鋁合金基體組織為晶粒沿軋制方向延長呈纖維狀,α(Al)基體上分布著MgZn2強化相。圖5所示為冷噴涂修復試樣修復區表面和截面的微觀組織。從圖5可看出,修復區表面和截面的組織相似,均由許多白色顆粒鑲嵌在基體中組成。通過能譜分析,發現白色顆粒為Al2O3,基體部分為Al,且Al基體因塑性變形而失去了原有的形貌。對比表面和截面的組織,可看到截面的組織比表面組織更加致密。利用Image J軟件對圖片進行分析,孔隙率結果如圖6所示。結果表明,冷噴涂表面的孔隙率為3.116%,冷噴涂截面的孔隙率為2.77%。

圖4 鋁合金基體微觀組織
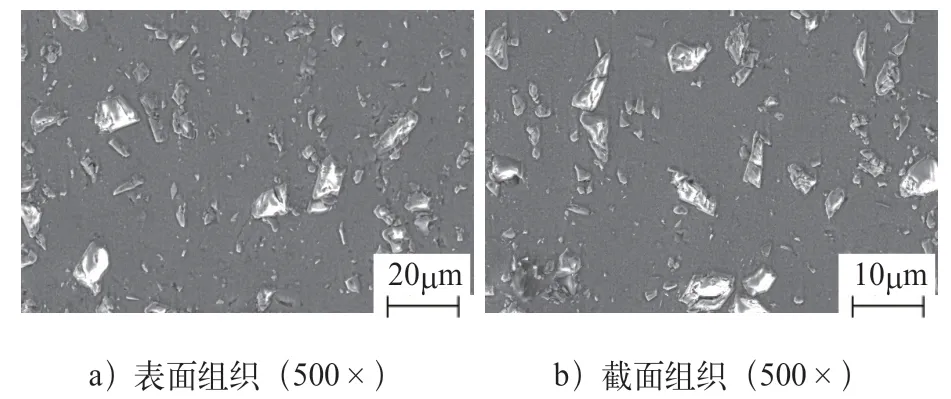
圖5 修復試樣的微觀組織
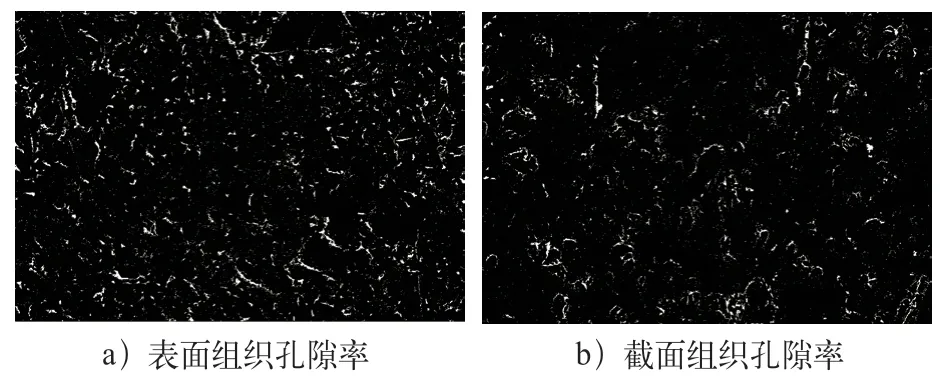
圖6 修復試樣孔隙率結果
3.3 硬度試驗
冷噴涂修復試樣的硬度曲線如圖7所示。從圖7可看出,冷噴涂修復層的硬度為52~64HV,結合界面附近硬度為60~80HV。鋁合金基體的硬度為87~108HV,主要合金元素為Mg、Zn,因此硬度主要歸因于MgZn2強化相。相比鋁合金基體,冷噴涂修復層的硬度較低,這主要與噴涂粉末成分有關,因為噴涂粉末由75%純鋁和25%氧化鋁組成,Al2O3顆粒的硬度較高,而純鋁的硬度較低,所以冷噴涂修復層的硬度也就較低。
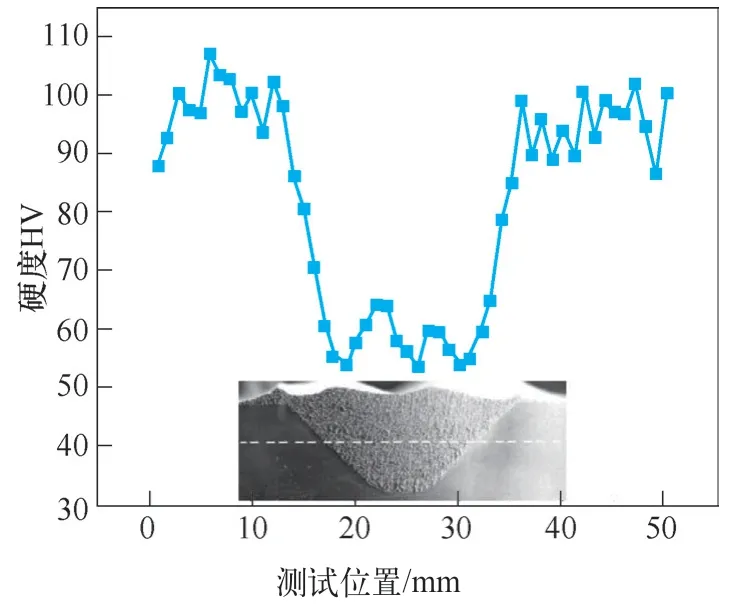
圖7 冷噴涂修復試樣的硬度曲線
3.4 結合強度檢測
涂層與鋁合金的結合強度檢測結果見表3。從表3可看出,鋁合金冷噴涂涂層的平均結合強度為33.3MPa。
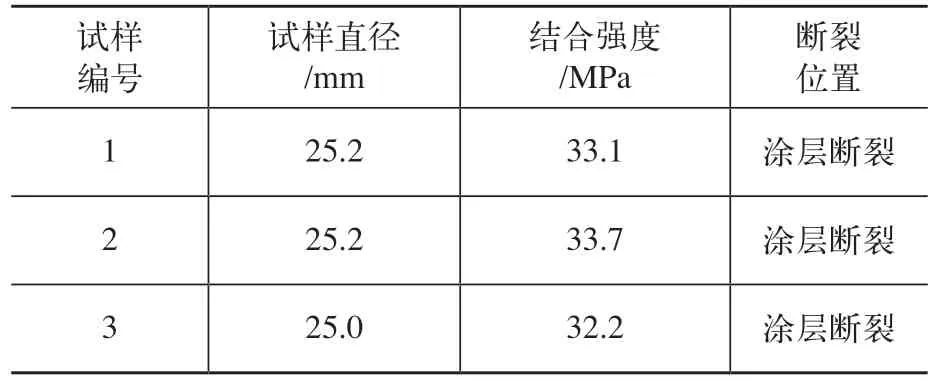
表3 冷噴涂涂層的結合強度
3.5 抗拉強度檢測
3個冷噴涂修復試樣的拉伸試驗結果見表4。從表4可看出,修復試樣的平均抗拉強度為169MPa,平均伸長率為0.24%,且隨著試樣凹槽深度的增加,修復試樣的抗拉強度有一定減小。圖8所示為拉伸斷裂后的宏觀形貌,斷裂位置均發生在冷噴涂修復區。圖9所示為拉伸斷口的微觀形貌。由圖9可知,鋁合金基體存在韌窩,為典型的韌性斷裂,而修復區看到許多Al2O3顆粒,斷口與主應力方向垂直,為脆性斷裂。
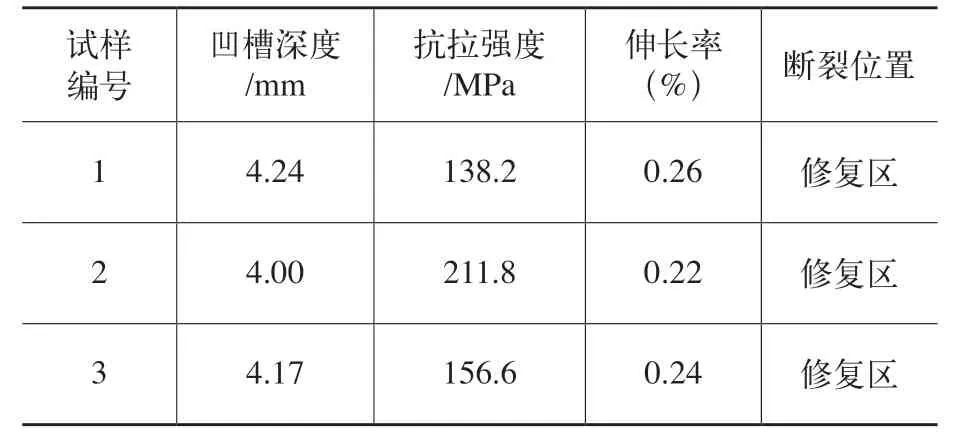
表4 冷噴涂修復試樣拉伸試驗結果
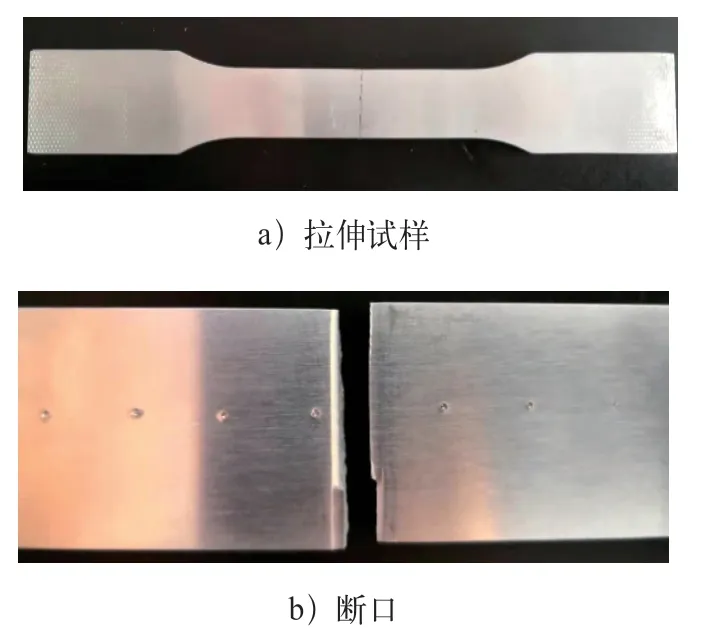
圖8 拉伸試驗結果
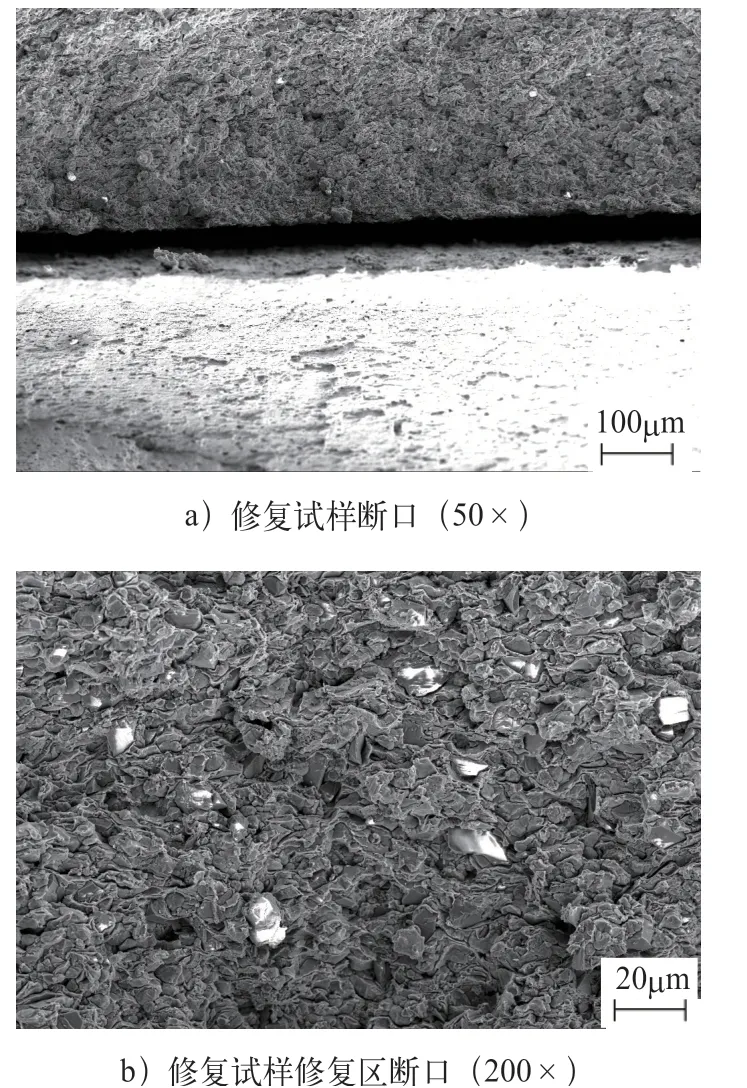
圖9 拉伸斷口微觀形貌
4 車體修復應用
根據以上試驗結果,結合車體易發生腐蝕部位的靜強度仿真分析和結構安全性分析,選取低應力區且不存在脫落風險區域作為冷噴涂新技術應用的初始條件。
圖10所示為側門和端門部位在局部去除一定材料后的靜強度仿真計算結果。對于側門角,根據各載荷工況分析,側門區域在最大重力載荷及壓縮載荷工況下應力較大,當材料厚度去除10mm后,在最大重力載荷工況下的最大應力為53.08MPa,在壓縮工況下的最大應力為73.86MPa,小于焊縫屈服強度120MPa和母材屈服強度195MPa,安全系數為2.26。對于端門區域,根據各載荷工況分析,端部區域在壓縮載荷工況下應力最大,當局部去除40mm×120mm結構后,壓縮工況下最大應力為50.36MPa,小于焊縫屈服強度120MPa,安全系數為2.38。根據仿真計算結果表明,端門和側門局部去除一定材料后的結構強度仍然能夠滿足使用要求。動車組車體不同部位冷噴涂修復的應用條件見表5。
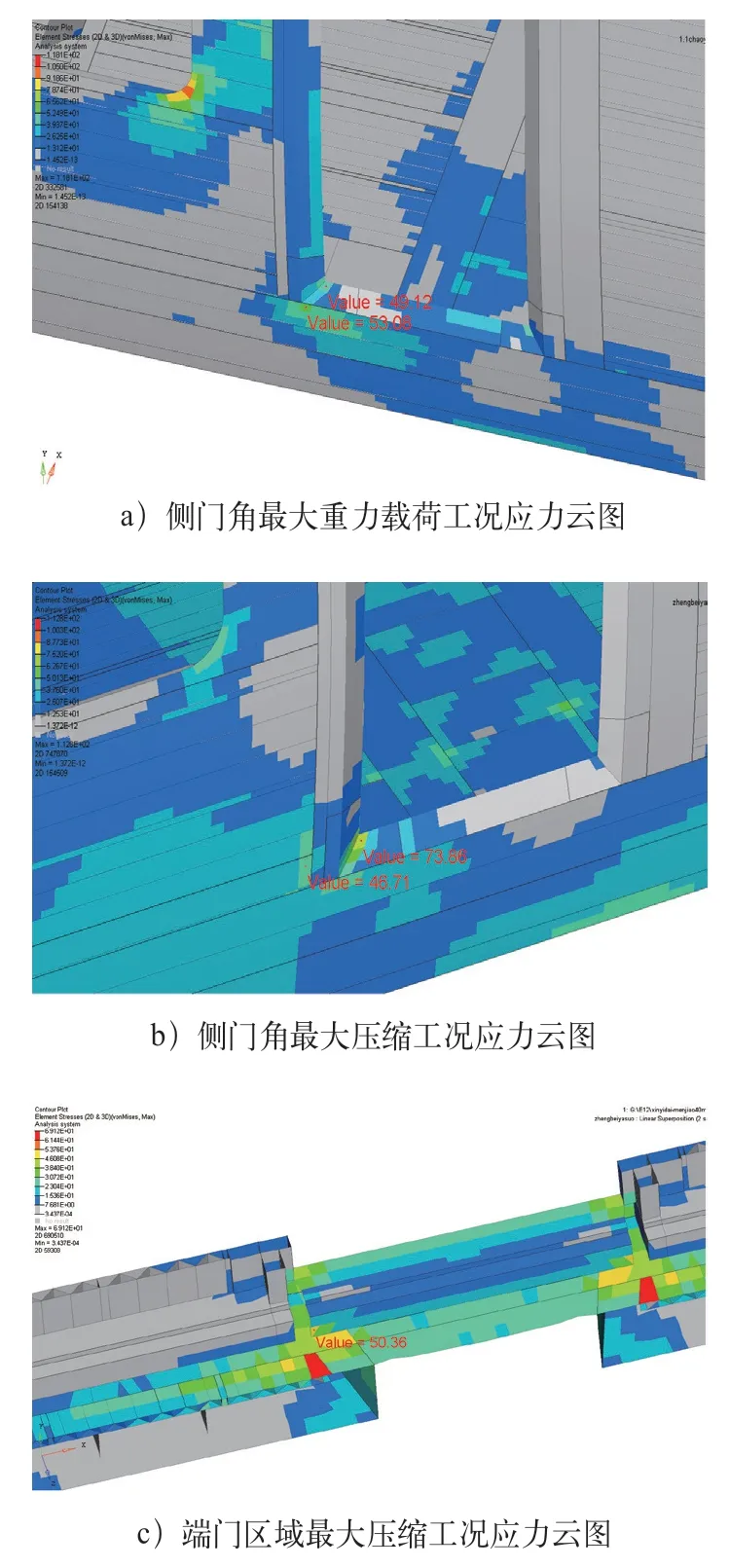
圖10 不同部位靜強度仿真結果
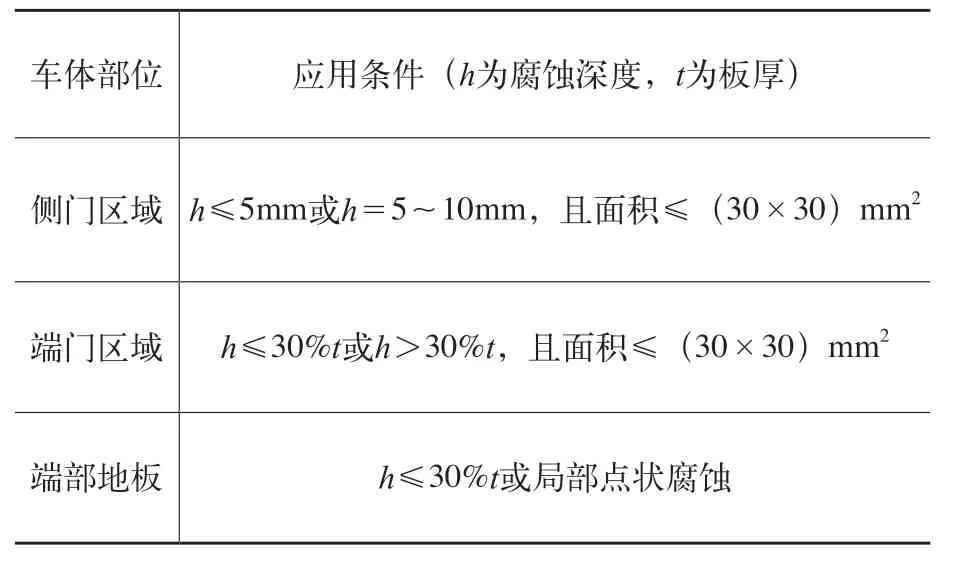
表5 冷噴涂車體修復應用條件
目前,我公司已成功在車體側門、端門、地板等部位進行了冷噴涂修復技術應用,如圖11所示。由于噴涂修復區域溫度較低,為50~60℃,其周圍的內裝件、電氣件等部件在不拆除的情況下即可完成修復,減少了部件拆裝作業量,縮短了動車組檢修周期。

圖11 端門區域冷噴涂應用效果
5 結束語
本文采用冷噴涂技術在動車組常用7N01S-T5鋁合金材料上進行噴涂,研究了冷噴涂涂層的微觀組織、力學性能,以及冷噴涂在動車組車體修復中的應用,取得如下效果。
1)冷噴涂涂層成形良好,無明顯的未熔合、裂紋缺陷。涂層組織致密,孔隙率低,且涂層截面組織比表面組織更加致密。
2)冷噴涂涂層具有一定硬度(52~64HV)、結合強度(33.3MPa)及抗拉強度(169MPa)。
3)結合動車組車體仿真強度計算結果,在一定的條件下,冷噴涂技術可以滿足部分車體部位的修復要求。相比傳統的焊接修復方法,采用冷噴涂技術,由于噴涂溫度較低,對周圍部件影響較小,施工作業時可避免拆除周圍的部件,因此將大大減少車體檢修作業量,縮短車體檢修周期,提高動車組的檢修維護能力。冷噴涂技術在動車組車體上的成功應用,將為該技術向軌道交通領域擴展和推廣起到示范作用。
