基于FTA與AHP的數控成形磨齒機磨削砂輪系統可靠性分析
2022-09-22 12:17:44付一林王會良蘇建新
機床與液壓 2022年2期
付一林,王會良,蘇建新
(河南科技大學機電工程學院, 河南洛陽 471003)
0 前言
近些年國內機床技術邁向新的臺階,但與世界先進數控機床對比可靠性仍有差距。可靠性技術是影響我國機床發展的瓶頸之一[1-4]。磨削砂輪系統是數控成形磨齒機的主要功能系統,負責實現對齒輪的磨削加工以及對砂輪形狀、角度修形。關于磨削砂輪系統可靠性,國內外學者做了大量的研究,如劉英等人[5]使用梯形模糊數分析數控磨床砂輪架故障樹里的頂事件與底事件發生的概率,確定危害級別高的底事件,提高機床的可靠性。黎剛剛[6]從企業采集砂輪主軸故障數據進行FMEA分析,確定故障發生原因、故障發生部位、故障模式,進行改善以提高機床整體可靠性。
目前國內針對磨削砂輪系統的可靠性分析較少,因此本文作者將對磨削砂輪系統進行可靠性分析:整理在機床單位收集的故障資料,構建磨削砂輪系統失效的故障樹,找到造成磨削砂輪系統失效的原因;之后構造層次分析模型,找到故障的主要原因;通過合理解決方法,提高磨削砂輪系統的可靠性。
1 基于FTA-AHP的磨削砂輪系統可靠性分析
在機床故障分析中,為了弄清楚系統故障機制和故障譜,需按照故障發生部位、成因或性質將其“分門別類”。在眾多分析方法中,故障樹分析(FTA)是一種最有效、最基本且系統化的故障分析方法。進行FTA分析的目的在于理清機床系統各故障事件間的邏輯因果關系,分析出系統故障譜。AHP可以將FTA分析的復雜模型簡化,將其分解成多層次和其對應的影響因素,比較每層影響因素對上一層因素的影響程度,確定每個因素的權重影響值[7-9]。這種方法將定性與定量分析結合起來,通過建立層次分析模型找出磨削砂輪系統的關鍵故障因素,方便人員進行機床故障排除和采取合理的改善維護決策,從而減少機床的故障停機時間。
2 FTA分析
FTA是將系統故障原因分層逐級細化的演繹分析法,以系統最不希望出現的故障事件作為切入點,然后自上而下逐級展開,分析導致事件發生的所有可能故障因素,追溯原因的原因,直至找到系統故障發生的最基本原因或者是分析到系統的最基本單元。最后用對應表達符號把各級事件連接起來,就構成了能表達頂事件與各級故障事件之間邏輯因果關系的樹狀圖,即故障樹[10-13]。在故障建樹時需要使用統一的術語與表達符號,如表1所示。
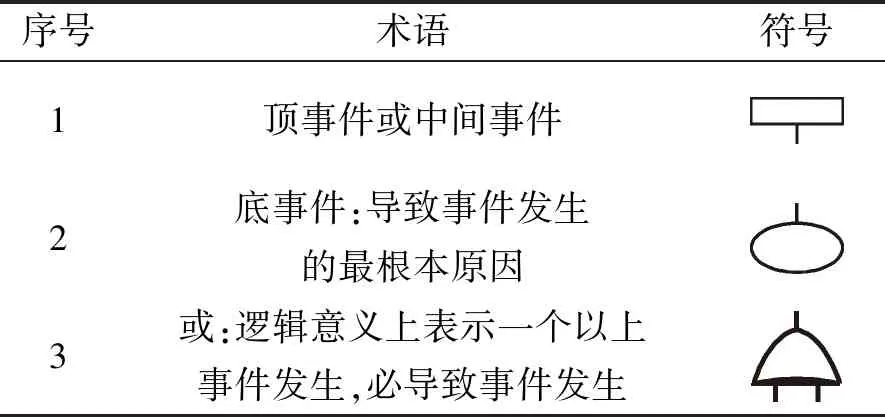
表1 故障樹基本術語符號
2.1 磨削砂輪系統FTA分析
數控成型磨齒機加工精度、質量取決于磨削砂輪系統。為了提高其可靠性,需要找出它發生故障的原因。將采用FTA方法分析磨削砂輪系統故障原因,如圖1所示。
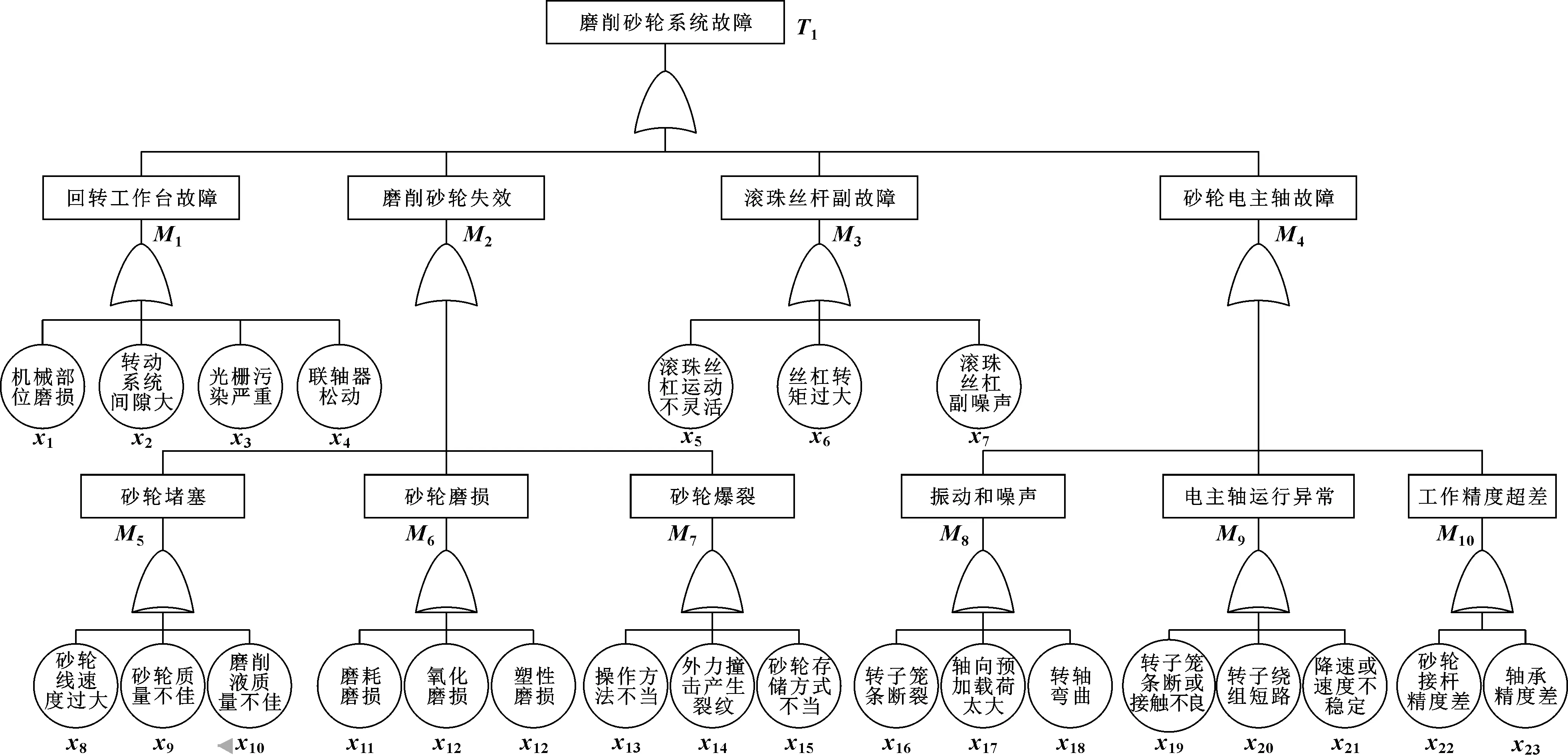
圖1 磨削砂輪系統FTA分析
由圖1可知:引起磨削砂輪系統失效的故障模式一共有10個,依次是回轉工作臺故障、磨削砂輪失效、滾珠絲桿副故障、砂輪電主軸故障、砂輪堵塞、砂輪磨損、砂輪爆裂、振動和噪聲、電主軸運行異常、工作精度超差,它們之間任意一件事情發生都會引起頂事件的發生。根據中間事件尋找相應的中間事件及故障來源,就可以找出致使頂事件發生的全部故障來源。
2.2 建立層次結構模型
故障樹的構建層次較多,而且可能在不同故障模式下存在相似的故障因素,層次結構較復雜,不適于進行層次分析,將FTA分析法與層次分析方式結合起來,將Hi中的最小分割集與相應的故障因素對應。利用Fussell下行法可獲得最小割集為:
H1最小割集為:{x1},{x2},{x3},{x4};
H2最小割集:{x8},{x9},{x10},{x11},{x12},{x13},{x14},{x15},{x16};
H3最小割集為:{x5},{x6},{x7};
H4最小割集為:{x17},{x18},{x19},{x20},{x21},{x22},{x23};
根據上文,構建磨削砂輪系統的故障遞階模型,如圖2所示。
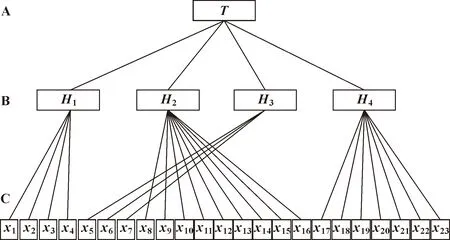
圖2 磨削砂輪系統失效層次模型
2.3 故障原因發生概率權值求取
2.3.1 建立判斷矩陣
故障遞階模型建立后,分析每個層次中的眾多因素相對于上一層次中的某一因素的相對重要性;通過因素間的比較,構造判斷矩陣計算出權重值;使用層次分析法中的因素比較標度值對每個因素的重要程度進行量化[14],如表2所示。
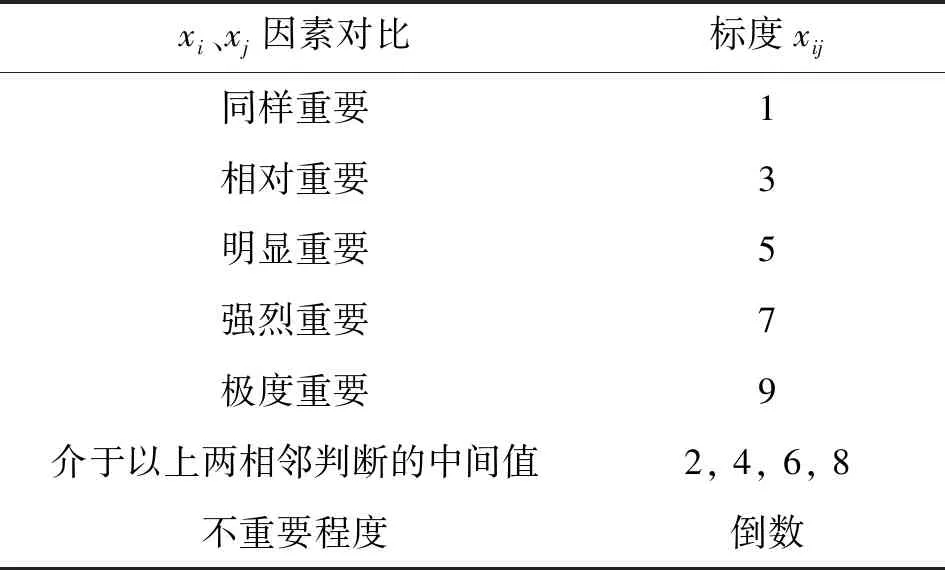
表2 因素比較標度值
經過長時間調研機床企業、整理和分析機床維修記錄,總結出磨削砂輪系統的失效模式及原因;再結合企業技術員綜合診斷資料,構建出磨削砂輪系統故障模式的概率權重判斷矩陣。利用MATLAB編寫程序,計算H1-H4因素對最頂層T影響權重,如表3所示。
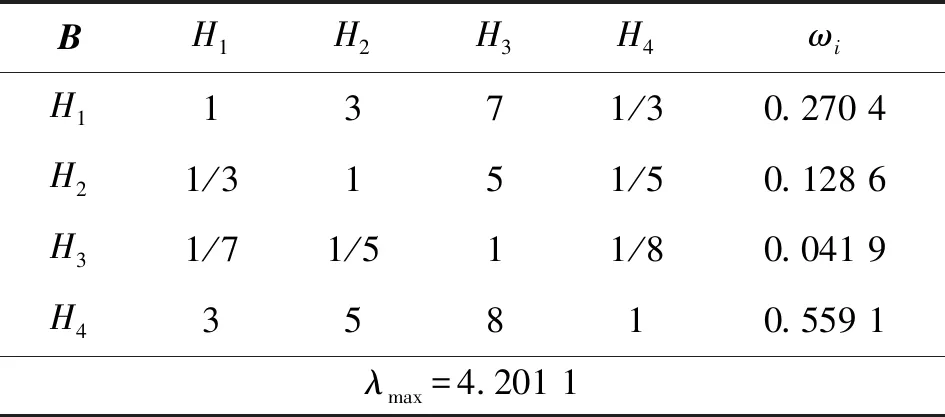
表3 B層對于A層判斷矩陣B
C2為C層的概率判斷矩陣,如表4所示。同上可求出其余C層的權重判斷矩陣。

表4 C層相對于B層判斷矩陣C2
C2層影響因素權重值如表5所示。
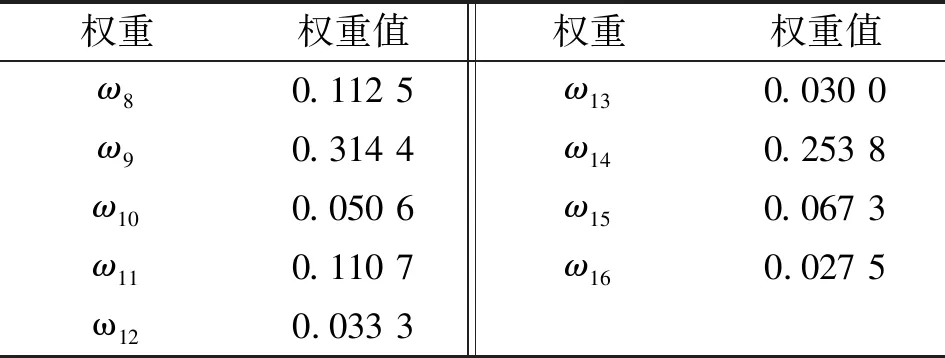
表5 C2層各影響因素的權重值
2.3.2 層次單排序一致性檢驗
相同層次的眾多因素對上個層次里某個因素重要性的排序為層次單排序。一般通過建立因素的判斷矩陣,防止其他因素的干擾,客觀地反映一對因素影響的差異性。可在比較多個因素時,通常會顯示非一致性的結果,因此有必要進行一致性檢驗[15]。
(1)
(2)
(3)
式中:A表示構建的判斷矩陣;n代表矩陣階數;λmax是矩陣最大特征值;R.I.表示平均隨機一致性的檢驗指標,表6為R.I.取值。
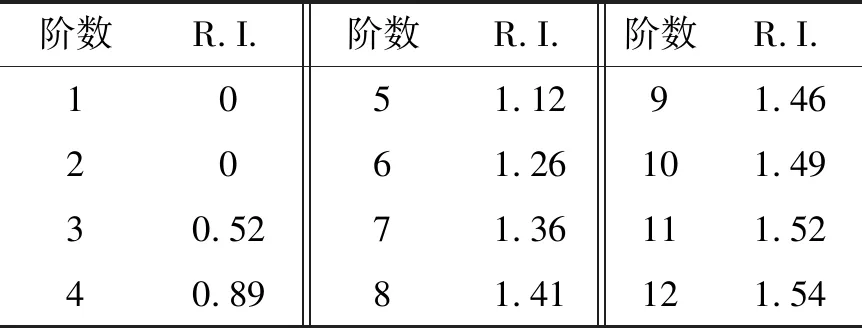
表6 平均一致性指標R.I.取值
按照一致性檢驗的要求,當C.R.<0.1或者λmax=n、C.I.=0時,就說明此矩陣符合要求,若不是就要修整矩陣,直到滿足一致性指標的要求。表7為矩陣一致性檢驗結果。
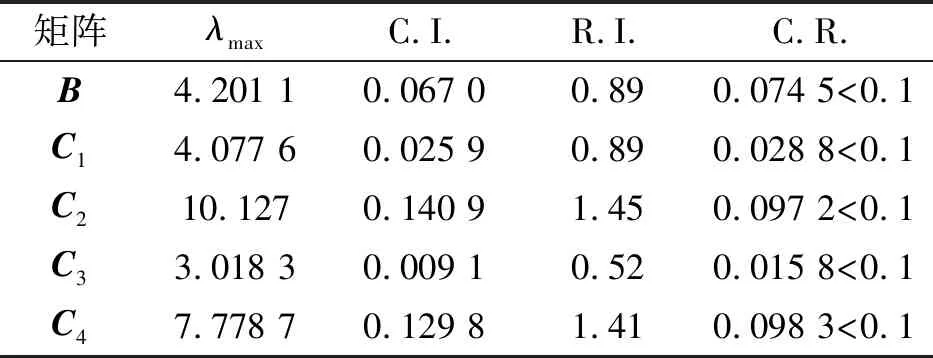
表7 最大特征值及一致性檢驗結果
檢驗結果中所有判斷矩陣C.R.值都小于0.1,表明因素比較取值是有效的。
2.3.3 故障因素層次總排序
在一個復雜的系統中,為了更好地確定故障因素對頂層事件影響的權重大小,需對層次模型的故障因素進行總排序,逐層計算底部故障因子對頂部事件的重要性權重值的總順序,才可以進行之后的可靠性分析。
總排序權重計算的公式如下。
(4)
表8是每個因素權重的計算結果。
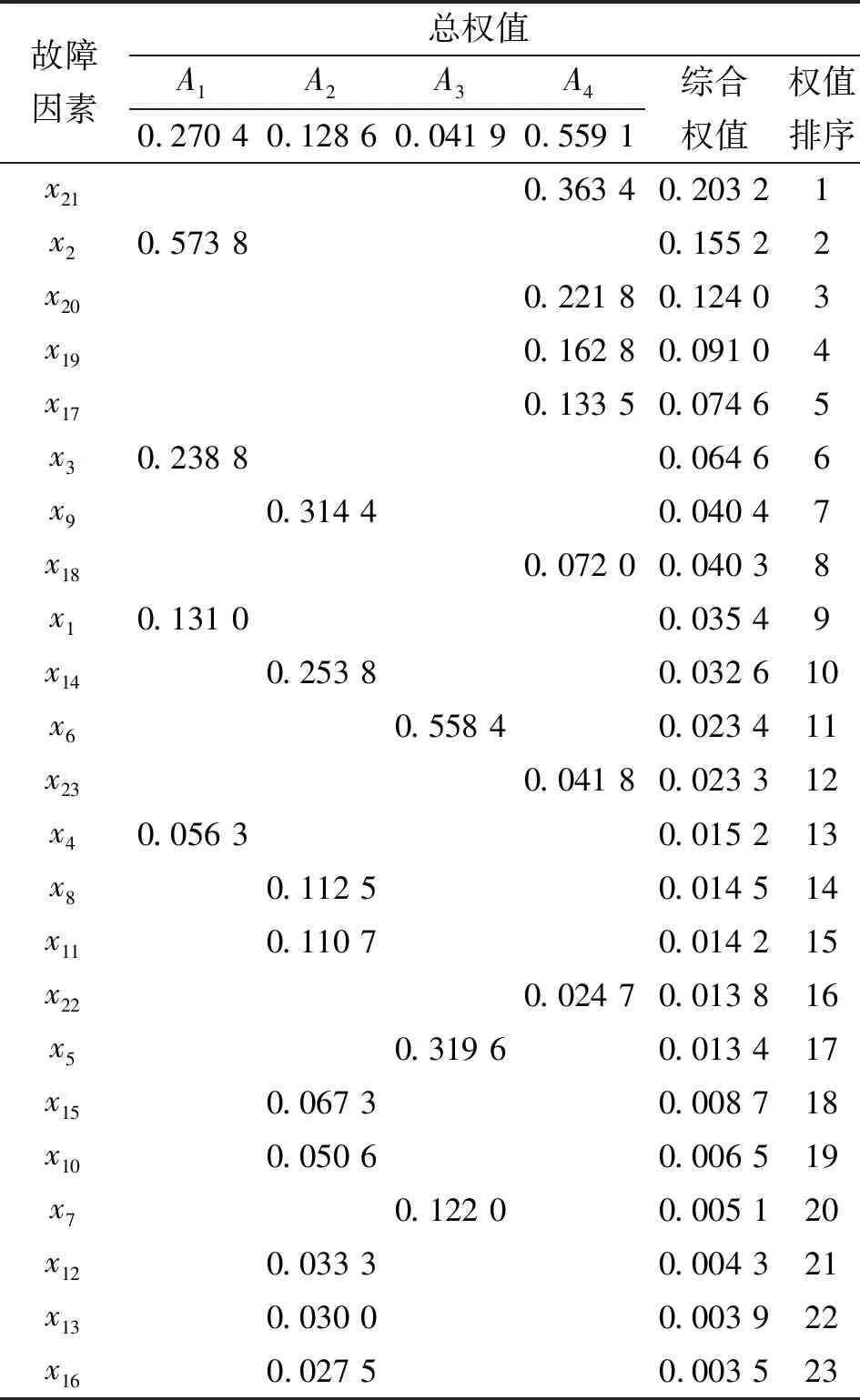
表8 因素概率權重排序
2.3.4 層次總排序一致性檢驗
雖然層次單排序符合一致性的要求,可在層次總排序一致性檢驗時,各層次之間非一致性積累起來,可能導致分析的最終一致性檢驗結果不符合要求,所以有必要檢驗層次總排序的一致性。檢驗公式如下:
(5)
公式里的Cj一致性指標用C.I.j表示;Cj的平均隨機一致性指標用R.I.j表示;根據公式算得:C.R.=0.079<0.1。
由公式算得每個權重層次總排序符合一致性檢驗,從總排序結果可發現哪種故障因素對磨削砂輪系統影響大,針對主要故障因素提出合理性的解決措施,提升磨削砂輪系統的可靠性。
3 故障可靠性改善措施
根據表8可知前5個影響磨削砂輪系統故障因素分別為:降速或速度不穩定、回轉工作臺轉動間隙大、轉子繞組短路、轉軸彎曲、轉子籠條斷裂。針對這幾個故障因素提出改良方法降低其故障發生頻率,提高磨削砂輪系統可靠性。改善措施如下:
針對降速或速度不穩定,先查看電源電壓、頻率、功率輸出與當前的電主軸匹配程度,如果是電主軸的功率比較小,應該換取滿足工作要求的大功率電主軸,同時也要審視籠條質量情況,盡量用容量大的電主軸。
針對回轉工作臺轉動系統間隙大,可以對機械轉動系統之間的間隙進行調整,軸向移動蝸桿或更換齒輪、鎖緊膨脹套筒等。
針對轉子繞組短路,短路發生在不同位置有不同的解決辦法,如果在端部發生短路,可以使用絕緣類的材料隔開短路點,再者是纏繞絕緣線在其外圍,涂上漆料再烘干即可;如果線槽內部出現短路,則需要將線軟化,在線槽外面修復短路位置,再放入線槽涂上漆料烘干。
針對轉軸彎曲,如果變形水平小可以校正處理,彎曲程度過大可以焊接處理,若是彎曲產生裂縫過大,就要更換新的轉軸。
針對轉子籠條斷裂,轉子籠條發生斷裂的原因大多數都是應力作用的結果,超出了它的承受極限,或是交變應力長期作用,使籠條出現疲勞。若是斷裂點在轉子端環處,可用氣焊焊接;若是斷裂點在籠條處,找到斷裂點,根據籠條的粗細,選用恰當的鉆頭在斷裂處鉆孔,再攻絲,旋入螺桿,用銼銼平。若斷條較多,需更換轉子;如果沒有轉子更換,可以選擇更換所有籠條。
4 總結
以磨削砂輪系統為研究對象,利用FTA分析得到系統的故障譜,研究每個故障因素對磨削砂輪系統的影響,再運用AHP確定造成磨削砂輪系統失效的主要故障因素,采取措施降低故障發生的概率。在企業日常檢修中,就能根據每個故障因素的概率權值,制定維修方案,不必再像以前一樣花費大量時間在故障樹里排查故障原因,提高故障診斷的效率,很大程度上縮短故障診斷的時間,最終對提高磨削砂輪系統及數控成型磨齒機整體可靠性有著重要的意義。
猜你喜歡
公民與法治(2022年5期)2022-07-29 00:47:28
中學生數理化·七年級數學人教版(2022年11期)2022-02-14 07:14:12
教學考試(高考物理)(2021年5期)2021-11-08 10:31:22
中醫眼耳鼻喉雜志(2021年1期)2021-07-22 07:38:14
科普童話·學霸日記(2020年1期)2020-05-08 16:45:11
汽車維修與保養(2019年7期)2020-01-06 03:30:42
小天使·一年級語數英綜合(2019年2期)2019-01-10 11:57:30
兒童繪本(2018年5期)2018-04-12 16:45:32
汽車維護與修理(2016年10期)2016-07-10 08:17:41
燕山大學學報(2015年4期)2015-12-25 02:19:49