基于搪瓷水箱內膽噴砂表面粗糙度的研究及應用
2022-09-22 10:32:54陳昌中王成根譚德強范召卿
日用電器 2022年8期
陳昌中 王成根 譚德強 范召卿
(珠海格力電器股份有限公司 珠海 519070)
引言
熱水器搪瓷水箱實際生產過程,先將瓷釉涂覆在內膽基材表面,然后經過高溫燒成使其熔融,最后通過冷卻使金屬和玻璃質無機材料兩種性質不同的材料結合成為一個整體,使各自的缺點得到很好的補償,優點得到很好的體現[1],最終成為搪瓷鋼。這種搪瓷鋼材料可以承受(-60~+450)℃的溫度變化范圍,并且能夠承受甚至高達200 ℃的溫度驟變[2],具有抗酸堿、耐腐蝕、無毒的特性,深受消費者喜愛。內膽流搪前需對噴砂預處理,將磨料高速噴射到工件表面,由于磨料對內膽內表面的沖擊和切削作用,使工件表面獲得一定的清潔度和不同的粗糙度[3],即在鋼板基材表面形成大量的微坑,增大了基材與涂層的附著力,從而提高涂層的使用壽命。噴砂工藝的最主要評價標準是噴砂后所得到的粗糙度,良好的粗糙度即可以提升涂層的附著力[4]。目前,某公司搪瓷水箱內膽噴砂一次合格偏低,通過觀察測量,內膽噴砂粗糙度測量值Rz一直徘徊在20 μm左右,達不到噴砂工藝所要求的質量等級和表面粗糙度要求(噴砂粗糙度測值Rz控制在25~35 μm之間),嚴重制約著搪瓷水箱內膽的產能,增加了車間內部產品返修成本和制造成本,該問題亟待解決。
本文以搪瓷水箱內膽作為研究對象,選擇影響噴砂效果的三個關鍵因子(空氣壓力、噴砂入射角、磨料直徑)實驗驗證,從而找到適合搪瓷鋼板噴砂的最佳工藝參數,大幅度提升搪瓷內膽的噴砂表面粗糙度,達到提高、穩定搪瓷內膽噴砂一次合格率的目的。
1 實驗部分
1.1 試驗材料設備
本試驗采用壓縮空氣作為動力的噴砂機,隨機配有氣壓測量表,能對噴砂過程中的空氣壓力進行實時測量,棕剛玉磨料的添加量為 3~5 kg,輸入空氣壓力0.3~1.0 MPa。為保證實驗時噴槍與工件間的相對位置,噴槍需要夾具夾持。實驗中可根據入射角的需要,選用不同夾角β的噴槍夾具。
1.2 試驗材料
搪瓷鋼板材料為BRT330R,尺寸為 100 mm×100 mm,力學性能為:抗拉強度400~520 MPa,屈服強度 330 MPa,伸長率≥22 %,見表1。

表1 BRT330R材料的化學成分
試驗用棕剛玉磨料的主要化學成分為Al2O3,另含有少量的TiO2、SiO2、Fe2O3,磨料粒徑尺寸為0.2~0.6 mm。
1.3 試驗方法
通過前期對噴砂過程進行FMEA分析,選擇RPN值高于60的三個關鍵因子,空氣壓力、噴砂入射角(即噴嘴與工件水平面間的角度)、磨料直徑(即砂粒直徑)進行實驗驗證。根據歷史經驗,空氣壓力、噴砂入射角、磨料直徑之間可能會有交互作用,因此,特設計3因子2水平實驗,結合噴砂工藝理論、搪瓷水箱噴砂工藝文件及小批驗證,各因子水平選取如表2。
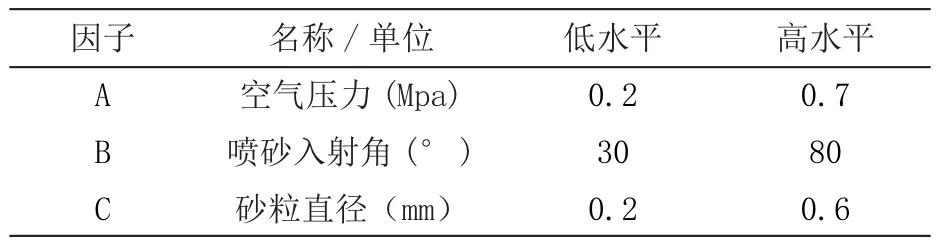
表2 3因子2水平實驗取值
通過不同水平的噴砂工藝對噴砂表面粗糙度影響分析,各個試驗設計水平均可滿足搪瓷鋼板表面粗糙度的要求,繼續安排3因子、2水平部分因子試驗和4次中心點實驗,共12次實驗,實驗結果見表3。
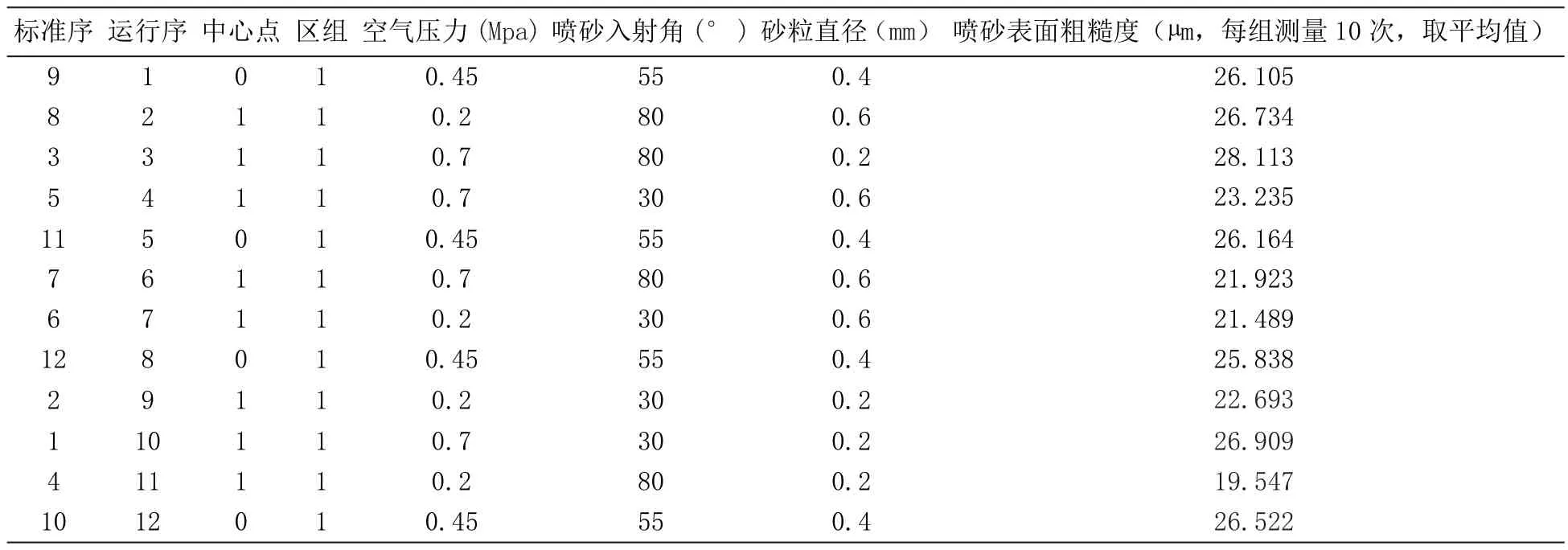
表3 3因子2水平實驗數據
2 結果與討論
2.1 空氣壓力、噴砂入射角、砂粒直徑對噴砂表面粗糙度的影響結果
模型判斷及因子效應分析:實驗結果ANOVA表,如表 4、5、6。
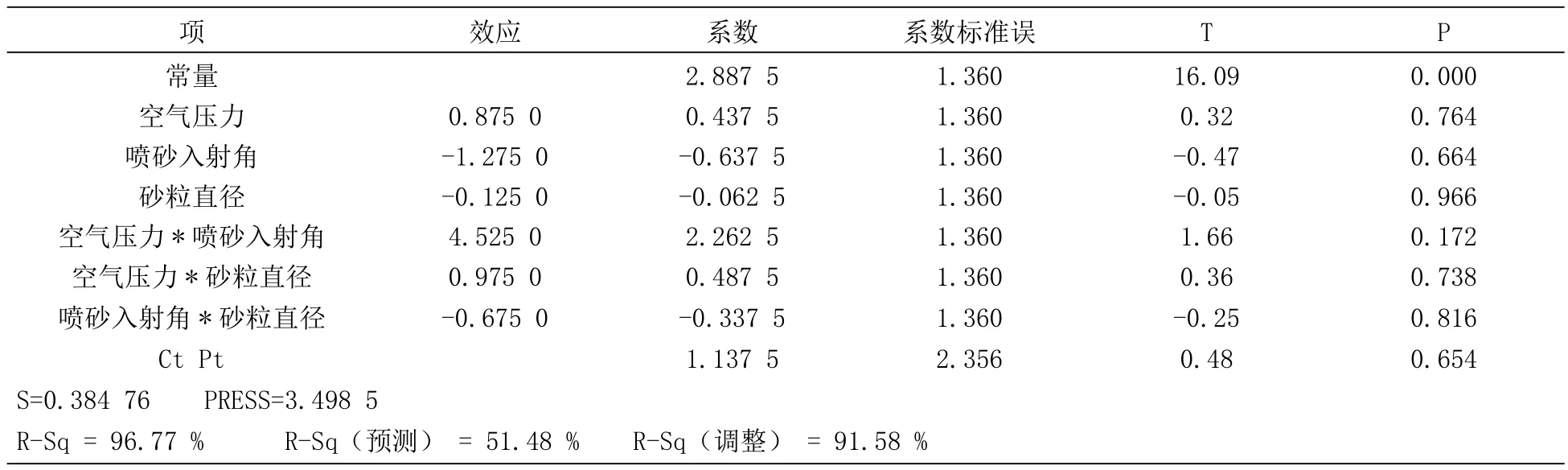
表4 噴砂表面粗糙度的估計效應和系數(已編碼單位)
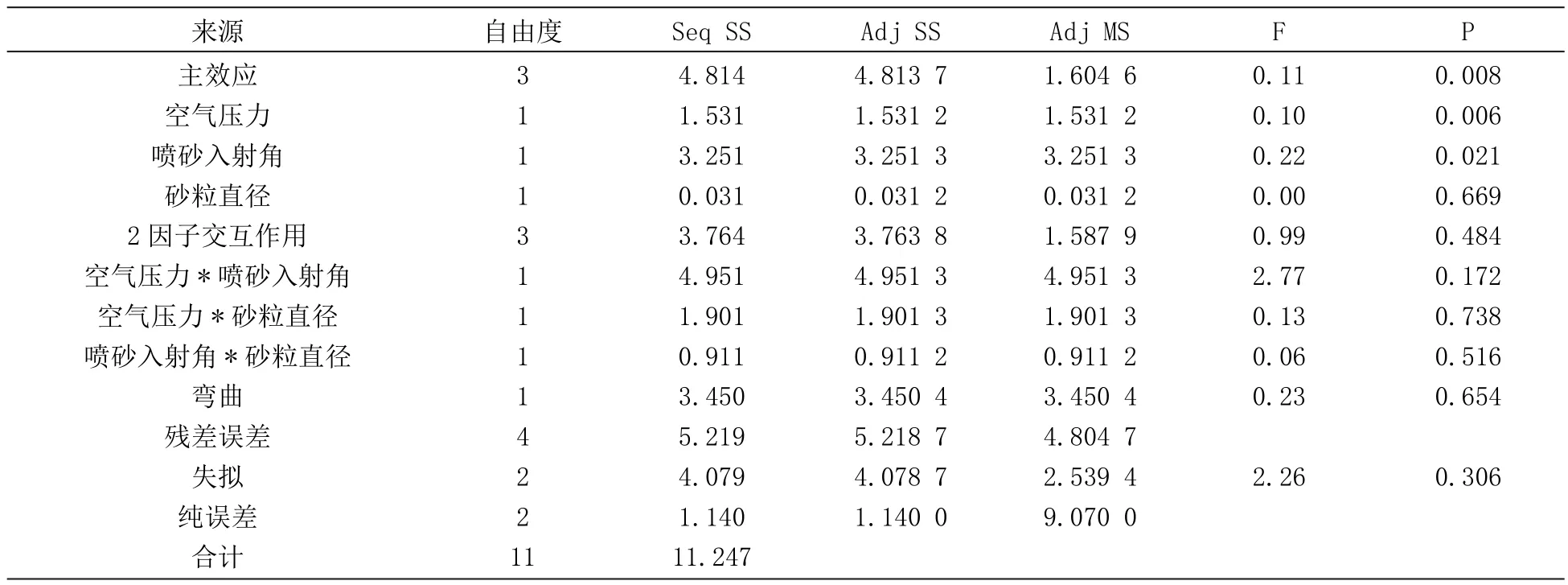
表5 噴砂表面粗糙度的方差分析(已編碼單位)

表6 噴砂表面粗糙度的估計系數(使用未編碼單位的數據)
擬合因子:噴砂表面粗糙度與空氣壓力,噴砂入射角,砂粒直徑。
1)分析結果
主效應項P=0.008<0.05,表明要拒絕原假設,說明回歸總效果是顯著的。
失擬項P=0.306>0.05,無法拒絕原假設,可以認為回歸并無失擬現象。
彎曲項P=0.654>0.05,表明無法拒絕原假設,說明本模型并沒有彎曲現象。
總體效果評價:R-Sq = 96.77 %,R-Sq(調整)=91.58 %,兩者間差距較大,說明模型還有改進的余地。
3個主效應中空氣壓力(因子A),噴砂入射角(因子B),砂粒直徑(因子C)均是顯著的,三個交互效應項空氣壓力*噴砂入射角、空氣壓力*砂粒直徑和噴砂入射角*砂粒直徑均不顯著。
通過上表中,同時可以得出原始變量的回歸系數。
為了能更直觀的看到各項效應的顯著性,運用正態效應圖、Pareto效應圖進行分析。
從圖1、圖2可以更直觀的看出,空氣壓力(因子A),噴砂入射角(因子B),砂粒直徑(因子C)對表面粗糙度的效應是均是顯著的。空氣壓力(因子A),噴砂入射角(因子B)對表面粗糙度具有正效應。
2)確認主效應及交互效應的顯著性
從圖3中可以看出,空氣壓力(因子A),噴砂入射角(因子B),砂粒直徑(因子C)三者回歸線較陡,故主效應影響確實顯著。如果僅僅處于使噴砂表面粗糙度達到最大,空氣壓力(因子A)越大越好,噴砂入射角(因子B)在80 °左右較好,砂粒直徑(因子C)在0.2 mm越好。
針對以上的分析,我們選擇最佳的參數組合,即將空氣壓力選擇在0.7 Mpa,噴砂入射角選定80 °,砂粒直徑選擇0.2 mm,驗證了13天水箱生產,其內膽表面粗糙度測量結果如表7所示。
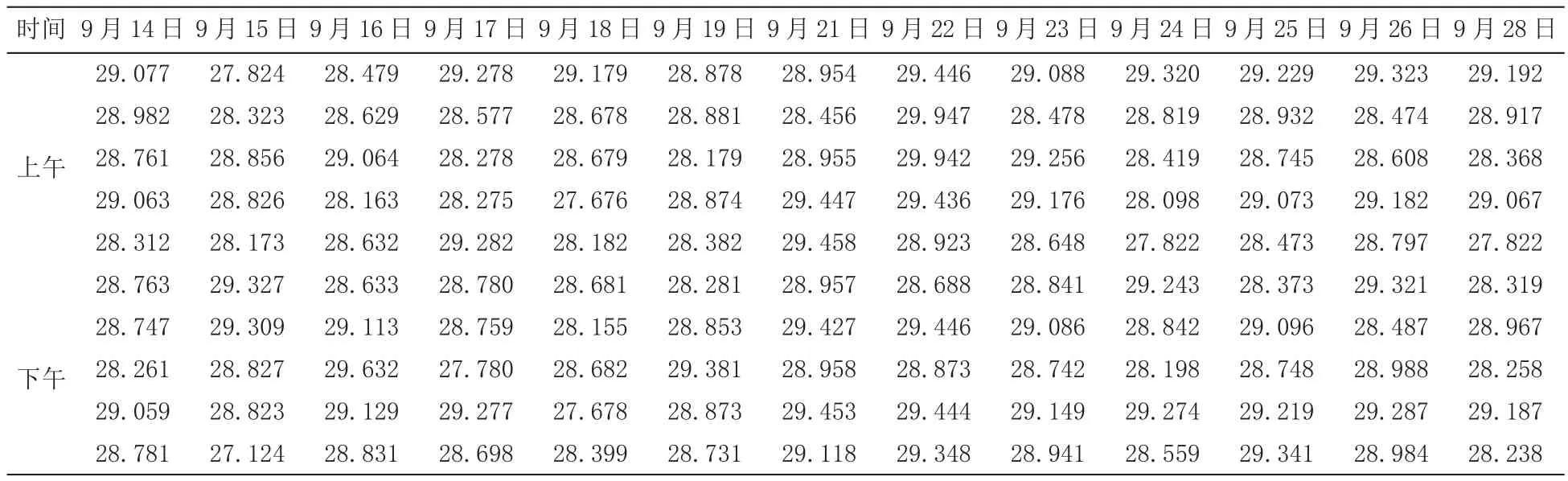
表7 表面噴砂粗糙度測量結果表(單位: μm)
經過以上參數調整對策實施后,我們通過統計近2周的搪瓷內膽的噴砂表面粗糙度,發現測量值已從原來的20 μm提高到29 μm左右,達到并超過了我們預定的目標。同時,也大大提升了水箱內膽搪瓷質量,提升了搪瓷內膽整體的使用壽命。
3 結果與討論
通過DOE試驗方法研究空氣壓力、噴砂入射角、砂粒粒徑等關鍵工藝參數對搪瓷鋼板表面粗糙度的影響,并得到以下結論:
1)隨著空氣壓力的增大,噴槍內部的空氣流量會增加,當噴嘴內徑不變時,經噴嘴噴出的磨料粒子獲得的總動量越大,加大對鋼板的沖擊力,從而使鋼板表面產生的粗糙度越大。
2)隨著噴砂入射角α的增大,磨粒對鋼板試件的正面沖擊力會增大,使得噴砂后形成的表面微坑變深,表面粗糙度變大;
3)砂粒的直徑越大,其質量越大,在其它試驗條件相同的情況下,隨著砂粒直徑的增大,對鋼板的沖擊力變小,形成的粗糙度Rz逐漸降低;
4)結合行業現狀以及生產經驗,找出影響噴砂效果的主要關鍵因子,通過DOE設計試驗方案,借助Minitab軟件進行數據處理和分析,最終得出噴砂關鍵工藝因素的最佳參數值:空氣壓力0.7 Mpa,噴砂入射角80 °,砂粒(即磨料)直徑0.2 mm。
