提高液壓支架結構件修復質量的途徑
2022-11-12 08:49:16張曉江
機械管理開發 2022年10期
張曉江
(神東集團公司維修中心一廠三部, 陜西 神木 719315)
引言
神東集團公司目前用于礦井服務的液壓支架有8 000 多臺,數量如此眾多的支架給維護與維修帶來了巨大的困難和空前的壓力。為了保證工人安全、提升生產效率,務必要從質量著手,狠抓焊接維修質量,制定嚴格的維修工藝措施,保證液壓支架結構件的焊接質量,從而保障礦區安全生產。
1 做好焊接生產全過程的質量管理
焊接修復整個過程包括原材料、焊接材料、坡口準備及裝配、焊接和焊后熱處理等工序,因此焊接質量保證不僅是焊接施工的自身質量管理,而且與焊接之前的各道工序的質量控制有密切的聯系,所以焊接修復的質量控制應該是一項全過程的質量管理,它應包括:焊前質量控制、焊接施工過程質量控制和焊后最終質量檢驗這三個階段[1]。其中焊前質量控制和焊接施工過程質量控制是保證最終焊接質量,減少廢品和降低返修率的保證條件,更是整個焊接質量控制過程中不可忽視的重要組成部分。
焊接質量控制應實行焊工、專職焊接檢驗員和焊接責任工程師的三級質量控制管理責任制,焊工對違反焊接工藝規程及操作不當的質量事故承擔責任,焊接檢驗員則對漏檢或誤檢所造成的質量事故承擔責任,焊接責任工程師應對焊接工藝評定,焊接質量控制系統失控而造成的質量事故負責。
2 液壓支架損壞原因與焊接工藝
一般液壓支架由底座、四連桿、掩護梁、頂梁、一級護架幫、二級護架幫,前側護和后側護等組成,如圖1 所示。支架的任何動作的完成都是通過電磁閥來控制,可以本架操作,也可以鄰架操作。生產實踐中證實最易損壞的部件為底座開裂或底座柱窩壓穿、頂梁焊縫開裂、頂梁彎曲變形、推移框架推頭開裂或斷裂、護幫板變形、側護板開裂變形、可以看出結構件的損壞大都是開裂或是變形,這些結構件都可以修復使用。
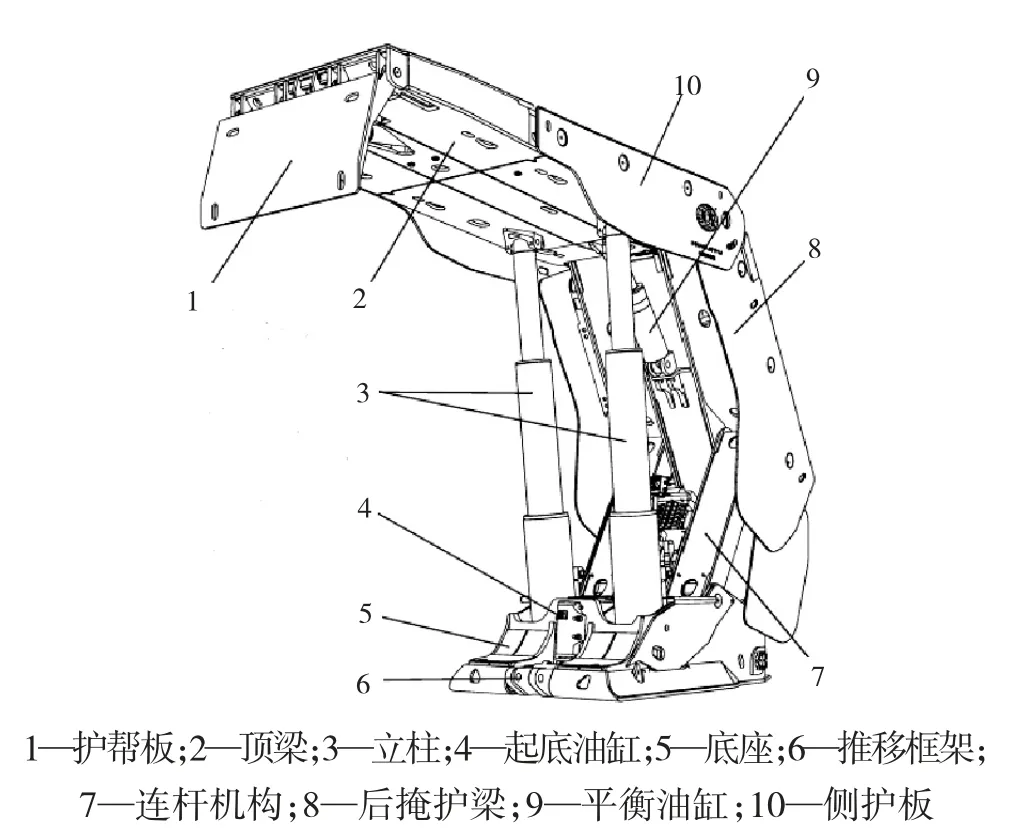
圖1 JOY 液壓支架結構圖
2.1 產生裂紋斷裂的原因分析
其一為液壓支架超負荷作業導致變形開裂,這是短時間形成的損壞,有可能是井下頂板瞬間承受巨大壓力所致。其二裂紋的生成是發生在支架工作時應力集中的拐角、開孔,和焊縫金屬內部缺陷上。由于液壓支架工作性質決定,工作中支架各部件承受較大的負荷,拐角、尖角、開孔處易產生應力集中,這些應力集中與焊縫金屬中的應力相疊加,這樣長時間工作很容易產生疲勞裂紋。疲勞裂紋生成的過程首先是在應力集中處產生初始疲勞裂紋,尤其是在焊接接頭中的缺陷處更易產生疲勞裂紋,因為焊接接頭中焊縫形狀的不連續性,不僅存在應力集中(如焊縫的焊趾處),而且焊接接頭中易產生焊接缺陷,這些缺陷縮短了結構件產生裂紋的時間[2]。其次是裂紋的穩定擴展,有焊接缺陷的存在使接頭中的疲勞裂紋產生階段只占整個疲勞過程中一個相當短的時間,主要的時間是屬于裂紋的擴展,甚至于擴展到結構件斷裂。這需要較長時間才能損壞。所以正確補焊液壓支架結構件是提高整體支架使用周期的關鍵。
在焊接結構中,危害最大的焊接缺陷是裂紋,其次是未焊透、未熔合和咬邊等缺陷。這些缺陷減少了焊接接頭的有效工作截面,因而降低了焊接結構的承載能力,形成了嚴重的應力集中。在制定焊接工藝時應從控制焊接接頭不產生焊接缺陷、不產生淬硬組織入手。液壓支架裂紋所在位置剛性都很大,在焊補大厚度、大剛性低合金結構鋼部件時,除了預熱外,還應采用控制線能量的方法焊接;焊后減慢冷卻速度,可有效避免產生淬硬組織和裂紋。焊縫金屬產生裂紋可分為熱裂紋和冷裂紋兩大類別;熱裂紋的預防就是控制焊接材料中的硫等雜質含量,降低焊縫中的碳含量;焊前預熱以降低冷卻速度,控制焊縫形狀,避免得到窄而深的焊縫。冷裂紋大都是氫致裂紋,是由于焊接熔池中溶解了大量的氫,在焊接過程中焊縫產生了較大的約束力,由于熔池金屬冷卻速度過快,沒能全部析出所致。而氫的主要來源是焊條藥皮中的水分和有機物的分解、焊件和焊絲表面上的油污鐵銹、焊接區域空氣中的水分等。通過烘干焊條,使用低氫型焊條,清除焊絲和焊件表面油污、鐵銹等措施來控制焊縫金屬中的氫含量。
2.2 制定合理適用的焊接工藝
為提高焊接效率和有效控制氫對焊縫金屬的影響,推薦使用CO2氣體保護焊。CO2氣體保護焊最大的特點是低氫焊且易控制熱輸入。例如幾種焊接方法測擴散氫含量平均值為:手工電弧焊酸性焊條為21.9 mL/100 g,堿性焊條為 3.15 mL/100 g,CO2氣體保護焊為 1 mL/100 g,埋弧焊為2.17 mL/100 g。CO2氣體保護焊已成為焊接碳鋼和低合金高強度鋼的主要工藝方法。這不僅因為它比手工焊的效率最少提高一倍以上,而且最易保證高強度鋼的焊接質量。尤其是CO2氣體保護焊藥芯焊絲屬于氣渣聯合保護,兼有CO2氣體保護焊和手工焊兩方面的優點,CO2氣體保護焊藥芯焊絲高效,冶金反應完善,工藝性能好,低氫、電弧穩定、飛濺小、熔敷速度高,而且可以采用大電流進行全位置焊接。用CO2氣體保護焊焊補支架結構件裂紋等缺陷是合適的,能滿足使用要求。焊接電源選擇KRII-500 型焊機,焊絲選用合金藥芯焊絲E71T-1,焊絲直徑1.2 mm、1.0 mm 均可以。選用藥芯焊絲因其電弧穩定、飛濺小,可使用的焊接電流范圍廣,藥芯焊絲合金元素含量高,可補償焊接過程中焊縫金屬的燒損量,改善焊接金屬組織性能,且焊接熔渣對焊道金屬具有保溫緩冷作用,有利于避免淬硬組織的產生和氣體逸出。
目前所選用液壓支架,有北煤、平煤、DBT 等多個廠家品牌,每個廠家使用鋼材材質略有不同,強度等級卻大致一樣,鋼材的抗拉強度為500~600 MPa,屈服強度為345 MPa,所選用的CO2氣體保護焊焊絲E71T-1 能滿足使用要求。
2.3 制定返修與補強工藝
2.3.1 缺陷的返修
1)首先確定裂紋的所在位置,使用碳弧氣刨去除缺陷,刨削深度大于裂紋深度,刨削長度等于裂紋等缺陷長度加其兩端各50 mm,碳棒直徑Φ7 mm~Φ9 mm。開槽底部應圓滑寬度適當,避免窄而深的坡口,因為窄而深的坡口焊后根部殘余應力很大,且焊接時不便運條,不能充分攪動熔池讓熔渣和氣體及時浮出,容易產生焊接缺陷。
2)清理刨削后待焊部位及兩側各20 mm 范圍內的氧化物和碳化物,打磨光滑見金屬光澤。
3)預熱、待焊處及其周圍150 mm 范圍內預熱到150~180 ℃,使用工具為火焰加熱器或烤槍。
4)補焊,采用多層道補焊,嚴格控制層間溫度,層間溫度控制在200~250 ℃,層間用小錘輕擊焊道。焊接工藝見表1。

表1 焊接工藝參數
5)后熱,用火焰加熱器和烤槍加熱焊道兩側各150 mm(不得長時間在一點上加熱),后熱溫度控制在250~350 ℃,保持此溫度10 min 左右。
6)保溫緩冷:用石棉被覆蓋補焊部位,緩冷至室溫的保溫措施,改善焊縫組織。
7)修整補焊部位:打磨平滑,降低焊趾處的應力集中,使焊縫與母材平滑過渡,不能留有尖角溝槽等缺陷。如果在修整推拉框架推頭時,可以使用電弧整形法,即使用鎢極氬弧焊代替機械加工,在焊接接頭的過渡區再熔一次,使焊縫與基本金屬之間平滑過渡,同時減少該部位的微小非金屬夾雜物,提高接頭疲勞強度。
2.3.2 補強
對于結構件薄弱部位應該補強,不能因為沒有發生裂紋或變形而忽視加強焊接,尤其是在底座、頂梁的開孔處,柱窩焊縫處、頂梁與煤壁碰撞處均應補強焊接。補強可分為焊道補強和使用加強板補強。
1)清理待焊部位,除去煤渣、油漆、銹、焊渣等污物,使焊接處20 mm 范圍內露出金屬光澤。
2)預熱使用烤槍將待焊部位及其周圍300 mm范圍烘烤加熱至150~180 ℃。
3)施焊:焊前檢查加強板的定位焊有無開裂,如開裂需打磨重新點焊。
4)焊后用石棉被覆蓋保溫緩冷,若裂紋補焊后需補強處理的部位,在缺陷補焊后20 min 之內立即進行補強焊接,可不必再預熱。
3 液壓支架結構件的檢驗
支架結構件焊接完成后應進行外觀檢查,用肉眼檢查焊縫外觀有無焊瘤、夾渣、未焊透、咬邊、未熔合,以及裂紋等,焊縫余高應控制在0~2 mm 范圍之內,即焊道金屬要和母材齊平或略高于母材表面。如有焊瘤、余高過高缺陷,應使用角磨機打磨平滑,如有夾渣、未融合、裂紋應使用碳弧氣刨開槽進行返修,直至焊道合格為止。應注意結構件同一部位的返修不得超過4 次。之后移交質檢組檢查驗收。
4 結語
以上質量管理措施和嚴格的焊接工藝的技術水平提升規程是液壓支架修復工作的基礎,通過焊接隊伍,有力保障了公司所有液壓支架的修復工作質量,減少結構件依靠外委修復量,節約維修成本,為企業創造更大效益。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02