陶瓷襯墊藥芯氣體保護焊焊接工藝
2022-09-20 06:16:12袁中龍劉業廷宋光濤熊慶和張京華
金屬加工(熱加工) 2022年9期
袁中龍,劉業廷,宋光濤,熊慶和,張京華
海洋石油工程(青島)有限公司 山東青島 266520
1 序言
在某深水海洋平臺船體建造過程中,船體分段在最后合攏時,存在大量的長直焊縫需要進行對接,該焊縫最大長度達數十米。保證如此大的結構整體組對間隙達到2~6mm的要求是極為困難的,因此有很長的坡口需要按照項目要求進行堆焊以修正間隙。間隙的修正有單獨的堆焊流程,需要進行報檢與焊接作業,且對完成堆焊的焊縫需要打磨處理,以便進行外觀檢查、尺寸檢測與磁粉檢測,而復雜的堆焊工序會導致施工效率降低。
考慮到陶瓷襯墊焊接工藝可以支持大間隙(10m m)坡口的直接焊接,因此如果開發該工藝,則可以大大簡化流程,提升施工效率。
2 焊接工藝開發
(1)母材 選用A B S E H36材料,厚度為25mm,該材料以熱機控軋工藝供貨,這也保證了其較低的碳當量(0.33%),且Pcm=0.18%,使得其焊接性優良。一般來講,當某材料的碳當量<0.4%時,就認為其具備優良的焊接性[1]。選取的母材化學成分與力學性能分別見表1、表2。

表1 母材化學成分(質量分數) (%)

表2 母材力學性能
(2)焊接材料 與母材進行等強韌性的匹配,選取AWS A5.20 E71T-1CJ、φ1.2mm的焊接材料。同時,為了降低焊接接頭的冷裂傾向,要求擴散氫含量<5mL/100g。試驗用焊接材料化學成分與力學性能分別見表3、表4。
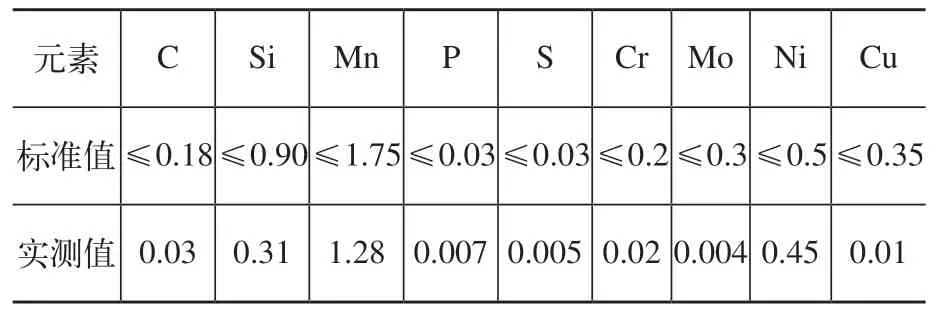
表3 試驗用焊接材料化學成分(質量分數)(%)
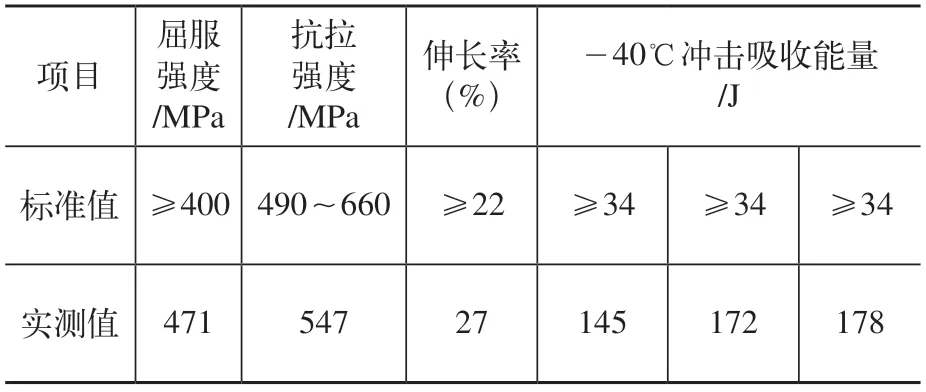
表4 試驗用焊接材料力學性能
(3)陶瓷襯墊 陶瓷襯墊使用象山天興焊接襯墊有限公司生產的JN系列焊接襯墊,其耐火度>1300℃,吸潮率≤0.35%。
(4)焊接試件 根據施工現場的坡口形式及焊接位置,選取2G位置進行焊接,具體的坡口形式如圖1所示。
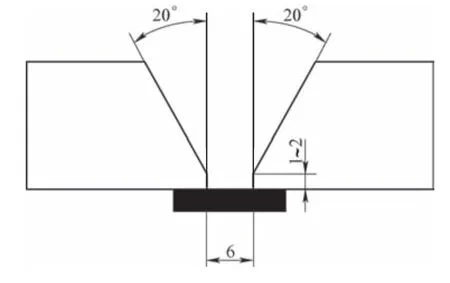
圖1 坡口形式
(5)焊接參數控制 鑒于母材優異的焊接性,以及母材厚度僅為25m m,具有較低的接頭拘束度,因此設定其預熱溫度為25℃。為了保證焊接接頭的低溫(-40℃)沖擊性能,需控制最大層間溫度為250℃。另外,考慮到藥芯焊絲本身的熱輸入限制、低溫沖擊性能要求以及橫焊位置的特點,控制其最大熱輸入為1.3kJ/mm。對于陶瓷襯墊藥芯氣體保護焊工藝,在其打底焊道焊縫正面易產生焊接裂紋,且當焊接電流增大時,出現裂紋的概率增大。這是由于隨著電流的增大,電弧對母材及襯墊的熱作用增加,在熔池中引入了更多的氧化物,降低了焊縫的純凈度,同時由于熱輸入的增大及陶瓷襯墊的保溫作用,延長了低熔點共晶的存在時間,增大了裂紋傾向。因此,需要適當降低焊接電流,控制打底焊的焊接電流不超過200A[2,3]。具體的焊接參數見表5。

表5 陶瓷襯墊藥芯焊絲氣體保護焊焊接參數
(6)其他注意事項
1)單面坡口焊接時需要使用單面扁平襯墊,襯墊安裝在坡口背面且要保證襯墊凹槽中心線與坡口中心線對齊。貼襯墊前要清理鋼板表面的灰塵等異物,以保證襯墊膠帶能夠貼緊坡口兩側。雙面坡口時要選用圓柱形襯墊,安裝在坡口根部并貼緊。為了保證焊接質量,實際施工時無論單面坡口還是雙面坡口,都需要對陶瓷襯墊側進行碳弧氣刨清根,清根深度至少達到3mm,且需要打磨至金屬光澤,以徹底去除滲碳層。
2)打底層焊接時,坡口兩側要保證徹底熔透。必要時需要進行擺動,并在兩側略做停頓,以保證根部焊縫背面成形[4]。
3)完成打底焊道后再連續焊接4道,或焊接厚度達到母材厚度的1/3,保證焊縫有足夠的強度后,才可以中斷焊接。
4)施工時對于較長的焊縫必須采用分段焊接,根部焊接時一定要注意焊接電流不可過大,否則容易導致根部裂紋。
3 結果分析與討論
(1)無損檢測 整個焊接試件按照AWS D1.1/D1.1M:2015《鋼結構焊接規范》及項目規格書要求進行無損檢測。外觀檢測、磁粉檢測、超聲波檢測結果均滿足要求。
(2)理化性能 理化試驗主要進行了橫向減截面拉伸試驗、側向彎曲試驗、低溫夏比沖擊試驗、宏觀金相和硬度試驗。試驗按照ASTM A370—2010《鋼制品機械性能測試方法和定義》要求進行。理化性能試驗結果見表6。接頭宏觀形貌如圖2所示。

圖2 接頭宏觀形貌
(3)結果分析 由表6可知,焊接接頭的橫向減截面拉伸試驗結果滿足不小于母材抗拉強度規定值下限(490MPa)的要求,側彎試驗無缺陷,各個位置的低溫沖擊吸收能量均遠超過34J的標準要求,接頭宏觀形貌無缺陷,維氏硬度值低于要求的325HV10。試驗結果表明,焊接接頭的強度、塑性、韌性均表現優異,滿足項目的要求。由于采用較小的熱輸入,以及最大層間溫度的限制,熱影響區得到下貝氏體,其整體表現出良好的韌性。這是由于熱輸入較小時,易獲得溫度較低的貝氏體轉變區。而伴隨轉變溫度的降低,轉變驅動力增加,增大了貝氏體、鐵素體中碳過飽和度。此時的碳元素尚可在鐵素體中進行短程擴散,從而在鐵素體基體上析出下貝氏體。與硬而脆的上貝氏體不同,由于下貝氏體所需的轉變溫度較低,使得碳擴散較為困難,因此碳化物彌散度高,強化作用大,表現出較好的沖擊性能。另外,由于熱影響區與焊縫距離不同的位置經歷的焊接熱循環不同,從而導致其組織不均勻,因此表現為性能的不均勻性。距焊縫距離越大,受焊接的熱影響越小,其組織結構也越均勻,沖擊性能趨于穩定,且越來越接近于母材的沖擊值水平。由于鋼材的低碳當量以及合適的焊接參數,因此其整個焊接接頭的硬度值水平適中(190~252HV10)。硬度結果表明,并未檢測到明顯的高硬度區,間接說明在該焊接參數下,整個焊接接頭中并未產生馬氏體或上貝氏體等硬脆相。
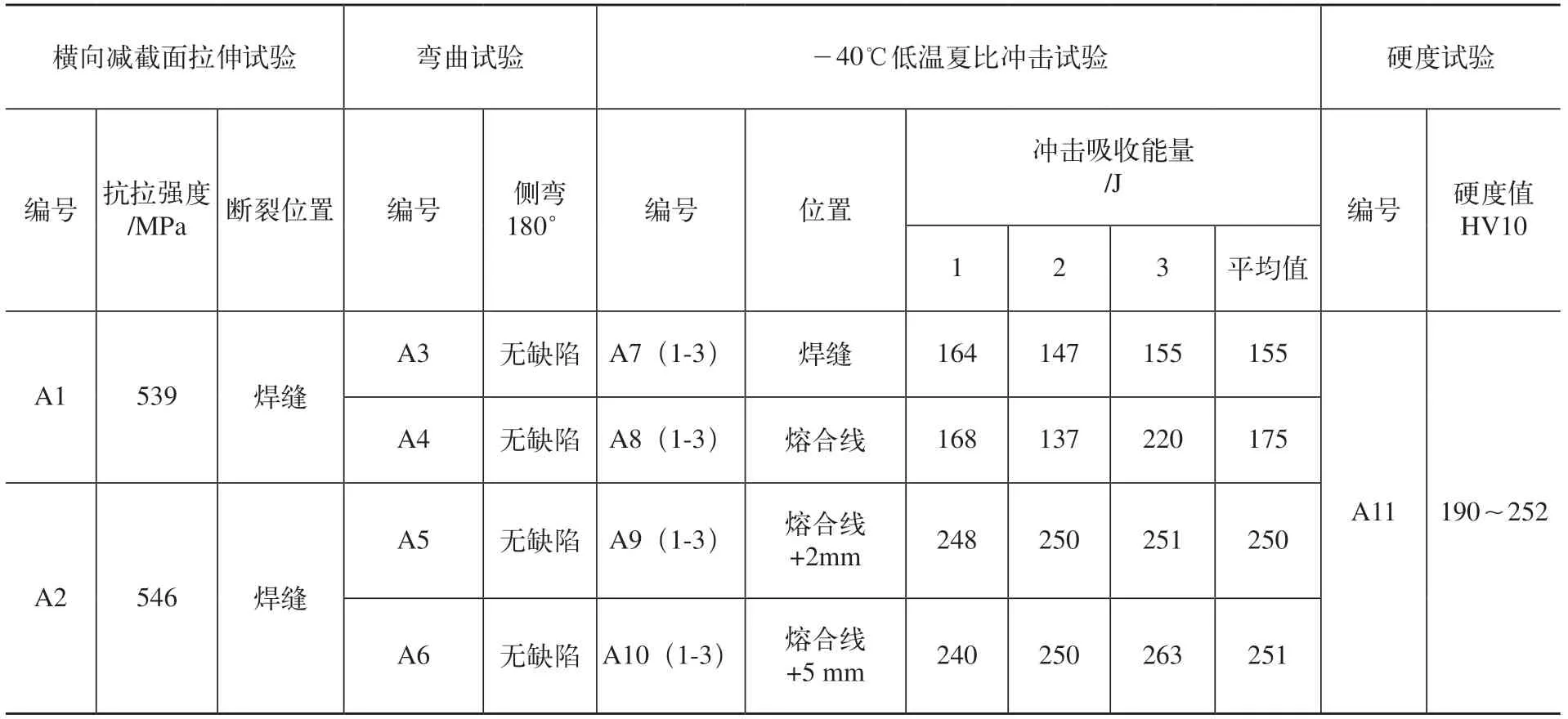
表6 試件力學性能試驗結果
4 結束語
本文通過開發陶瓷襯墊藥芯氣體保護焊工藝,免去了大間隙情況下大量的堆焊作業,提升了施工效率。通過將最大層間溫度限制在250℃,控制最大熱輸入為1.3kJ/mm,并限制打底焊時的焊接電流不超過200A,嚴格控制陶瓷襯墊的安裝,保證了焊接工藝的成功開發。陶瓷襯墊藥芯氣體保護焊工藝評定試驗結果表明,該工藝的各項指標均滿足項目要求,焊接接頭具備優良的性能。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
