乙二醇精餾裝置能效提升與應用
2022-10-24 06:20:08任獻濤
化肥設計 2022年5期
李 星,任獻濤
(河南龍宇煤化工有限公司,河南 永城 476600)
河南龍宇煤化工有限公司(以下簡稱龍宇煤化工)年產20萬t煤制乙二醇裝置,于2016年11月投入運行。乙二醇裝置工藝路線是通過羰化、加氫兩步間接合成法生產乙二醇:第一步以CO和亞硝酸甲酯在催化劑作用下合成草酸二甲酯;第二步將羰化工序來的草酸二甲酯與氫氣送入加氫反應器生產粗乙二醇,然后將粗乙二醇送入精餾系統,產出乙二醇成品。
投產運行后,乙二醇精餾系統在生產過程中存在較多問題,如能耗較大、資源浪費、產品收率低、產品品質差等。基于上述問題,龍宇煤化工對乙二醇裝置精餾系統進行流程優化改造升級。
1 乙二醇精餾系統流程
乙二醇精餾系統接收來自加氫反應系統的粗乙二醇,通過脫醇、脫酯、脫重、脫水等工序,由產品精餾塔側線采出合格的乙二醇產品。在此過程中,由脫醇塔頂產出甲醇供反應系統使用;由脫水塔側線產出副產品乙醇;由脫重塔釜產出重組分。
2 生產運行中存在的問題及改造措施
2.1 乙二醇副產物分級回收問題及改造措施
2.1.1脫水塔設計缺陷
(1)脫水塔塔頂回流罐的甲醇通過回流泵直接送至精餾廢液罐,造成甲醇原料消耗較高;脫水塔側線采出的物料組分較雜,直接作為雜醇進行排放,造成浪費。脫水塔改造前流程見圖1。
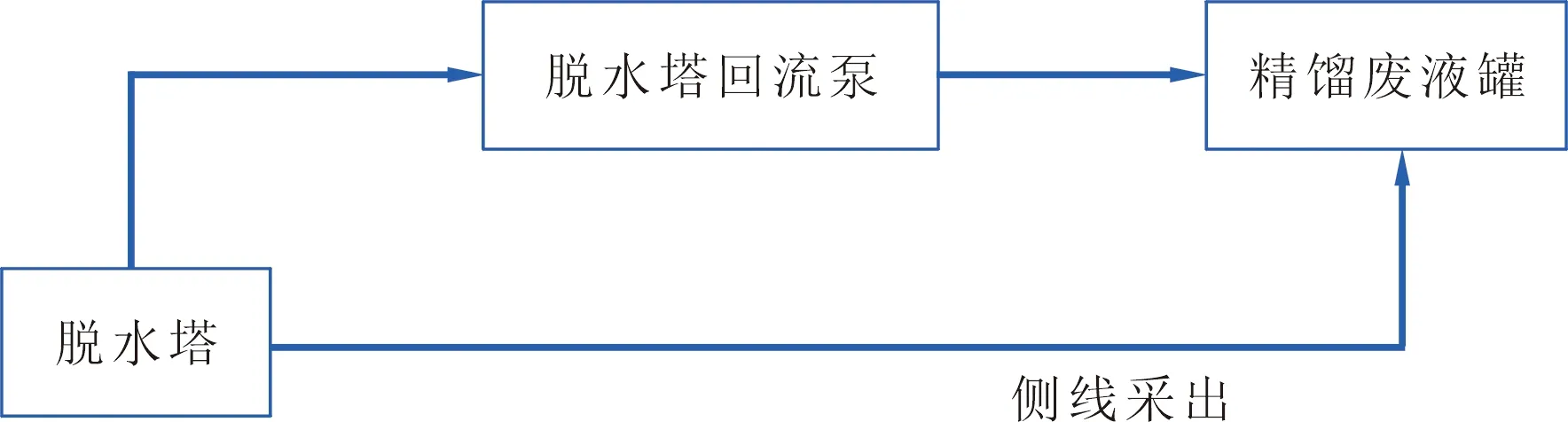
圖1 脫水塔改造前流程
(2)改造措施。在生產運行過程中,優化工藝操作,將脫水塔塔頂溫度控制在64.5~65.5℃之間,使回流罐甲醇含量提高至95%以上,返回粗乙二醇系統進行有效回收利用甲醇,減少原料消耗。
脫水塔側線共有10個采出口,由于精餾塔的溫度通常情況下為自上而下逐漸升高,因此不同采出點的實際溫度和物料組分各不相同,當脫水塔側線采出口全部打開后,采出的物料成分復雜,被作為雜醇直接進行排放。優化操作流程,僅打開一個采出口,采出的組分中乙醇含量相對較高,并有效回收單獨儲存/銷售,實現副產物分級回收利用,增加企業效益。改造后的流程見圖2。
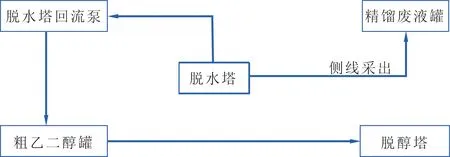
圖2 脫水塔改造后的流程
2.1.2 脫水塔設計的缺陷
(1)脫重塔是將產品精餾塔塔釜含有二乙二醇的乙二醇進行回收,脫重塔塔頂將回收后的乙二醇送至精餾塔,而塔釜濃度較高的乙二醇、二乙二醇通過管道送至精餾廢液罐,造成浪費。同時,該流程存在一定的設計缺陷:一方面,塔頂的乙二醇透光率較低,返回精餾塔后,其進塔位置與乙二醇產品采出位置接近,容易影響到乙二醇產品的品質;另一方面,脫重塔塔釜液黏度大、易結晶、輸送管道遠,經常存在輸送管道堵塞的情況,而且管道疏通困難給實際生產造成隱患。脫重塔改造前流程見圖3。
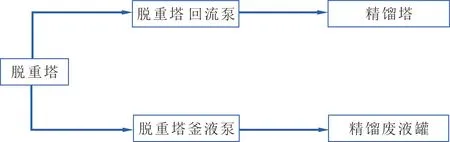
圖3 脫重塔改造前流程
(2)改造措施。①將脫重塔塔頂回收的乙二醇送至液相加氫,通過加氫反應提高乙二醇的透光率,再返回脫酯塔或粗乙二醇罐,既實現了提高脫重塔塔頂乙二醇透光率的目的,又可避免對乙二醇產品品質造成影響。
②為了保證塔釜物料連續穩定采出,且不會因管道堵塞而影響生產,采取就近增加重組分儲罐的措施,既可避免重組分堵塞管道,又實現了重組分單獨銷售。脫重塔改造后流程見圖4。
2.1.3回收塔設計缺陷
(1)回收塔塔頂的物料送至加氫系統,塔釜的物料經釜液泵送至精餾廢液罐。而在實際運行過程中,回收塔塔頂乙醇酸甲酯含量很低,不需要返回加氫系統,而且回收塔塔頂物質組成復雜,種類繁多,返回加氫系統后將產生更多的副反應,而這些副反應產生的雜質將嚴重影響精餾系統的操作和產品的質量。另外,回收塔塔釜的物料中含有大量乙二醇,直接外送將導致乙二醇浪費。回收塔改造前流程見圖5。
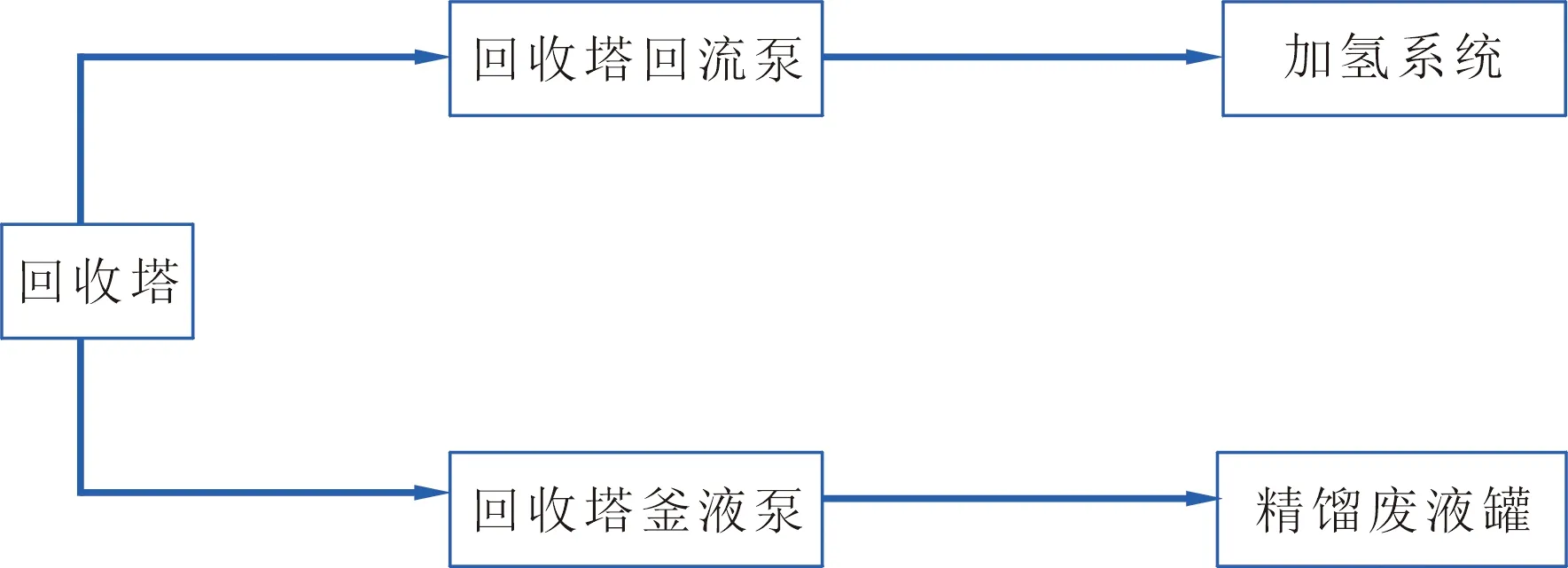
圖5 回收塔改造前流程
(2)改造措施。將脫酯塔塔頂的物料送至回收塔進行雜質的外排,同時回收塔塔釜液經釜液泵送至脫酯塔,實現乙二醇的回收利用,提高了產品收率。回收塔改造后流程見圖6。
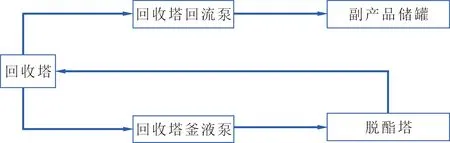
圖6 回收塔改造后流程
2.2 乙二醇產品回收問題及改造措施
(1)脫酯塔設計缺陷。煤制乙二醇技術在近些年才實現了工業化生產,前期由于沒有現成的可參考技術,龍宇煤化工乙二醇裝置存在各種各樣的問題。根據原始設計流程可以看到,脫酯塔尾冷氣出料罐的物料經脫酯塔頂尾冷器出料泵向脫醇塔C塔進料,脫醇塔C塔經過精餾將輕組分從塔頂送至脫水塔,而脫醇塔C塔釜的重組分送至回收塔,最終回收塔塔釜送往雜醇罐。脫酯塔改造前流程見圖7。
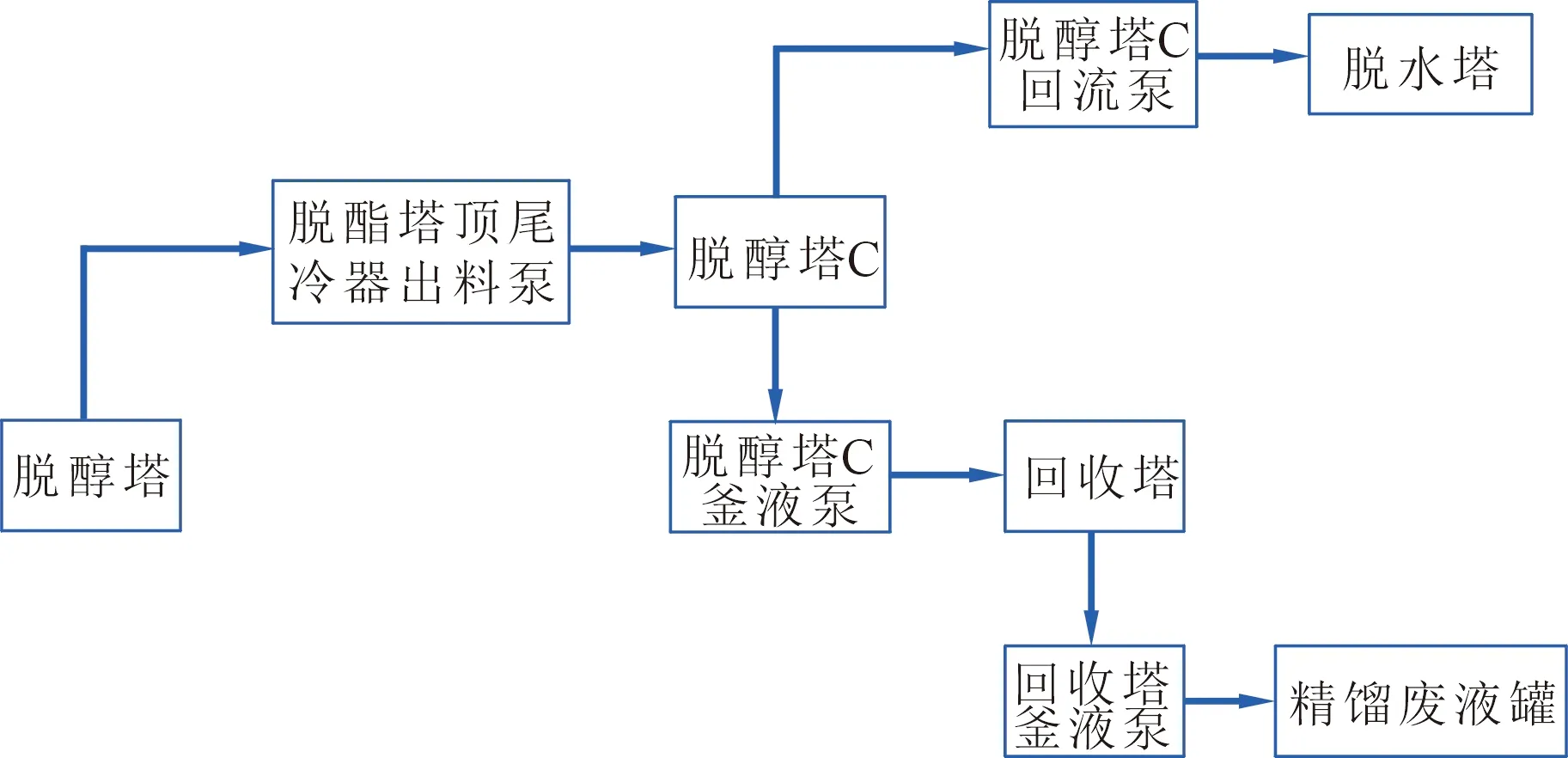
圖7 脫酯塔改造前流程
脫酯塔頂出來的汽相進入脫酯塔頂冷凝器管程,被殼程脫醇塔循環釜液冷卻到113.7℃,冷凝后的液體進入脫酯塔頂回流罐,從脫酯塔頂冷凝器出來的不凝氣進入脫酯塔頂尾冷器的殼程,被管程的循環水冷卻到53℃,冷凝下來的液體進入尾冷器出料罐,不凝氣進入脫酯塔尾冷器的殼程,被管程的冷凍水冷卻到18℃,冷凝后的液體進入尾冷器出料罐。由于脫酯塔頂冷凝器下液溫度高,部分乙二醇氣相經脫酯塔頂尾冷器冷凝后進入尾冷器出料罐,其中乙二醇含量可超過30%。
脫酯塔頂尾冷器出料罐中乙二醇被送至脫醇塔C塔,根據脫醇塔C塔的操作條件(見表1),塔內的輕組分(如甲醇、乙醇、乙二醇甲醚、水等物質)經冷凝器冷凝后,進入回流罐。而乙二醇在常壓下沸點為197.3℃,最終在脫醇塔C塔精餾后留在塔釜。
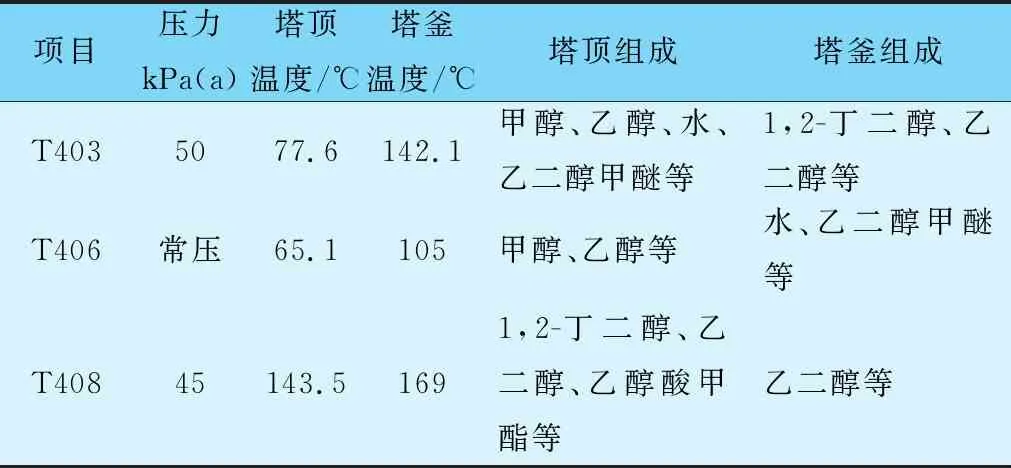
表1 脫醇塔C塔的操作條件
(2)改造措施。將脫醇塔B塔來的釜液,經脫醇塔B釜液泵加壓后,進入脫醇塔C塔,在改變工藝操作條件的前提下,將塔內輕組分從塔頂精餾排出至脫水塔,而塔釜乙二醇送至脫酯塔,脫酯塔頂出來的汽相進入脫酯塔頂冷凝器管程,被殼程脫醇塔循環釜液冷卻到95℃,冷凝后的液體進入脫酯塔頂回流罐,從脫酯塔頂冷凝器出來的不凝氣進入脫酯塔頂尾冷器的殼程,被管程的循環水冷卻53℃,冷凝下來的液體進入尾冷器出料罐,不凝氣進入脫酯塔尾冷器的殼程,被管程的冷凍水冷卻到18℃,冷凝后的液體進入尾冷器出料罐,脫酯塔頂回流罐中的溶液經過脫酯塔回流泵加壓后,一部分送入脫酯塔的頂部作回流液,另一部分送入回收塔。脫酯塔頂尾冷器出料罐中的溶液經過脫酯塔頂尾冷器出料泵加壓后,一部分送入回流罐,另一部分送入回收塔。同時,通過控制回收塔塔頂溫度在90~120℃之間,將乙二醇濃縮至98%后返回脫酯塔回流罐,實現乙二醇的回收再利用,使乙二醇產品回收率達到98%以上,提高產品產量。脫酯塔改造后流程見圖8。
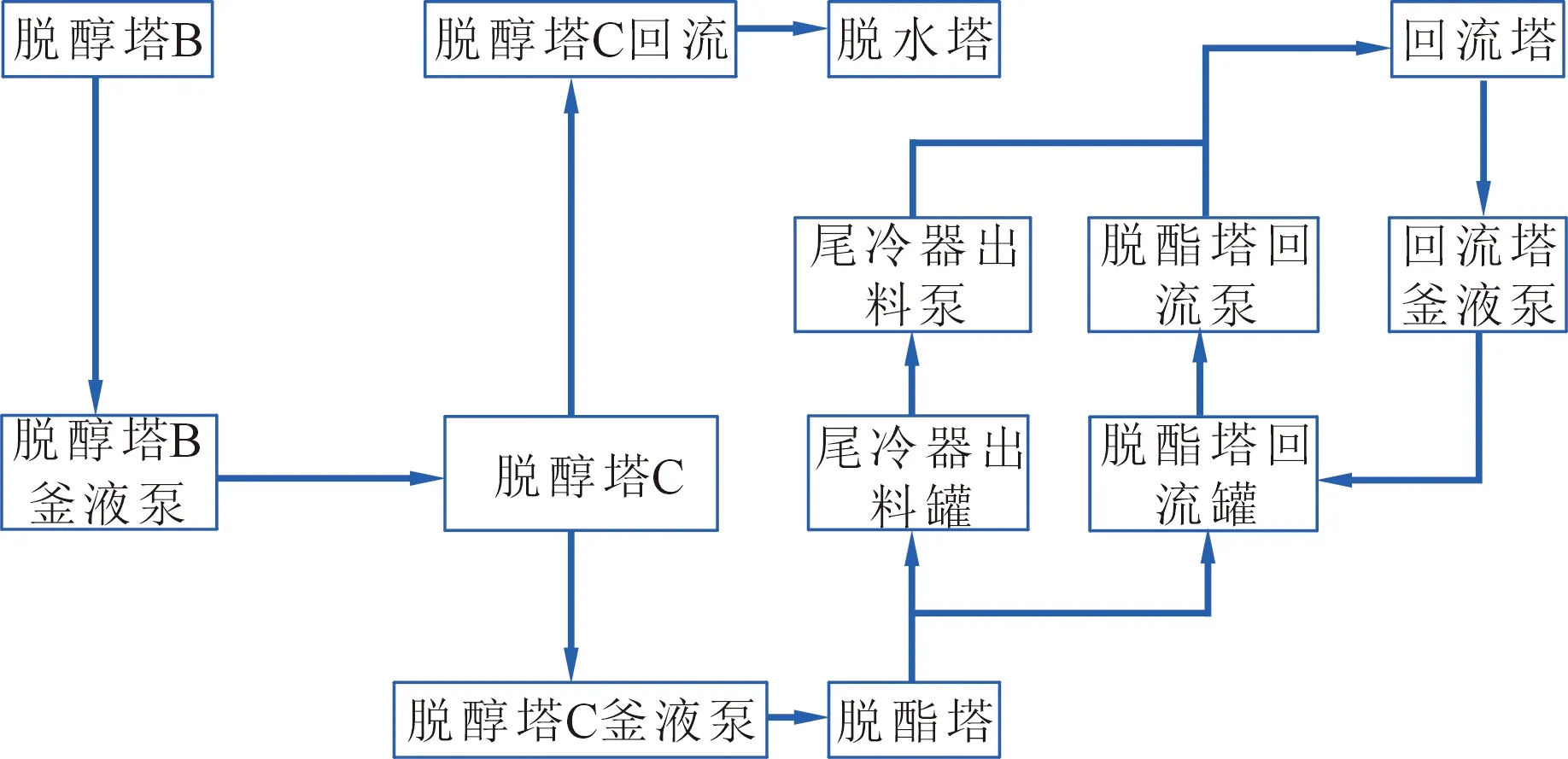
圖8 脫酯塔改造后流程
2.3 乙二醇品質問題及改造措施
(1)脫醇塔的設計缺陷。在乙二醇裝置原工藝流程基礎上,脫醇塔B塔釜的物料中含有微量甲醇、乙醇、水、乙二醇甲醚、1,2-丁二醇、乙二醇等物質,進入脫酯塔后,從塔頂將輕組分及雜質排出系統,這些雜質增大了脫酯塔的運行負荷,而且脫酯塔的運行情況及塔釜雜質含量的多少直接影響到產品精餾塔的正常運行和產品品質。由于1,2-丁二醇和乙二醇沸點很相近,不容易分離,脫酯塔塔釜的1,2-丁二醇容易進入精餾塔,導致乙二醇產品中1,2-丁二醇含量高,產品純度經常低于99.8%,不能滿足優等品指標。同時,一些影響產品透光率的雜質進入精餾塔,造成乙二醇產品透光率低,220nm處透光率在75%(優等品指標不小于75%)左右波動,275nm處透光率一直低于88%(優等品指標不小于92%)。脫醇塔改造前流程見圖9。
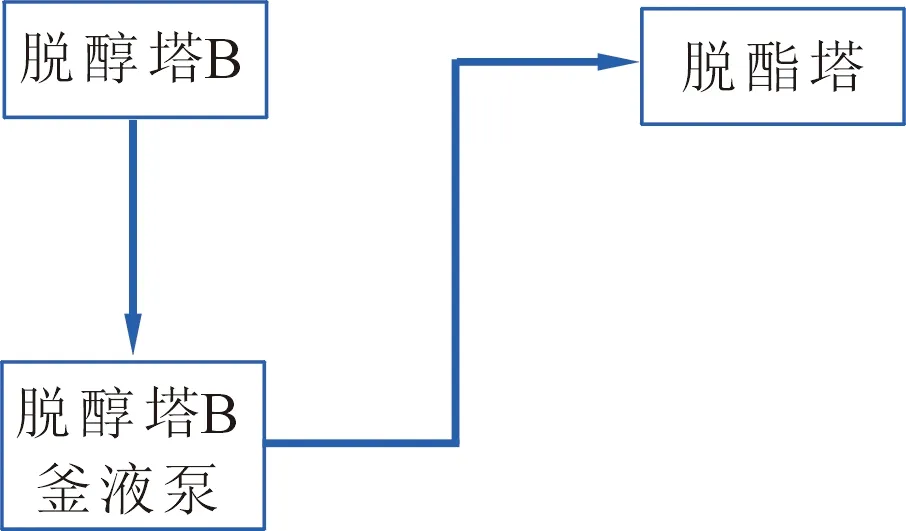
圖9 脫醇塔改造前流程
(2)改造措施。脫醇塔B塔釜的物料先進入脫醇塔C塔進行精餾,其中,甲醇、乙醇等雜質優先從脫醇塔C塔頂排出系統,保證了脫酯塔進料的純凈度,進一步減輕了脫酯塔的運行負荷,提高了脫酯塔塔釜物料的品質。同時,脫酯塔頂富含1,2-丁二醇的物料被送至回收塔進行處理,乙二醇被回收利用,1,2-丁二醇和其他雜質被排至雜醇罐,最終實現了精餾塔側線乙二醇純度在99.9%以上,乙二醇透光率在82%(220nm)、94%(275nm)、100%(350nm)。脫醇塔改造后流程見圖10。
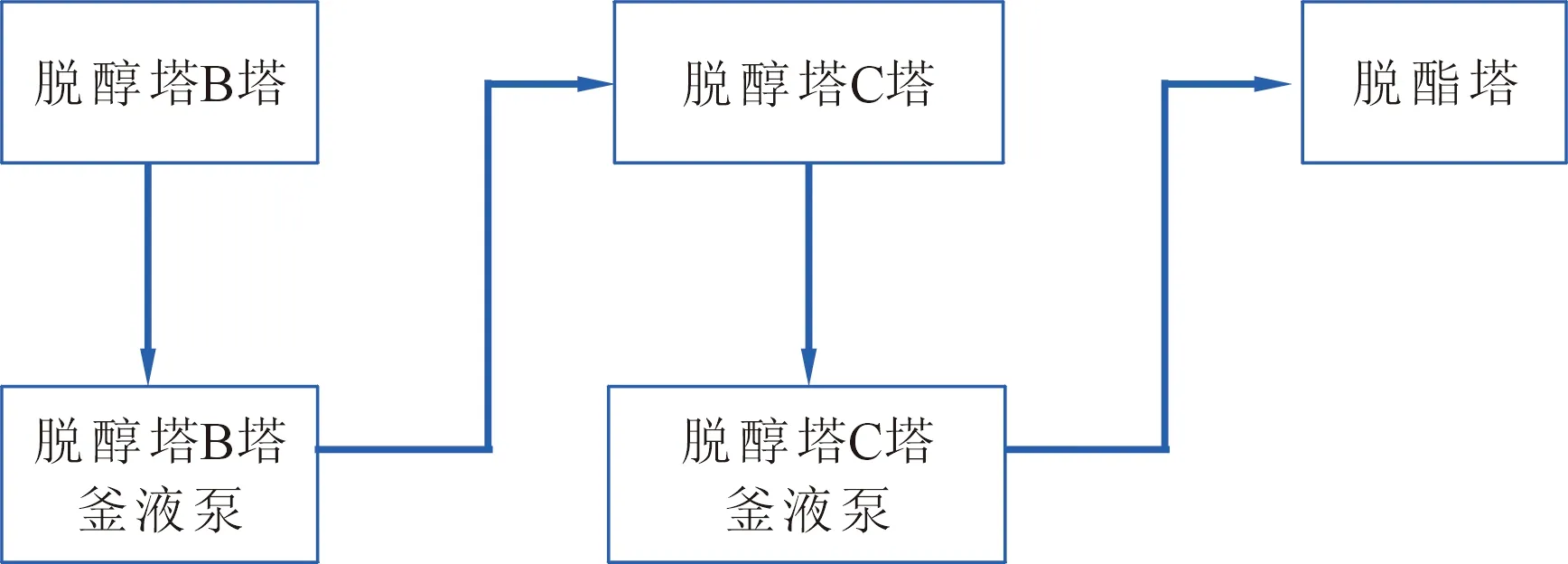
圖10 脫醇塔改造后流程
2.4 管道設備問題及改造措施
原設計中脫醇塔C塔額定進料流量為6.48m3/h,而經過流程優化后其額定進料流量33.7m3/h,該進料量是原來的5倍。因此,對脫醇塔C塔的相關管道(脫醇塔C塔原始進料管線直徑為50mm,脫醇塔C塔塔釜出料管線直徑為50mm,塔釜泵出料管線管徑40mm)及設備需重新進行選型,否則將不能滿足正常生產的需要。
(2)改造措施。為保證管道流量可以滿足生產需要,經設計單位核算后,將進料管線由50mm改為150mm,將塔釜出料管線由50mm改為150mm,將機泵出口管線由40mm改為100mm。設備機泵也進行了更換,具體參數見表2。
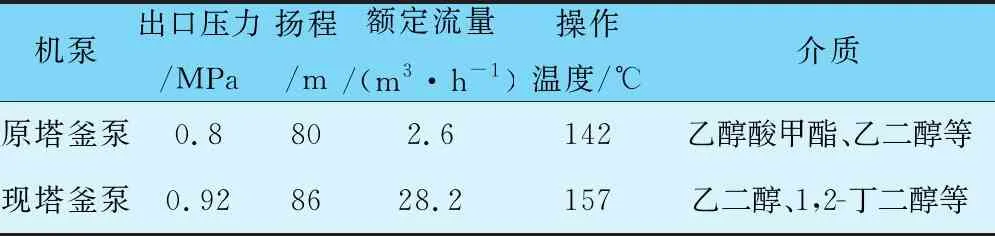
表2 設備機泵更換參數
通過設備更換,滿足了脫醇塔C塔向脫酯塔進料的要求。
2.5 工藝參數問題及改造措施
(1)由于煤制乙二醇技術首次進行工業化生產,因此在生產過程中存在較多問題,且實際生產中與原設計物料組成存在明顯差異,而精餾技術的主要依據是不同組分間相對揮發度的不同和沸點的差異,在塔盤或填料上發生傳質傳熱過程,實現組分間的分離。目前,由于物料組成差異明顯,因此,在操作中需要根據實際情況進行操作。
(2)改造措施。為了保證生產穩定運行以及產品質量可靠,經過分析集團公司其他乙二醇投產企業的生產及操作條件,并結合自身生產經驗,經優化操作總結出新的工藝指標,具體數據見表3。
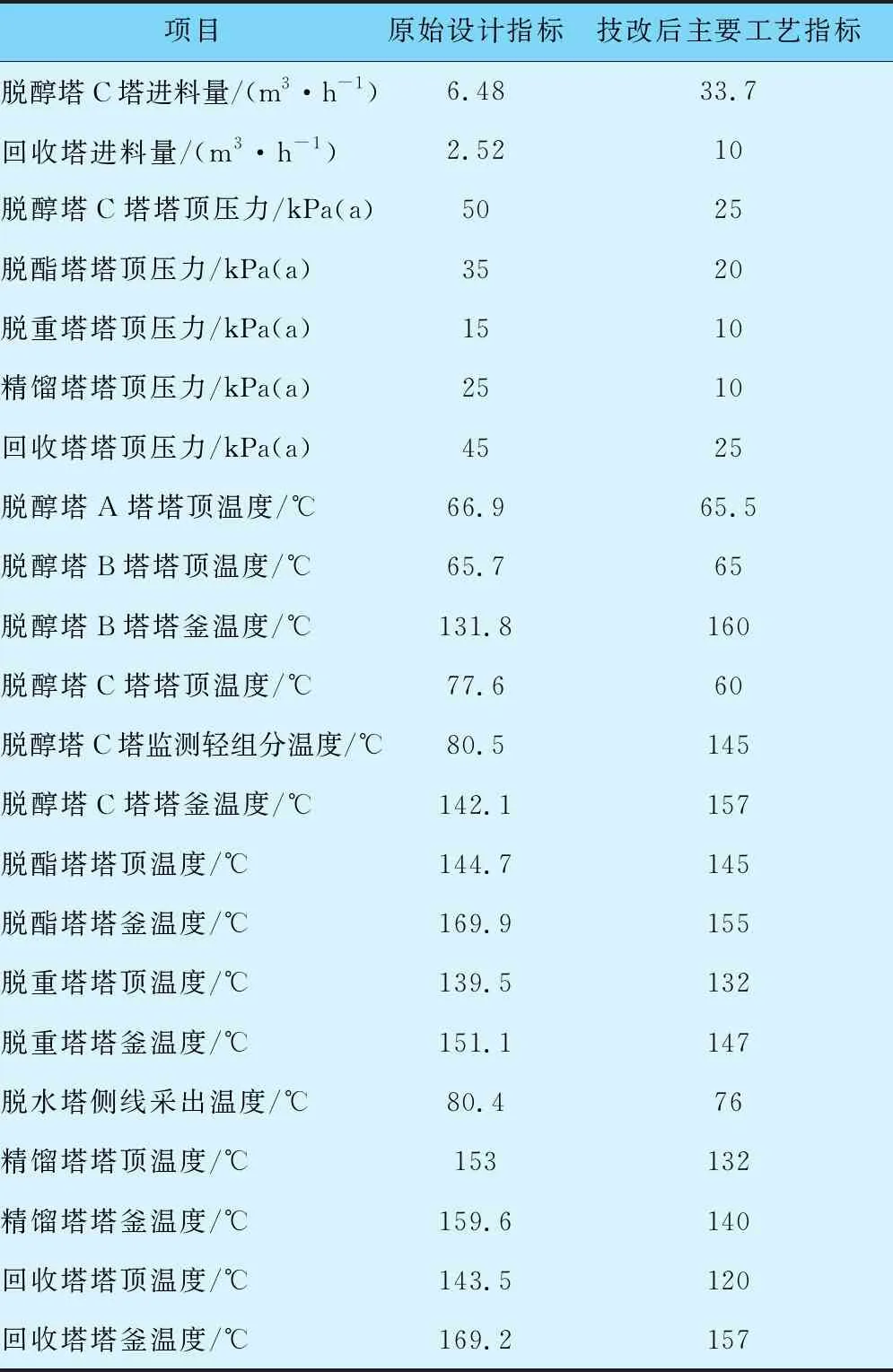
表3 改造后的工藝指標
3 產生的效益
(1)乙二醇精餾裝置工藝技術路線經優化前后能耗數據的對比見表4。
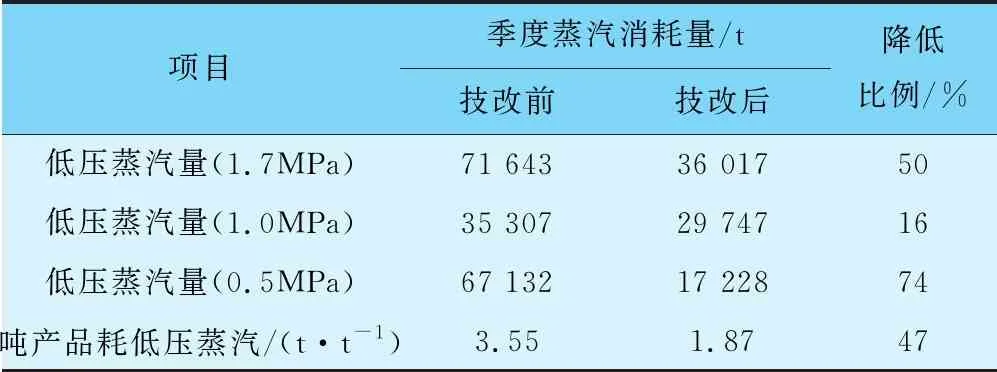
表4 乙二醇精餾裝置工藝技術路線優化前后能耗數據的對比
乙二醇精餾裝置工藝技術路線優化后,乙二醇精餾裝置噸產品耗低壓蒸汽量由原來的3.55t下降至1.87t,噸產品耗低壓蒸汽消耗量整體下降了47%,大大降低了乙二醇精餾裝置蒸汽消耗量,提高了裝置的整體能效水平。
同時,優化乙二醇精餾裝置工藝技術路線后,根據裝置全年消耗數據對比,可節省低壓蒸汽約25t/h,按照每噸蒸汽150元進行計算,可降低生產成本3 000萬元/a。
(2)脫水塔側線只采出乙醇產品單獨儲存和銷售,可回收乙醇5t/d,按照平均價格2 000元/t計算,可增加收入約412.5萬元/a。
(3)脫重塔塔釜重組分單獨儲存和銷售,可產重組分5t/d,按照平均價格750元/t計算,可增加收入112.5萬元/a。
(4)通過工藝操作的優化,將回收塔回收的乙二醇返回前系統,避免乙二醇浪費,有效提高了產品收率。裝置按照90%的負荷穩定運行,可回收乙二醇25t/d,按照乙二醇平均價格5 000元/t計算,可增加收入約3 750萬元/a。
(5)通過以上分級回收,每天減少雜醇中有機物產量為5t乙醇、5t重組分、25t乙二醇,共計35t,按輕組分雜醇中50%水含量計算,共計減少雜醇70t/d,每年按330d生產計算,每年可減少輕組分雜醇23 100t,資源得到有效利用,降低物料消耗。
綜上所述,乙二醇精餾裝置能效提升研究項目可為企業帶來7 275萬元/a的收益。
4 結語
龍宇煤化工在乙二醇精餾裝置能效提升方面進行了流程優化、技術升級改造,解決了設計缺陷問題,提高了產品純度和收率,降低裝置能耗,經濟效益可觀,在國內同類裝置能效提升方面有較大推廣價值。