管線鋼管焊接技術的研發現狀與發展趨勢
2022-09-20 06:15:40趙明李晴宋慧琴喻竹楊培慶郭圣龍耿會龍
金屬加工(熱加工) 2022年9期
關鍵詞:工藝
趙明,李晴,宋慧琴,喻竹,楊培慶,郭圣龍,耿會龍
中國石油大學(華東) 山東青島 266580
1 序言
油氣管網是長距離油氣輸送的主要方式,是連接油氣資源與其應用市場的核心紐帶,也是保障國家能源安全的重要戰略通道。在國務院政府工作報告《中華人民共和國國民經濟和社會發展第十四個五年規劃和2035年遠景目標綱要》中明確指出:要進一步提高我國能源供給保障能力,加快建設天然氣主干管道,完善油氣互聯互通網絡[1]。根據國家發展和改革委員會與國家能源局制定的《中長期油氣管網規劃》,“十四五”期間我國油氣管道建設將有更大發展,到2025年全國長輸油氣管網規模將達到24×104km,到2030年將達到30×104km[2]。
管道焊接是油氣管網建設的關鍵工序。我國油氣管網的大建設和大發展,對管道的焊接工藝、焊接設備和焊接材料等也提出了更高要求。本文綜述了國內外管線鋼管制造和油氣管道建設中先進焊接技術的研發現狀,并結合我國油氣管網建設的特色,展望了長輸油氣管網建設工程中焊接技術的未來發展趨勢。
2 管線鋼的發展
隨著社會生產力的發展,人類對石油和天然氣的需求量越來越大,用于運輸石油和天然氣的管線鋼也經歷了巨大的發展。在X60級管線鋼誕生之前,通常采用熱軋正火態的含有C、Mn、Si的普通碳素鋼作為輸送油氣管道用鋼[3]。直到20世紀70年代,先后研發了X60級和X70級管線鋼,拉開了油氣管網建設的序幕[3-5]。在中國,X70級管線鋼在“西氣東輸”“澀寧蘭”“中亞”“中緬”“中俄”等管線工程中得以大量應用[6,7]。到20世紀80年代中期又開發出了X80級管線鋼,并在世界范圍內迎來了油氣管網建設的高峰。在過去30多年中有大量的X80級油氣管線工程項目陸續建成并投入使用[8-10]。X100級和X120級超高強管線鋼誕生于20世紀90年代,截至目前,在世界范圍內還沒有正式投入到長輸油氣主管網的建設中,僅建有少量試用段用于測試和分 析[11-13]。
管線鋼的發展史如圖1所示。與X70級及以下級別的管線鋼的開發和工程應用不同的是,X80級管線鋼的綜合力學性能和焊接性都非常好,從誕生至今一直是長距離油氣輸送管道的主要用鋼。此外,在一些不需要增加年輸送能力的長距離管道工程中,在不改變輸送壓力和鋼管直徑的情況下,通過降低X80級管線鋼的壁厚,可有效地降低工程的建設成本,因此這些項目也首選X80級管線鋼。
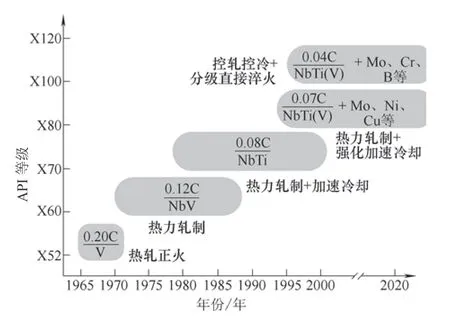
圖1 管線鋼的發展史
基于美國石油學會標準API SPEC 5L—2018《管線管規范》和中國國家標準GB/T 9711—2017《石油天然氣工業 管線輸送系統用鋼管》,表1和表2分別給出了各種管線鋼的主要化學成分和力學性能的參考指標值。根據不同的服役環境,鋼板的化學成分不完全相同。此外,因不同廠家的生產軋制條件不完全相同,故所生產的成品之間也存在差異。結合實際工程項目的使用要求,微合金元素的具體含量及性能指標需要用戶與供貨商進行協商確定。總體來看,隨著管線鋼等級的增加,強度指標越來越高,對低溫沖擊韌度的要求也在增加。由此可見,隨著油氣輸送壓力的提高,對管線鋼的安全等級也提出了更高要求。

表1 管線鋼的主要化學成分及參數 (%)

表2 管線鋼的最小力學性能指標
3 管線鋼縱縫焊接技術
目前,長輸油氣管線鋼管根據縱向焊縫的焊接工藝不同可分為兩類:直縫焊管和螺旋焊管(見圖2)。當鋼管的壁厚超過14mm時,需開X形坡口,采用多絲埋弧焊接工藝,先焊接內焊道,再焊接外焊道。兩種不同壁厚管線鋼板的坡口參數如圖3所示,在實際制管時通常根據具體壁厚和使用情況來確定坡口的加工參數。在板厚較大時外焊道通常采用雙V形復合坡口,以減少熔敷金屬填充量。

圖2 常見大直徑管線鋼管
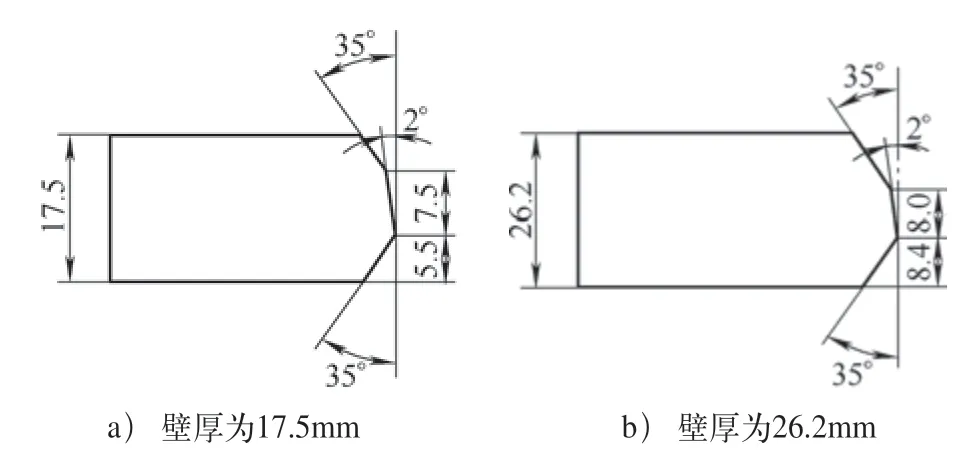
圖3 縱向焊縫坡口示意
螺旋焊管成形過程如圖4所示,螺旋焊管多絲埋弧焊焊接位置如圖5所示。在展開的鋼帶兩側,首先需要加工出帶有2~3 mm鈍邊的雙V形坡口,再將鋼帶加工成筒體并采用熔化極氣體保護焊(GMAW)進行固定。內部V形坡口在鋼管的5點鐘位置附近用雙絲或三絲螺旋埋弧焊工藝焊接,外部V形坡口在鋼管的1點鐘位置附近用三絲或四絲螺旋埋弧焊接工藝焊接;先焊內焊道,再焊外焊道,外焊道距離內焊道約1.5個螺距。

圖4 螺旋焊管成形過程
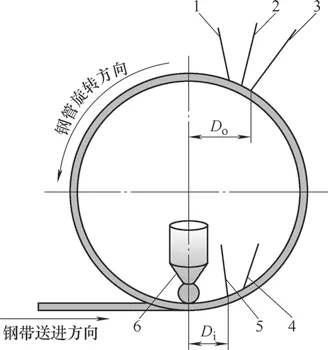
圖5 螺旋焊管多絲埋弧焊焊接位置
采用UOE成形或JCOE成形的直縫焊管具有制造工藝簡單、生產效率高、質量穩定可靠、規格不受限制,以及易于實現流水線生產等諸多優點,因而適用于各種等級和厚度的管線鋼,市場競爭優勢明顯。而螺旋焊管強度比直縫焊管高,殘余應力低,低溫沖擊韌度優異;此外,還能用較窄的鋼帶生產直徑較大的螺旋焊管,以及用同樣寬度的鋼帶生產不同直徑的螺旋焊管。因此,盡管螺旋焊管的出現晚于直縫焊管,但螺旋焊管在全球的消費總量正在不斷攀升。總體來看,較小口徑的管線鋼管大都采用直縫埋弧焊工藝制造,而大口徑管線鋼管則越來越傾向于采用螺旋埋弧焊工藝制造。
4 管線鋼環縫焊接技術
為方便管道的鐵路或公路運輸,目前筒體的長度控制在24m以內。這些筒體經過組對焊接而成,就組成了覆蓋全國和遍布全世界的油氣輸送管網。在長輸管道建設工程中,環縫焊接質量是影響管道長期安全運行和使用壽命的關鍵因素之一。
管線鋼管的壁厚通常為10~30mm,當鋼管壁厚較小時,可采用帶鈍邊的單V形坡口;隨著鋼管壁厚的增加,通常采用復合V形坡口(見圖6a)或U形坡口(見圖6b),有利于減少熔敷金屬的填充量,提高焊接效率。
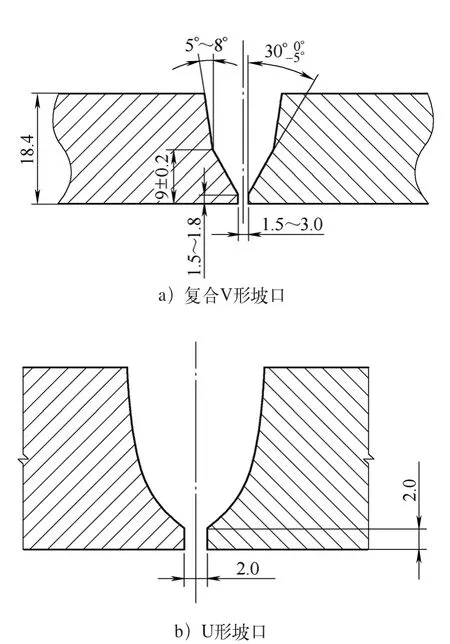
圖6 環縫坡口示意
由于不同壁厚的環縫焊道層數各不相同,通常將位于鋼管內壁的第一焊層稱為根焊層。當管徑足夠大時,根焊層可從管道內壁施焊。從內往外,第二層稱為熱焊層,熱焊層從管外施焊,要求與根焊層之間有足夠的重熔量,防止未焊透和未熔合等焊接缺陷。此后的各焊層稱為填充層,填充層的道次數與壁厚和坡口形狀密切相關。最外層通常稱為蓋面層,以保證焊道具有足夠余高,提高環縫接頭強度。通常前一焊層對后一焊層有預熱作用,后一焊層對前一焊層有焊后熱處理效果。尤其是對X80及以上鋼級的管線鋼,焊前預熱溫度和層間溫度要嚴格控制為150~200℃。
管線鋼管環縫的焊接工藝方案復雜多樣,可分為焊條電弧焊、半自動焊、自動焊或全自動焊。
4.1 焊條電弧焊
現場施工中的管道水平放置,環形焊縫由2~4名焊工采用立向下或立向上位姿同時進行焊條電弧焊,焊工的勞動強度非常大。
選用纖維素型焊條焊接X70級以下管線鋼環縫時,根焊層采用立向上焊接具有較好的搭橋能力,填充層和蓋面層采用立向下焊接效果較好。纖維素型焊條的典型焊接缺陷有夾渣、冷隔、缺口、氣孔、側壁打弧(由于坡口間隙不合適,或多層焊接時焊條運動過程中距離側壁較近,導致電弧偶爾會在側壁與焊條末端形成)和裂紋等。此外,纖維素型焊條不能滿足高強管線鋼對韌性的要求,且冷裂敏感性大。
選用堿性焊條立向下焊進行環縫焊接質量較優。通常堿性焊條的焊接效率高于纖維素型焊條,但采用堿性焊條進行根焊時,與纖維素型焊條相比,間隙要略寬,鈍邊要略小。堿性焊條可能產生的焊接缺陷包括引弧氣孔、根焊層氣孔、冷隔、側壁打弧及夾渣等。
在實際管道建設工程中,通常采用纖維素型焊條打底,堿性焊條填充、蓋面。此工藝被稱為聯合焊條電弧焊法(Combined-Electrode Manual Welding Method)。此種工藝方案既能保障環焊縫內層具有較好的塑韌性以及提高對輸送介質的耐蝕能力,又能保障整個環焊縫接頭具有足夠的強韌性,以抵抗大變形。
4.2 半自動焊
半自動焊是手工操作和機械裝置共同完成的一種焊接方式。其焊接熱源的移動由手工操作完成,而送絲、送氣等則由相應的機械裝置完成。在管道環縫焊接中使用的半自動焊,一般使用焊條電弧焊打底,而填充焊及蓋面焊則使用半自動焊。
例如,美國在夏延(CHEYNNE)平原管線項目中,采用的是PipePro450RFC焊接系統[14],RMT(短弧控制技術)打底,填充和蓋面采用自保護藥芯焊絲半自動焊。我國“西氣東輸”二線工程中,采用STT(表面張力過渡技術)打底+自保護藥芯焊絲填充和蓋面的半自動焊接方法[10]。焊接方向為全位置(5G)下向焊。焊前需預熱,焊接時均采用單道焊,每層焊道由4名焊工中心對稱施焊(見圖7),以減小因受熱不均勻而產生的焊接殘余應力。

圖7 環縫施焊方向及順序
4.3 全自動焊
管道全自動焊是借助于機械和電氣等方法使焊接過程實現完全自動化、程序化的焊接施工方法。全自動焊對于操作人員的焊接技術水平要求較低,焊接過程中受人為因素干擾較小,焊工勞動強度低;但全自動焊對設備的要求較高,好的全自動焊接工藝具有電弧燃燒穩定、焊縫成形美觀、焊接效率高等優勢。全自動焊接工藝在平原、沙漠、凍土等開闊地域的管道建設中具有顯著優勢。
熔化極氣體保護焊(GMAW)是管道全自動焊接中應用最普遍的焊接技術。CRC-Evans和CAPS就是成功開發的全自動焊接系統[15,16]。這種成套的全自動焊接系統,對管端的坡口加工精度要求非常高。CRC-Evans工藝的根焊層是通過安裝在內對口器上的6把焊槍同時在管道內側施焊,可有效地提高焊接生產效率并防止管口翹曲變形。其他各焊層從管道外部立向下施焊,每個焊層的厚度約為3mm,對于18m m厚的鋼管約需要焊接6個焊層。C A P S工藝的核心技術是雙絲串列熔化極氣體保護焊接(Tandem-GMAW),是由克蘭菲爾德大學為阿拉斯加天然氣管道項目開發的窄間隙焊接工藝。
管道環縫全自動焊接工藝在發達國家已日趨成熟,焊接一次合格率可達97%~98%。雖然我國管道全自動焊接技術起步較晚,但如今也有了巨大進步,在大口徑、厚管壁的“西氣東輸”三線和四線管道建設中已有使用。
5 發展趨勢與展望
國內外對于X80級及以下等級管線鋼的冶煉、軋制、成形和焊接等相關技術已趨于成熟。對于X100級和X120級管線鋼,還需要進行深入的開發和探究。對于某些特殊服役環境使用的管材,可以通過調節合金化的途徑使其具有特殊的性能,比如:抗酸性管線鋼要求具有一定的耐腐蝕性能、優良的抗氫致開裂(HIC)和硫化物應力腐蝕(SSCC)性能;深海用管線鋼的力學性能指標則更加嚴格,不但要求具有高強度、良好的低溫沖擊韌度和抗裂韌度,同時還要求很低的屈強比;通過常發生地質災害地區的管道,應采用大應變管線鋼,在保證鋼管高強度和高韌性的同時具有低的屈強比、高的均勻塑性變形伸長率、高的形變硬化指數和高的臨界屈曲應變能力,以防止因大應變引起管道屈曲、失穩和延性斷裂進而引發災難性事故。未來的管線鋼將朝著低碳含量、多合金化、高強度、高韌性、抗大變形及耐腐蝕等方向發展。
目前,我國直縫焊管和螺旋焊管的加工技術已相當成熟,但油氣管道全自動焊接的應用還不是很廣,管口組對與打底焊接全自動化方面的裝備和技術比較薄弱。管線建設中環縫焊接以半自動焊為主,口徑較小時采用焊條電弧焊,焊道修補采用鎢極氬弧焊。管線建設中最為關鍵的組對工序和打底焊接裝備還有許多關鍵技術亟待攻克。此外,與高等級管線鋼相配套的焊接材料的研發也相對滯后。
油氣管網建設不僅為經濟建設與社會發展提供和輸送能源,也為改善人類居住環境、維護社會穩定和保障國家安全提供有力保障。目前,我國正在新建的油氣輸送主管道一般都選用X80或X70級管線鋼管,支管路一般采用X52、X60、X65級管線鋼管。選用大直徑、大壁厚的超高鋼級管材及采用12MPa以上的高壓輸送是石油和天然氣輸送管道未來發展的重要趨勢。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
