砂芯組合定位裝具的研制與應用
2022-11-18 02:04:34閻士標孫志浩劉建功孟慶子邢董星郝光
金屬加工(熱加工) 2022年11期
閻士標,孫志浩,劉建功,孟慶子,邢董星,郝光
1.河北太行機械工業有限公司 河北石家莊 052165
2.陸軍71901部隊 山東聊城 252000
1 序言
在鑄件的鑄造成形過程中,砂芯用來形成鑄件的空腔。在鑄型的組合過程中,砂芯的定位非常關鍵,如果砂芯放置時位置不準,鑄件會產生冷隔、澆不足、壁厚不均及重量超差等缺陷,從而產生廢品。目前,用普通手工造型方式,砂芯定位常用的方法是用一些簡單的輔具進行定位,這種方法對一些結構簡單、尺寸公差較大的鑄件還可以滿足要求,但對于一些尺寸精度要求較高、鑄件重量控制比較嚴格的復雜鑄件,則根本不能滿足鑄件的要求,需要專用裝具來保證組型過程中砂芯的位置,從而保證鑄件尺寸的要求。
2 箱體鑄件形狀及尺寸公差要求
某箱體鑄件為航空裝備重要零件,材料為鋁合金ZL101A。鑄件外形如圖1所示,橫向剖視如圖2所示,縱向剖視如圖3所示。

圖1 箱體鑄件外形
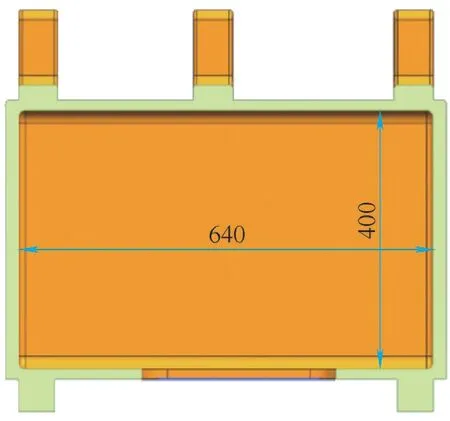
圖2 箱體鑄件橫向剖面
由圖1~圖3可看出,該箱體是一個框式結構鑄件,中間為壁厚15mm的腔體,頂面有6個凸塊,左右兩側各3個凸塊,每個凸塊為中空結構,凸塊最小壁厚15mm,鑄件重量30kg。由于該箱體的特殊用途,鑄件有兩個重要尺寸,具體要求如下。
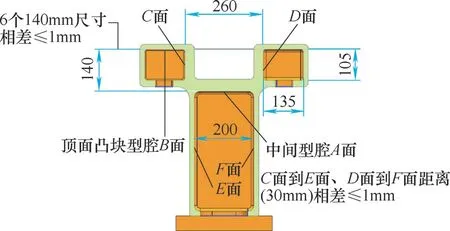
圖3 箱體鑄件縱向剖面
1)6個頂面凸塊型腔B面相對于中間型腔A面的140mm尺寸差值要求≤1mm。
2)左邊3個頂部凸塊型腔C面和中間型腔E面、右邊3個頂部凸塊型腔D面和中間型腔F面之間的尺寸(30mm)差值要求≤1mm。
除這兩個重要尺寸外,鑄件其余尺寸公差按GB/T 6414—2017《鑄件尺寸公差 、幾何公差與機械加工余量》中DCTG 10級執行。
3 箱體鑄件試制工藝及重要尺寸情況
由于箱體鑄件結構相對復雜,所以初步試制時采用砂型鑄造方法,具體造型工藝如下。
1)采用普通手工造型方式。
2)分型工藝采用上、中、下三箱造型。
3)型模、芯模均采用木質材料模樣。
4)鑄造用砂采用呋喃樹脂砂。
5)砂芯的固定采用專用黏結泥粘接,砂芯定位尺寸采用鋼板尺測量。
鑄件工藝分型方案如圖4所示,鑄件下箱鑄型如圖5所示,鑄件中箱鑄型如圖6所示,鑄件中間型腔芯如圖7所示,鑄件頂部凸塊型腔芯如圖8所示,箱體鑄件鑄型(省略上箱)如圖9所示。
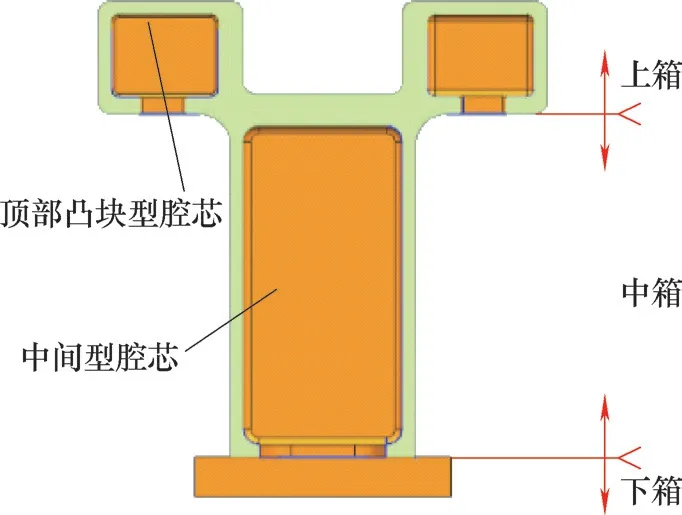
圖4 箱體鑄件工藝分型方案
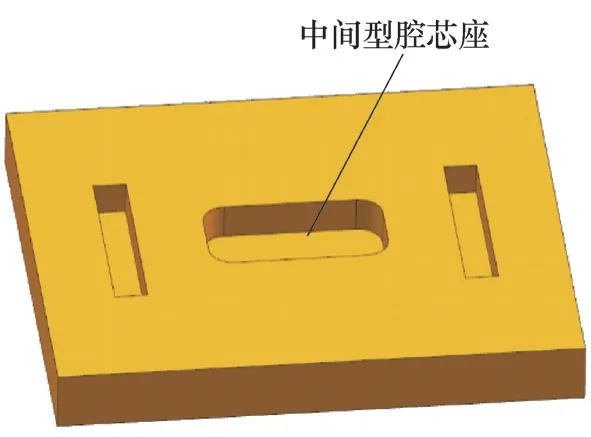
圖5 箱體鑄件下箱鑄型
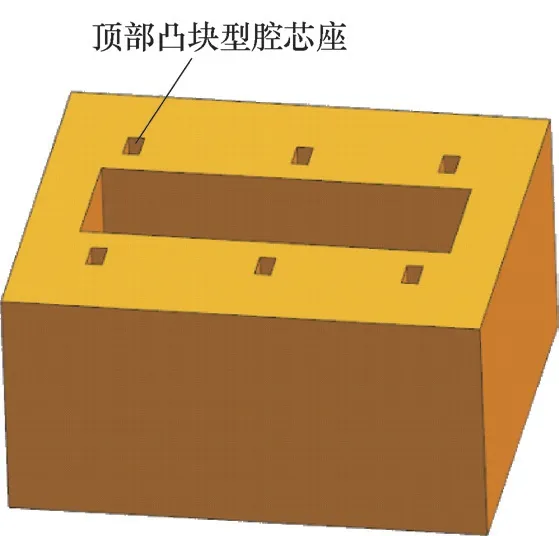
圖6 箱體鑄件中箱鑄型
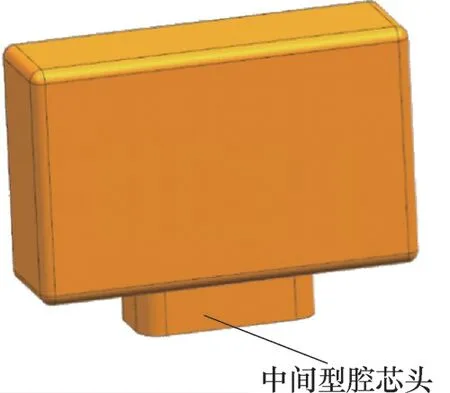
圖7 箱體鑄件中間型腔芯
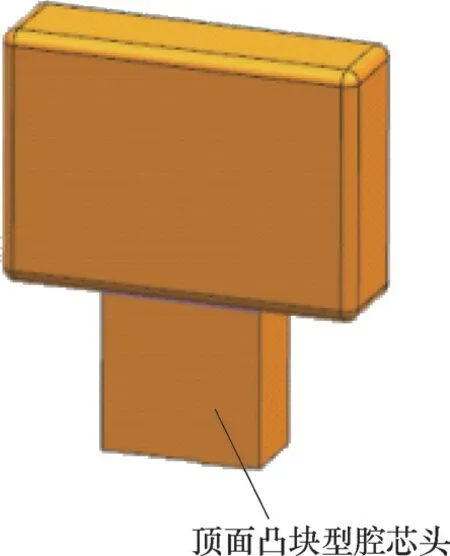
圖8 箱體鑄件頂面凸塊型腔芯
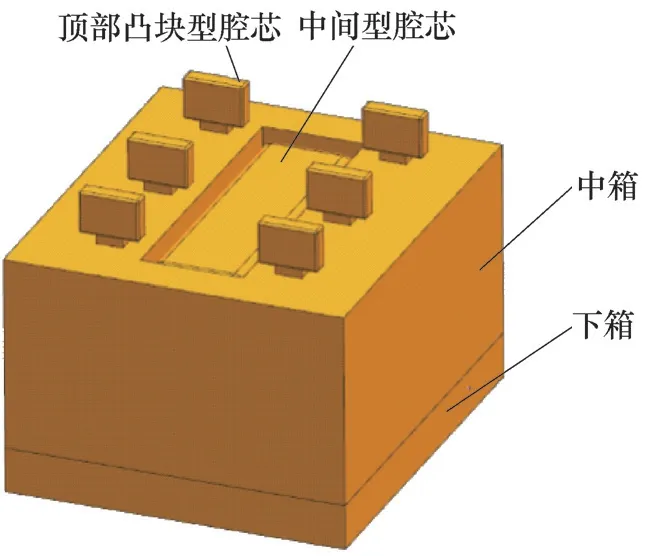
圖9 箱體鑄件鑄型
鑄件試制尺寸情況如下。
共試制鑄件3件,打磨清理后,對鑄件尺寸進行檢測,除兩個重要尺寸外,其余尺寸均滿足GB/T 6414—2017中DCTG 10級要求,兩個重要尺寸檢測結果見表1。
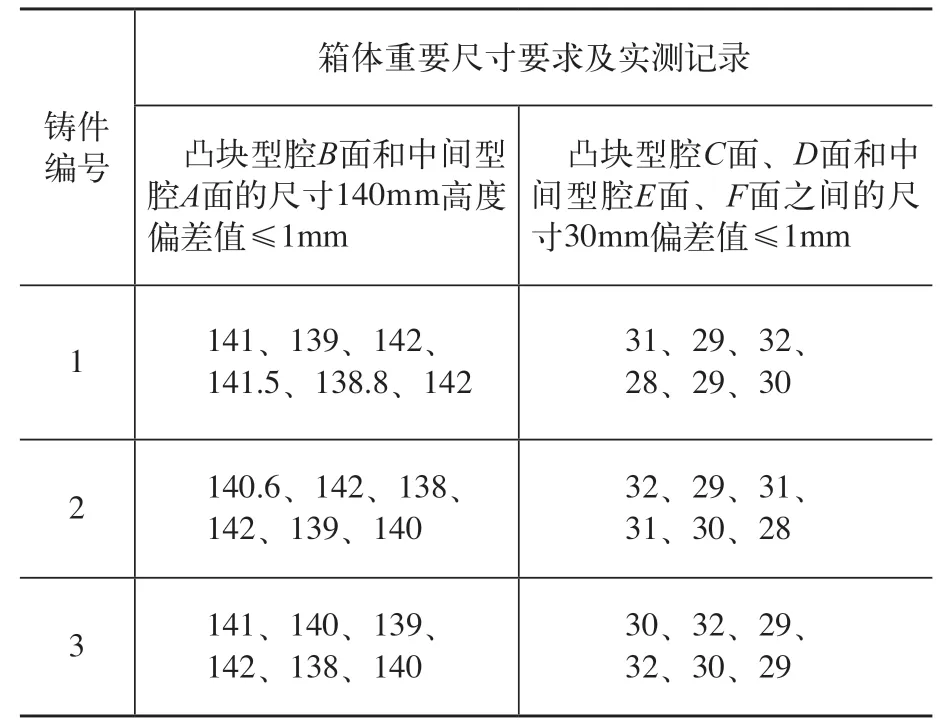
表1 箱體鑄件試制重要尺寸檢測結果
從表1可看出,這兩個尺寸檢測結果超出了箱體尺寸要求。
4 箱體鑄件重要尺寸超差原因分析
經分析,箱體鑄件重要尺寸超差原因主要有以下幾點。
1)中間型腔芯外形尺寸較大,面積也大,芯模為簡易木質模樣,模樣尺寸精低差,手工制芯時,砂芯會產生變形、臌脹等現象,很難保證在整個平面寬度200mm尺寸內的一致性。
2)制作頂部凸塊型腔芯時,芯模為木質模樣,很難保證B面、C面、D面的平面度在技術要求范圍之內。
3)組合頂部凸塊型腔芯時,是在砂芯底部涂上一定厚度的黏結泥,然后和中箱鑄型黏接在一起。水平定位30mm、垂直定位140mm尺寸時,是用鋼板尺測量定位的,鋼板尺屬于低精度量具,目測尺寸時誤差較大,因此造成尺寸超差。
4)造成尺寸超差主要的原因在于手工操作時誤差較大,組芯時很難保證各砂芯之間的位置要求,因此必須采用專用裝具才能保證要求。
5 箱體鑄件工藝改進
根據以上原因分析,我們對箱體鑄件鑄造工藝進行了改進。
1)將兩個砂芯模具材料由木質改成鋁材,同時提高模具尺寸加工精度,以減小砂芯在制作過程中的變形量。
2)制作砂芯時,在中間型腔芯E面、F面覆一層10m m厚的石墨板,在頂部凸塊型腔芯B面、C面、D面覆一層5mm厚的石墨板,以提高砂芯這些面的平面度,便于砂芯裝配定位時準確地對尺寸進行測量。中間型腔芯石墨板和樹脂砂組合如圖10 所示。
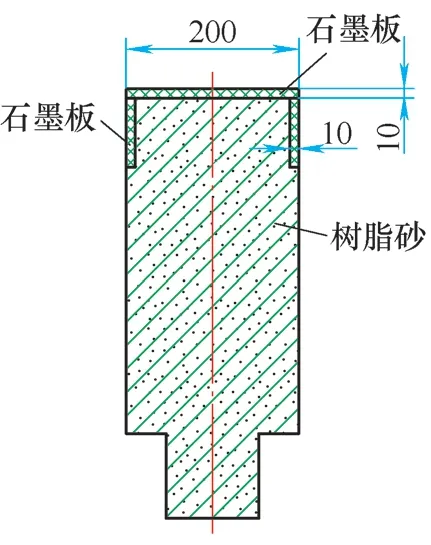
圖10 中間型腔芯石墨板和樹脂砂組合
3)在鑄型組芯時,采用砂芯組合定位裝具對中間型腔芯和頂部凸塊型腔芯進行精確定位,以保證鑄件重要尺寸的要求。
6 砂芯組合定位裝具的結構設想及功能
砂芯組合定位裝具(以下簡稱裝具)是以中間型腔芯上部為定位基準,裝具上裝有水平測板和高低測板,同時對頂部凸塊型腔芯水平位置和高低位置進行定位。水平測板可以左右滑動,用來測量頂面凸塊型腔C面和中間型腔E面、頂面凸塊型腔D面和中間型腔F面之間30mm的距離。設計裝具時,通過保證水平測板左右滑動的距離相等,就可以保證6處30mm尺寸在要求范圍之內。高低測板用來測量頂部凸塊型腔的B面相對于中間型腔A面的距離。該裝具可以前后移動,可對不同的砂芯進行定位,可以用同一個高低測板保證各砂芯之間的尺寸誤差在要求范圍之內[1]。
7 裝具的結構組成
根據以上的設計思路,該裝具結構及零件組成如圖11所示。除標準件外,其余零件均用2A12鋁合金材料制造。
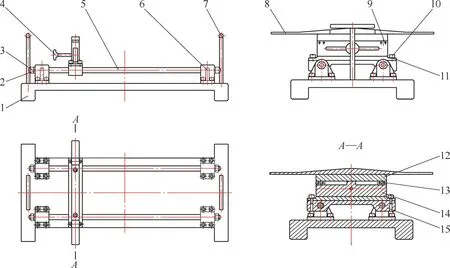
圖11 砂芯組合定位裝具結構
裝具三維實物如圖12所示[2]。
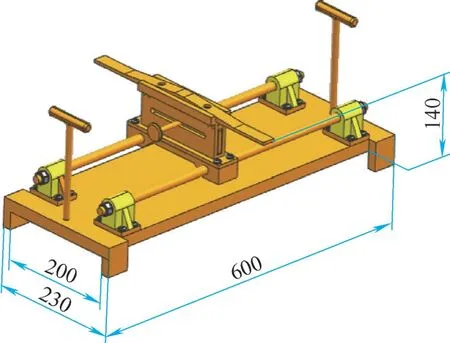
圖12 砂芯組合定位裝具三維實物
8 裝具各零件的作用
1)底板形狀為長方形,底部有4個支腳,兩支腳間寬度方向上內側距離為(200±0.5)mm,用來與中間型腔芯頂部配裝定位。底板上面固定有4個滑座,用來固定2個滑桿。滑桿用來支撐滑板,配裝后,滑板可帶動其他件在滑桿上靈活滑動。
2)水平測座通過螺釘和滑板聯接,水平測座上表面有和高低測板相配的凹槽,配裝后,高低測板下表面距底板底部平面間的距離為140mm,用來測量中間型腔A面和頂部型腔芯B面的高度尺寸。
3)水平測座中有和水平測板配裝的方孔,水平測板配裝后,推桿和水平測板通過螺紋聯接,推桿可帶動水平測板在水平測座內左右靈活移動,用于測量頂部凸塊部型腔芯C面、D面到中間型腔E面、F面的距離尺寸。水平測板滑動狀態如圖13所示。
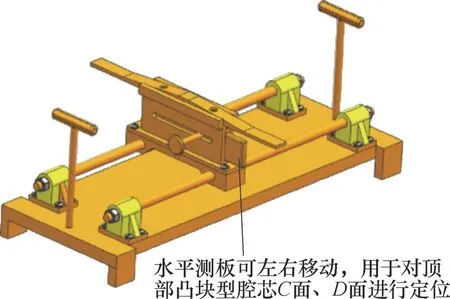
圖13 水平測板滑動狀態示意
4)擋塊和水平測座通過銷鉚接固定,水平測板移動時,擋塊可對水平測板進行限位。水平測板向左、向右移動到極限位置時,水平測板左邊、右邊到到中心的距離均為130mm,這樣就能保證頂部凸塊部型腔芯C面、D面到中間型腔E面、F面的距離尺寸均為30mm。
5)提桿為T形零件,通過螺紋和底板聯接,用手握住提桿,可方便對裝具進行移動。
9 裝具的使用方法
9.1 中間型腔芯的固定
組芯時,先把下箱鑄型放平,然后把中間型腔芯和下箱鑄型組合在一起,將中箱放在下箱上面,用手握住提桿,用裝具下部4個支腳測試中間型腔芯和中箱鑄型之間的間隙,調整中間型腔芯的位置,直到4個支腳均能順利放入砂芯和中箱之間的間隙中,此時裝具的下表面和中間型腔砂芯的上表面接觸。這樣,砂芯和鑄型中箱的中心基本對正。此時,由于中間型腔砂芯上表面覆有石墨板,表面比較平整,因此整個裝具基本處于水平狀態。
9.2 頂部凸塊型腔芯位置的固定
頂部凸塊型腔芯共6個,分成3組,對稱分布。固定此芯時,是用黏結泥將此芯和中箱鑄型黏接。下面以右邊第二個頂部凸塊型腔砂芯為例,說明使用該裝具定位砂芯的方法。
先不抹黏結泥,將頂部凸塊型腔芯放入中箱鑄型芯座中,然后將裝具放入鑄型中,同時向右推動推桿,使水平測板向右移動到右邊極限位置。此時,砂芯正確的位置是砂芯D面與水平測板的右邊剛好接觸,砂芯的B面與裝具高低測板底面剛好接觸。此時,觀察試芯D、B兩個面與裝具水平測板、高低測板之間的距離,根據距離的大小、操作經驗,將試芯取出,在芯頭處抹一定厚度的黏結泥,然后重新放入中箱芯座處,用裝具再次測量這兩處距離,反復多次,直到砂芯D、B兩個面和裝具兩個面剛好接觸為止,此時頂部凸塊型腔砂芯位置即固定好,如圖14所示。
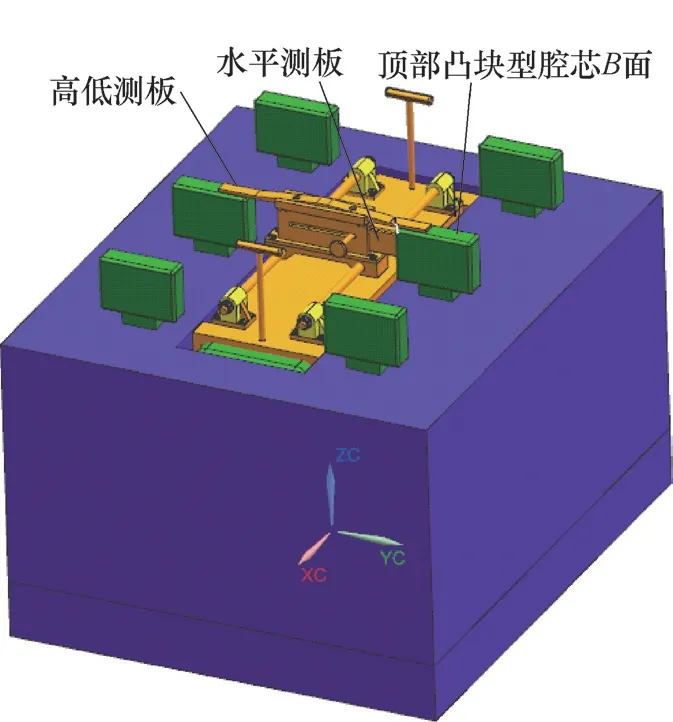
圖14 頂部凸塊型腔芯固定示意
按照上述方法,即可對其余5個頂部凸塊型腔芯進行定位。
9.3 定位裝具的取出
所有砂芯固定好后,用手握住裝具上的提桿,將裝具從鑄型中取出,放在專用位置保存,鑄型即可合箱進行澆注。
10 箱體鑄件使用裝具后重要尺寸的驗證
為了驗證用此裝具組型后鑄件尺寸情況,又生產了3件鑄件,對鑄件進行清理打磨后,對重要尺寸進行了檢測,結果見表2。
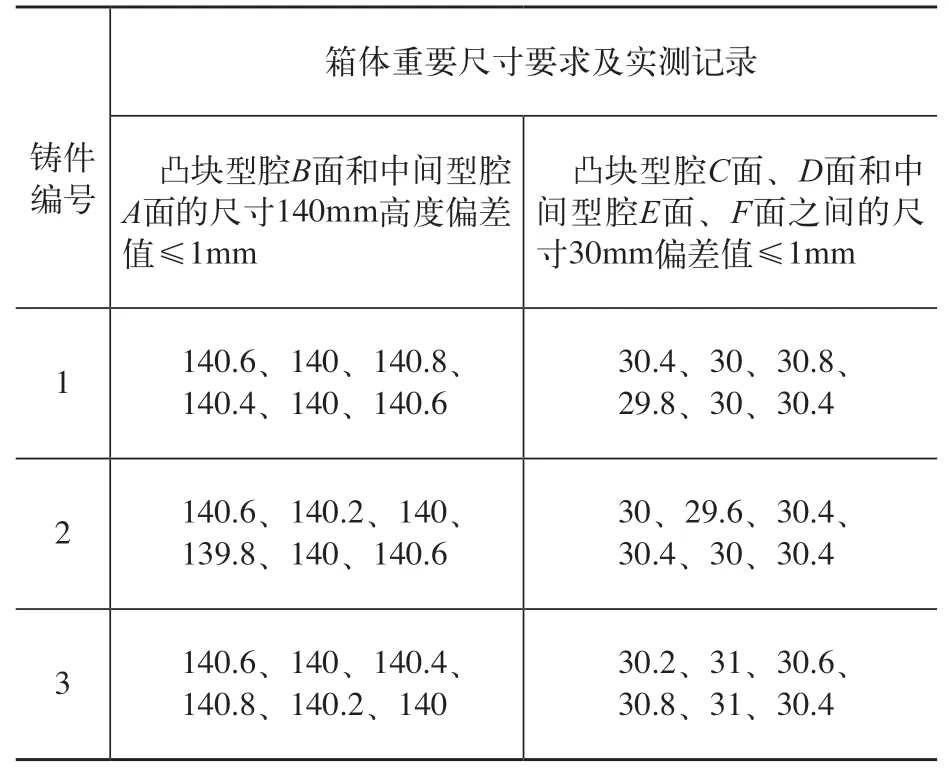
表2 箱體鑄件工藝改進后重要尺寸檢測結果
從表2可看出,3件箱體鑄件尺寸均在鑄件要求范圍之內,說明用此裝具組芯后,能有效控制鑄件的尺寸,滿足箱體鑄件的要求,因此可用此裝具進行批量生產。
11 結束語
砂芯組合定位裝具在箱體鑄件工藝及試生產中的應用,有以下幾點實際意義。
1) 該定位裝具結構簡單,成本低廉,尺寸精度高,能保證中間型腔芯和頂部凸塊型腔芯位置相對固定,從而保證鑄件尺寸要求,降低鑄件廢品率。
2)該裝具的成功應用,可為其他類似鑄件試制生產起到技術借鑒作用。
3)該裝具是在我公司現有生產條件下設計的一種定位裝具,其應用有一定的局限性。如果該箱體鑄件在生產設備、生產條件好的企業生產,肯定有更好的方法,因此該裝具不一定是最優的裝具結構。當然,在今后的生產中,我們會不斷對此裝具進行改進,進一步簡化此裝具的結構,提高此裝具的精度,以更好地提高鑄件質量。
