重型燃氣輪機壓氣機葉片機械數控加工技術
2022-09-26 10:25:46金東學
科學技術創新 2022年26期
關鍵詞:變形
金東學
(延邊職業技術學院 裝備制造與智能控制系,吉林 延吉 133000)
由于葉片厚度不均勻、形狀不規則,加工過程中受到切削力后容易出現局部變形的情況,這是機械數控加工中引起葉片質量缺陷的一種常見原因。在實際加工中要想提高葉片質量,首先要通過開展受力分析,掌握葉片不同位置的受力特點,然后針對應力集中、變形量較大的區域,采取相應的變形補償措施,從而達到提高加工精度、降低殘次品率的效果。目前常用的葉片變形補償方法有多種,例如修正刀位軌跡、優化切削參數,或者使用反變形誤差補償技術等。采取合適的變形補償方法進行葉片處理,也是提高產品加工質量的關鍵舉措。
1 壓氣機葉片機械數控加工的關鍵技術
1.1 加工刀具的選擇
葉片加工中所用刀具,應根據毛坯材料的類型、具體的加工參數、機床類型等多種因素來決定。同時,不同刀具還會對切削過程中的切削力、切削熱、表面質量等產生重要影響,因此刀具的選擇也是葉片加工的關鍵環節。常規的圓柱形銑刀雖然能夠保證葉片表面光滑,但是刀尖容易磨損,頻繁更換刀頭除了會影響加工效率外,還會導致加工成本的上漲。球頭刀是廣泛應用于航空航天零部件加工中的一種刀具,尤其適合曲面零件的精加工。將球頭刀應用于壓氣機葉片加工中,在半精加工環節可以選擇常規銑刀高效去除余量,使葉片上出現加工殘余區;然后繼續進行精加工,使用球頭刀去除殘余高度,獲得高質量的葉片產品[1]。
1.2 走刀路徑的規劃
基于數控機床的葉片加工,可以借助于CAM 系統提前完成編程,并規劃好走刀軌跡。然后在計算機指令的控制下,讓機床刀具沿著既定的切削軌跡完成自動加工。在規劃走刀路徑時,應當重點關注2 條軌跡:其一是球頭刀與葉片材料表面接觸點的運動軌跡,即接觸軌跡;其二是球頭刀中心點的位置軌跡。技術人員在編寫刀具運動控制程序時,可以先計算得出接觸軌跡,在根據接觸軌跡求得位置軌跡。最后,將一個預先設置的刀具位置速度的線性刀具位置線段實時輸入到CNC機床中。在機床中,插補器會將刀具位置軌跡轉換成3個正交軸方向的運動和2 個旋轉軸方向的運動,從而在數控機床中精確定位工件和刀具的相對運動。葉片的切削加工流程見圖1。
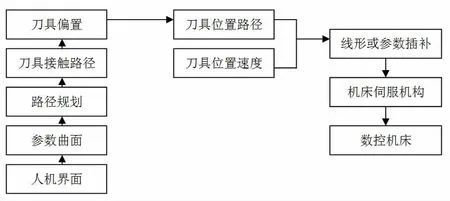
圖1 工件制造流程
1.3 葉片曲面加工誤差控制
壓氣機葉片為不規則的曲面結構,這種結構特點使得機床切削加工葉片毛坯材料時容易發生誤差。引起加工誤差的原因有多種,除了葉片自身結構這一因素外,像材料類型、初始殘余應力、裝夾是否牢固、切削熱應力等,也都是比較重要的影響因素。因此,壓氣機葉片的加工中必須要采取誤差控制技術。從應用效果來看,一種方法是提高切削速度,例如使用高速銑削可以有效降低毛坯材料切削時產生的切削熱,降低工件殘余應力,更容易提高表面加工質量,減少葉片變形量。另一種方法則是選擇合理的走刀方式、科學設置加工參數。例如在滿足加工精度要求的前提下,盡量減少走刀程序、縮短走刀路徑,有助于提高加工質量。除此之外,使用計算機有限元軟件構建葉片模型,開展仿真變形量計算,然后對加工變形進行控制,也是目前比較實用的誤差控制方式[2]。
2 葉片加工過程中的變形分析
2.1 葉片模型的構建
壓氣機葉片屬于薄壁自由曲面零件,由于其截面形狀并不規則,因此按照材料力學方法計算其慣性矩、慣性積比較復雜。為了減輕工作量,本研究對葉片模型進行簡化,將不規則形狀轉化為近似的規則的幾何形狀,然后運用材料力學方法分析其受力特點,從而了解葉片在切削加工中所受的切削力以及變形情況。研究所用壓氣機葉片的基本參數如下:葉身長度160 mm,葉片寬度48 mm,葉片最大厚度4.4 mm。簡化后的葉片模型為沿著寬度方向的一系列細長梁的集合。在壓氣機葉片的加工中,以榫頭作為定位基準,刀具在葉身上螺旋走刀。所以整個切削中葉片工件主要發生彎曲變形、扭矩變形,以及彎扭結合變形。另外,為了消除無關變量的干擾,實驗中假設葉片在機械數控加工過程中維持彈性變形狀態不變,并且葉片毛坯材料密度均勻。
2.2 葉片彎曲變形分析
簡化后的葉片可以按照材料力學中懸臂梁結構的受力模型展開分析,其模型見圖2。
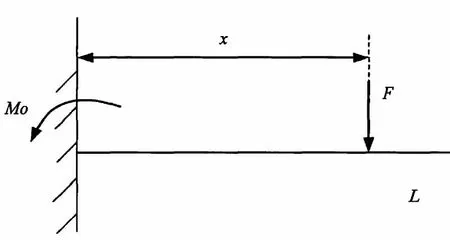
圖2 葉片結構受力示意
當刀具與待加工毛坯材料接觸后,葉身與刀具接觸部位會產生一個垂直于葉身的法向分力F,并且在該力的影響下發生輕微的彎曲變形。根據牛頓第三定律,在力F 的影響下,葉片會產生力矩M1,相應的葉片榫頭部位產生一個與之同等大小、但是方向完全相反的力矩M0。此時葉片發生彎曲部位的變形量ω 可通過公式求出

式中:L 表示葉片長度;x 表示刀具法向分力作用點與榫頭端面之間的直線距離;E 表示葉片材料的彈性模量;I 表示葉片截面慣性矩。在式(1)中,如果x 取最大值,即x=L,此時葉片曲面有最大的彎曲變形量(ωmax),可表示為

2.3 葉片扭轉變形分析
葉片受到切削力后,在葉片的不同位置發生的變形也存在較為明顯的差異。其中,葉尖位置因為又細又薄,故而此處扭轉變形最為明顯;葉片截面中間位置較寬、偏厚,扭轉變形量基本上可以忽略不計。由此可見,葉片加工過程中的扭轉變形量,主要取決于截面厚度、葉片寬度兩項因素。在假設葉片加工期間不發生塑性變形,并且使用簡化模型進行受力分析的情況下,計算葉片單位長度扭轉變形量(θ)

式中:G 表示剪切模量;b 表示截面寬度;h 表示界面厚度;β 表示橫截面,如果葉片模型中b/h>10,則β≈。參考彈性力學領域的扭轉位移公式,并帶入到式(3)中,則長度扭轉變形量(θ1)的計算公式為

結合葉片切削加工時的受力分析可知,當刀具到達葉尖邊緣時,葉片扭轉變形量最大。此時x=L,y=,則最大長度扭轉變形量(θmax)可表示為

2.4 葉片彎扭組合變形分析
在葉片的加工過程中,受到相同的切削力后,葉片出現的彎曲變形與扭轉變形,其位移方向是相同的。但是葉片的彈性變形則是通過彎曲變形與扭轉變形相互疊加形成。因此,“彎曲-扭轉”組合變形(λ)公式可表示為

相應的,當葉片的葉尖位置有最大彎扭變形時,λmax可根據以下公式求出

結合葉片自身的結構特點,以及受力情況,可知葉片變形量從根部到端部,呈現出逐漸增加的趨勢。同時,葉尖位置由于較薄,加上受力最大,因此發生的變形情況也最為明顯。進一步分析認為,葉片的彎曲變形總體上符合線性分布規律[3]。
3 葉片機械數控加工中變形補償及過程仿真
3.1 葉片變形補償原理
對于葉片機械數控加工中產生的變形,可采取誤差補償技術達到提高加工精度、降低殘次品率的效果。誤差補償是采取修正、均化、鈍化等一系列方式,將實際誤差控制在允許范圍之內。根據誤差補償內容的不同,又可分為尺寸補償、形狀補償、位置差值補償等若干類型;根據有無實時監測裝置,可以分為在線誤差補償和離線誤差補償等類型。其中,在線誤差補償技術需要使用高靈敏度的監測裝置,實現對葉片機械數控加工過程的動態監測。通過工控機智能對比、分析加工過程中的誤差變形情況,自動生成補償參數進行誤差補償,確保最終產品滿足標準。其優點在于補償效果好、加工精度高,但是缺點也比較明顯,例如成本高、實現難度大等。因此,本研究的葉片加工變形補償中選擇了離線誤差補償技術。其補償實現途徑主要有3 種:
第一種是優化切削參數,根據葉片的結構特點、材料特征以及加工要求等,綜合考慮設定切削參數,包括切削速度、切削深度等。第二種是修正刀位軌跡,主要是通過靜態仿真的方式,模擬葉片的加工過程和走刀軌跡,在此基礎上得到切削力的具體值。然后在操作有限元軟件把荷載施加到葉片的刀位點上,求出變形量值。然后基于變形量數據開展模擬,使用刀位修正法對刀位點進行修正,使葉片的最終加工精度可以滿足要求。第三種是反變形誤差補償法,也是一種基于有限元分析的誤差補償實現方式。在求出刀位點的誤差補償量后,修改初始刀位點并獲得新的刀位軌跡。將含有補償信息的刀位軌跡轉化成計算機可識別的程序編碼,由計算機指令控制完成切削加工,從而提高加工精度。反變形誤差補償的原理見圖3。

圖3 葉片變形補償原理
3.2 葉片加工仿真環境及參數設置
本研究選擇UG NX 軟件中的CAM 模塊開展葉片模擬加工。其中,刀位軌跡規劃、數控加工程序在CAD/CAM 一體化數控編程系統中完成,然后根據編程生成葉片的幾何模型。CAM 軟件支持工件模型的自定義設置,可根據仿真實驗需要手動添加約束條件、切削用量等工藝參數[4]。
CAM 軟件的工具庫中有多種刀具可供選擇,用戶可從刀具庫中直接調用。本次仿真實驗中選擇“球頭刀”,依次選擇“工具庫”-“選擇刀具”-“球頭刀(刀具設置)”選項,進入到球頭刀的刀具設置頁面。在該頁面上將刀尖半徑設定為0.1 mm,可以最大程度上減小徑向切削力。完成刀具創建后,編輯葉片加工程序。選擇工序類型“mill_multi_axis”后,再選擇工序子類型,最后點擊“確定”保存設置內容。通過UG NX 軟件可自動生成葉片加工毛坯,在此基礎上依次開展粗加工、半精加工和精加工。在加工參數設置中,將驅動方式設置為“流線驅動”,切削速度設定為1400 mm/s,切削深度設定為0.1 mm,每齒進給量為0.1 mm/齒。
3.3 葉片加工仿真效果
在設置好葉片加工參數后,可以對葉片加工過程進行仿真。根據仿真加工所得模型來看,本次仿真設計中加工參數的設定可以滿足葉片加工精度要求。葉片表面整齊、光滑,零余量加工完畢后也葉片表面沒有發現未切除的切削殘余高度。根據這一仿真結果,驗證了本次仿真實驗中刀具選擇、刀具半徑設置等均滿足加工要求[5]。該程序可直接導入到數控機床的工控機中,按照該程序進行實際生產,保證加工出來的葉片在精度上滿足使用要求。
4 結論
壓氣機葉片為不規則工件,在生產制造時極易因為受力不均勻而影響葉片加工精度,進而導致葉片高速轉動時出現異常振動等故障,影響壓氣機的正常運行。通過構建葉片立體模型,并展開葉片受力有限元分析,可以查明葉片在切削加工過程中的受力情況。分析認為,葉尖處的彎曲變形量、扭轉變形量以及彎扭組合變形量最大,容易發生變形。因此,在葉片邊緣加工時需要采取變形補償技術。本研究提出了一種反變形誤差補償法,并通過仿真實驗對該方法的實用效果進行了驗證。結果表明葉片模型變形量較小,加工精度達到要求。在壓氣機葉片機械數控加工中,使用該技術進行變形補償可顯著提高葉片加工精度。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
