高溫合金渦輪盤粗拉刀修磨研究
2022-09-19 01:31:18關(guān)彥齊于廣濱朱金鳴胡清明孫丹丹
機(jī)床與液壓 2022年8期
關(guān)彥齊,于廣濱,朱金鳴,胡清明,孫丹丹
(1.齊齊哈爾大學(xué)機(jī)電工程學(xué)院,黑龍江齊齊哈爾 161000;2.哈爾濱工業(yè)大學(xué)機(jī)電工程學(xué)院,黑龍江哈爾濱 150001;3.中國(guó)船舶集團(tuán)有限公司第七〇三研究所,黑龍江哈爾濱 150078)
0 前言
燃?xì)廨啓C(jī)的動(dòng)力渦輪轉(zhuǎn)子是其關(guān)鍵核心部件,通過盤和盤、盤和軸之間以內(nèi)、外圓面和端面配合定位,利用高強(qiáng)度精密錐螺栓連接成整體轉(zhuǎn)子,如圖1所示。其中,動(dòng)力渦輪盤是燃機(jī)中重要的熱端承力部件,需要在較高的溫度下長(zhǎng)時(shí)間承受巨大的離心力和熱應(yīng)力,因此對(duì)其材料力學(xué)性能要求極高。

圖1 某型燃機(jī)動(dòng)力渦輪盤所屬的渦輪轉(zhuǎn)子
渦輪盤樅樹形榫槽在拉削時(shí)采用粗拉削和精拉削的方式,即粗拉削時(shí)每個(gè)齒切下大量金屬,不參加榫齒齒形的成型加工,如圖2所示;精拉削時(shí)每個(gè)齒切下的金屬和被拉削表面的最終輪廓類似,直至最后一把精刀拉削完成,形成樅樹形榫槽。粗拉削時(shí),去除金屬余量多,且材料加工難度大,易造成刀具破損,甚至是斷裂。在渦輪盤拉削時(shí)應(yīng)經(jīng)常對(duì)粗拉刀進(jìn)行修磨以保證生產(chǎn)質(zhì)量和效率。本文作者以粗拉刀修磨為基礎(chǔ),利用刀具修磨進(jìn)行補(bǔ)償,提出一套切實(shí)可行的拉刀修磨方法。

圖2 某型燃機(jī)動(dòng)力渦輪盤粗拉削
1 拉刀失效形式分析
拉刀在加工過程中不可避免地會(huì)產(chǎn)生一些失效現(xiàn)象,如刀具磨損、破損、崩刃、斷裂等,如圖3所示。本文作者系統(tǒng)地分析這些容易引起拉刀失效的現(xiàn)象,并總結(jié)出改進(jìn)的措施,進(jìn)而提高拉刀的使用壽命和減少修磨次數(shù)。

圖3 動(dòng)力渦輪盤粗拉刀崩刃放大圖
(1)毛坯
通常工件硬度為180~210HB時(shí),切削性能良好,拉削的質(zhì)量尚佳。GH4698高溫合金渦輪盤的硬度為285~341HB,硬度較高。如果材料太硬,刀具與工件的接觸面容易受到很大的壓力,易導(dǎo)致被加工零件與刀具的側(cè)面形成冷焊,進(jìn)而會(huì)導(dǎo)致拉刀在加工時(shí)磨損加劇,嚴(yán)重時(shí)刀具會(huì)斷裂。若毛坯的金相組織分布不均,熱處理后軟、硬區(qū)域分布亦不相同,拉削時(shí)拉刀向硬度較小的方向側(cè)傾,此時(shí)拉刀所受的徑向切削力不平衡而造成拉刀損壞。渦輪盤毛坯入廠前,檢驗(yàn)人員應(yīng)按照技術(shù)協(xié)議逐項(xiàng)復(fù)查,確保毛坯質(zhì)量,拉床操作人員可根據(jù)拉削時(shí)產(chǎn)生的切屑形狀判定輪盤的可拉削性,若形狀為卷形,說明輪盤的可拉削性尚佳,若形狀為碎屑,則不建議該零件進(jìn)行后續(xù)拉削。
(2)拉刀設(shè)計(jì)
拉刀是封閉式刀具的一種,若存屑位置不足或形狀不合理,會(huì)將切屑卡在容屑槽內(nèi),這時(shí)拉削力急劇增加,拉刀磨損加快,極易造成崩刃,甚至拉刀損毀。拉刀切削刃的粗糙度也應(yīng)進(jìn)行控制,刀刃粗糙度值越大,摩擦力就越大,導(dǎo)致拉刀壽命下降。齒升量也是考量拉刀的重要指標(biāo)之一,若選取不當(dāng)會(huì)使拉削力不平均,拉削時(shí)將產(chǎn)生振動(dòng),嚴(yán)重時(shí)拉刀將折斷。
(3)拉刀制造
GH4698高溫合金的綜合素質(zhì)較好,對(duì)拉削刀具的制造有較高要求,刀具應(yīng)該滿足高的耐熱性、足夠的強(qiáng)度和韌性、良好的紅硬性和耐磨性、良好的化學(xué)穩(wěn)定性、良好的導(dǎo)熱性和耐熱沖擊性能。綜合考慮到成本和性能,渦輪盤粗拉刀采用CPM-T15粉末冶金高速鋼。粉末冶金高速鋼T15具有基體強(qiáng)度高、韌性強(qiáng)、紅硬性好、耐磨性強(qiáng)、性價(jià)比高的特點(diǎn),熱處理淬火后硬度能達(dá)到 66~68HRC,強(qiáng)度和耐磨性約為傳統(tǒng)高速鋼刀具的數(shù)倍。刀具毛坯熱處理前,應(yīng)先加工刀體、齒槽等,并進(jìn)行探傷檢查。刀具制造過程中,粉末冶金高速鋼刀具的熱處理是關(guān)鍵工藝之一,直接影響刀具強(qiáng)度和韌性。拉刀入場(chǎng)前需按技術(shù)協(xié)議逐項(xiàng)檢查,尤其是無損探傷,能有效避免拉削時(shí)打齒、崩刃。
(4)拉削工藝
拉削時(shí)如速度過快,拉刀的瞬間切削力將急劇增加,刀刃的溫度也將快速升高,這會(huì)大大增加崩刃的風(fēng)險(xiǎn),也會(huì)減少拉刀使用壽命。CPM-T15粉末冶金拉刀粗拉時(shí)速度保持4~8 m/min,零件的強(qiáng)度越低,則速度在上述范圍內(nèi)取越大值。渦輪盤在拉削時(shí),一般采用非標(biāo)夾具,雖然成本較高但可以滿足拉削裝夾需求,拉削時(shí)輪盤移動(dòng)或拉刀基準(zhǔn)面垂直度超差,會(huì)造成拉刀徑向產(chǎn)生較大的彎曲應(yīng)力,從而使拉刀斷裂。
(5)機(jī)床因素
若機(jī)床的剛性差、功率較低容易在加工時(shí)產(chǎn)生振動(dòng)從而使刀具崩刃甚至折斷,所以可使用剛度和性能都較好的設(shè)備拉削。同時(shí),也應(yīng)選擇定位精度高的拉床進(jìn)行輪盤拉削。
除上述因素外,拉削切削液的選擇、拉刀的保養(yǎng)、工件的散熱情況、環(huán)境的溫度等因素也會(huì)對(duì)拉刀壽命造成不同程度的影響,具體影響因素如圖4所示。
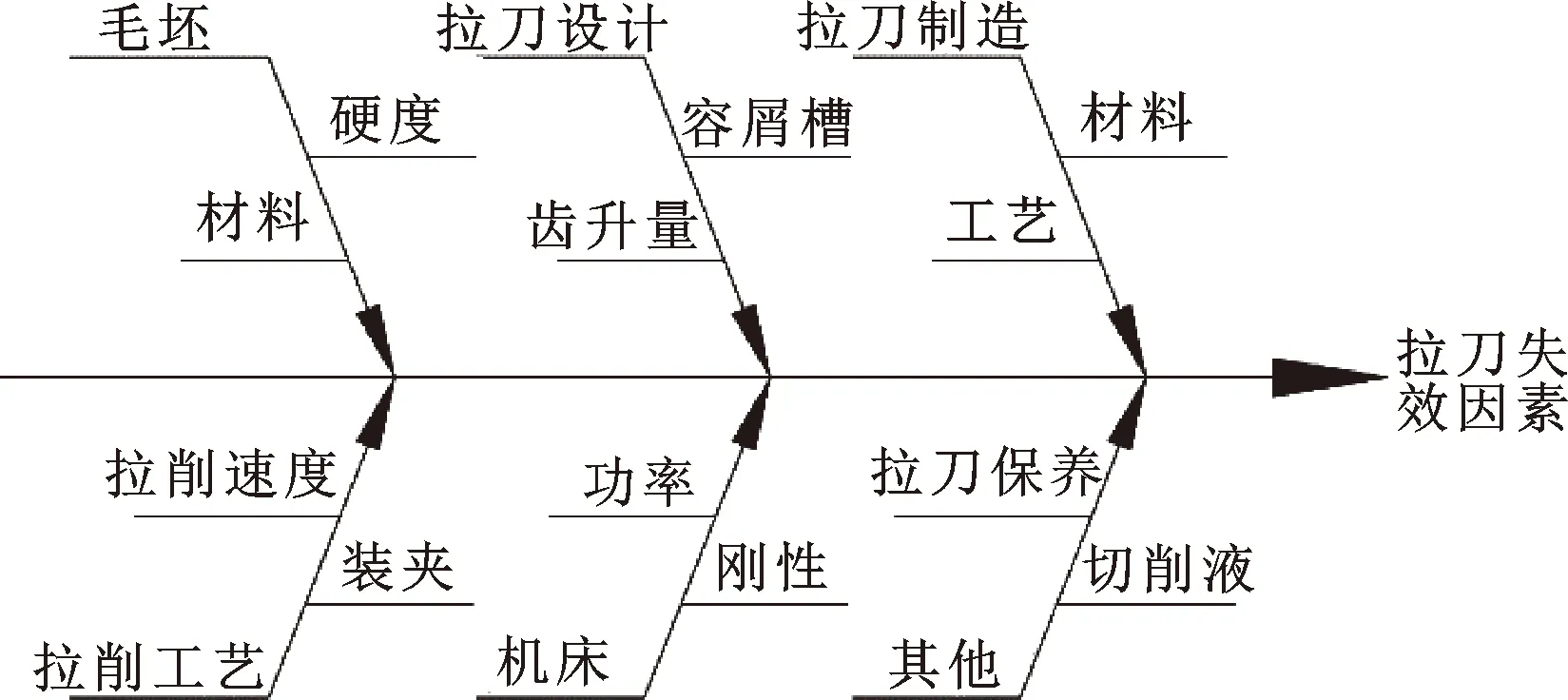
圖4 拉刀失效因素
2 拉刀修磨仿真分析
拉刀修磨時(shí),大部分的熱量被傳入拉刀中,這些傳入的熱量會(huì)在表面聚集,尚未擴(kuò)散就在刀具表面形成局部高溫,溫度可達(dá)1 000 ℃。如果磨削參數(shù)選擇不合理,將使拉刀修磨時(shí)的表面溫度跨越相變溫度,拉刀的微觀組織將產(chǎn)生改變,形成退火或者燒傷,刀刃的強(qiáng)度和硬度都會(huì)下降,進(jìn)而加劇刀具的磨損,導(dǎo)致拉刀的壽命大幅度降低。
如通過現(xiàn)有的公式計(jì)算磨削溫度,工作量會(huì)非常大,計(jì)算過程也很繁瑣,所以利用計(jì)算機(jī)對(duì)實(shí)際工況進(jìn)行仿真分析已成為工程應(yīng)用中的一種方法。本文作者利用數(shù)值仿真技術(shù),模擬磨削過程的溫度場(chǎng),并分析不同磨削條件對(duì)溫度場(chǎng)的影響。
2.1 拉刀磨削時(shí)的熱流密度
在磨削時(shí),磨削液難以進(jìn)入局部磨削區(qū),因此在磨削時(shí)磨削液帶走的磨削區(qū)的熱量非常少。同時(shí),磨削時(shí)拉刀的表面溫度很高,當(dāng)磨削液溫度變高達(dá)到沸騰時(shí),磨削液與工件表面之間的氣化現(xiàn)象又構(gòu)成隔離層,大大減少了磨削液與工件表面之間熱量的傳遞。此次加工為拉刀修磨,一般修磨對(duì)金屬的去除量較小,磨屑帶走的熱量也極為有限。因此不考慮上述磨削液和磨屑兩種因素的影響。
磨削時(shí),流入拉刀表面的熱流密度為
式中:為輸入拉刀的熱流密度百分比;為磨削切向力;為砂輪移動(dòng)速度;為砂輪與工件的幾何接觸面積。
根據(jù)Hahn模型,砂輪-工件熱量分配比為


2.2 拉刀修磨溫度場(chǎng)仿真
在拉刀的修磨過程中,切削深度較小,可以忽略磨削深度對(duì)溫度的影響,將工件已加工表面和未加工表面看成是同一表面。此節(jié)利用拉刀的三維模型進(jìn)行溫度場(chǎng)仿真。
材料性能與相關(guān)條件修磨試驗(yàn)采用CMP-T15粉末冶金高速鋼,其材料屬性如表1所示。

表1 CMP-T15拉刀的材料屬性
在修磨的過程中,工藝參數(shù)對(duì)刀具溫度的影響較大。因此,分別取砂輪線速度為 30、40、50 m/s,砂輪的進(jìn)給速度為2、3、4 m/min對(duì)拉刀進(jìn)行修磨溫度場(chǎng)仿真綜合試驗(yàn)。
拉刀單個(gè)齒的溫度場(chǎng)可以代表其余齒修磨時(shí)的狀態(tài),因此建立拉刀模型時(shí)將其簡(jiǎn)化,利用Workbench 中Mesh功能對(duì)模型進(jìn)行網(wǎng)格劃分,網(wǎng)格選擇為8節(jié)點(diǎn)6面體單元,著重對(duì)修磨面的網(wǎng)格進(jìn)行細(xì)化處理,網(wǎng)格劃分如圖5所示,最終網(wǎng)格的平均值為0.72,符合求解要求。

圖5 拉刀簡(jiǎn)化模型網(wǎng)格劃分
通常情況,刀具磨削設(shè)備在帶有空調(diào)的恒溫室內(nèi),溫度為(20±2)℃,則將拉刀修磨時(shí)的環(huán)境溫度設(shè)為20 ℃。工件各面與空氣進(jìn)行換熱,換熱系數(shù)通常為5~25 W/(m·K),在工件表面添加一個(gè)移動(dòng)熱源。由于Workbench 本身不能直接加載移動(dòng)熱源,把這一過程離散化,短時(shí)間內(nèi)在磨削區(qū)加載固定的熱流密度,然后在下個(gè)時(shí)間段將熱源轉(zhuǎn)移到下一個(gè)磨削區(qū)域,同時(shí)將上次所分析的結(jié)果加載為此次初始條件;采用三角熱源模型,通過多次迭代和連續(xù)加載,可以得到磨削區(qū)溫度的分布。
2.3 仿真結(jié)果分析
圖6所示為砂輪在進(jìn)給速度為2 m/s的條件下,線速度分別為30、40、50 m/s時(shí)磨削過程中的溫度場(chǎng)分布情況。可知:磨削的最高溫度發(fā)生在=4.5 s時(shí),當(dāng)線速度為50 m/s時(shí)刀具最高溫度為966.32 ℃,在此溫度零件表層金相組織易發(fā)生變化,導(dǎo)致燒傷并且熱應(yīng)力相對(duì)較大;當(dāng)線速度為30 m/s時(shí),拉刀的表面最高溫度為538.82 ℃,此時(shí)零件的金相組織穩(wěn)定,且熱應(yīng)力較小,故選擇砂輪的線速度為30 m/s。
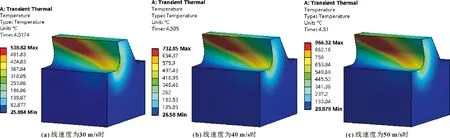
圖6 進(jìn)給速度2 m/s、不同線速度時(shí)刀具表面溫度場(chǎng)分布
在線速度為30 m/s的條件下,分別對(duì)進(jìn)給速度為3、4 m/min進(jìn)行溫度場(chǎng)仿真,結(jié)果如圖7所示。可知:當(dāng)進(jìn)給速度為3 m/min時(shí),在=3 s時(shí)的溫度最高,為509.27 ℃;當(dāng)進(jìn)給速度為4 m/min時(shí),最高溫度為482.48 ℃,發(fā)生在=2.3 s,此時(shí)溫度相對(duì)較低,雖然進(jìn)給速度變快導(dǎo)致熱量增多,但磨削時(shí)間相對(duì)變短,進(jìn)而出現(xiàn)此種現(xiàn)象。4 m/min時(shí)溫度相對(duì)較低,但瞬時(shí)磨削力增大,且3種進(jìn)給速度對(duì)溫度的影響較低,綜合效率和瞬時(shí)磨削力等因素,選擇磨削進(jìn)給速度為3 m/min。

圖7 線速度為30 m/s、不同進(jìn)給速度時(shí)刀具表面溫度場(chǎng)分布
圖8所示為進(jìn)給速度3 m/min且砂輪線速度30 m/s時(shí)刀刃上均布的9個(gè)點(diǎn)處隨時(shí)間變化的溫度。可以看出,選定的磨削參數(shù)合理。

圖8 刀刃最高溫度隨時(shí)間的變化(進(jìn)給速度3 m/min,砂輪線速度30 m/s)
3 拉刀的修磨
拉刀修磨時(shí)應(yīng)維持刀齒自身的參數(shù),以保證拉刀容屑槽原本的幾何形狀和尺寸,若幾何形狀和尺寸有誤將造成擠塞現(xiàn)象,這時(shí)刀齒易崩斷或破損。
拉刀需要修磨時(shí)通常分為3種情況:(1)當(dāng)拉刀破壞時(shí)需要修磨,如崩刃、磨損等;(2)拉削過程中出現(xiàn)異常,如榫槽表面與原表面相比變得粗糙、切削力增大、拉刀振動(dòng)異常、拉床異響等,需要對(duì)拉刀進(jìn)行檢查,檢查后決定拉刀是否需要修磨;(3)拉刀在拉削規(guī)定數(shù)量的榫槽后必須修磨,即便拉刀尚未出現(xiàn)上述現(xiàn)象也需要修磨,宏觀上看不出拉刀的磨損情況,但拉刀已經(jīng)接近疲勞臨界點(diǎn),若繼續(xù)拉削,刀具的磨損將會(huì)加劇,極易導(dǎo)致刀刃嚴(yán)重磨損,甚至?xí)霈F(xiàn)崩刃或刀具折斷。
3.1 砂輪的選擇
拉刀修磨時(shí)需對(duì)砂輪的磨料、粒度、結(jié)合劑等方面進(jìn)行綜合考量,同時(shí)要考慮CPM-T15粉末冶金材料的磨削性能。粗拉刀修磨時(shí)采用了磨料為CBN的成型砂輪,如圖9所示。它具有高硬度、高韌性、熱穩(wěn)定性好、化學(xué)惰性強(qiáng)、導(dǎo)熱性好、耐磨性好、壽命長(zhǎng)、被加工表面質(zhì)量好等特點(diǎn)。選擇結(jié)合劑為陶瓷、粒度為100的砂輪,其綜合性價(jià)比較好,適合此類材料粗拉刀的修磨。

圖9 CBN成型砂輪
3.2 磨削液的選擇
磨削液具有潤(rùn)滑、冷卻、清洗等作用,同時(shí)也要考慮抗腐蝕性、有害性、安全性等。拉刀在修磨時(shí)會(huì)產(chǎn)生高溫,CBN砂輪在水基磨削液中會(huì)發(fā)生水解反應(yīng),使磨粒晶形遭到破壞,加速砂輪的磨損,所以磨削時(shí)應(yīng)用油性冷卻液。油冷方式不僅可以降溫,而且還有很好的潤(rùn)滑功能,能使砂輪更不易磨損,所以磨削T15材料的粗拉刀采用高壓油基磨削液。
3.3 拉刀的磨削加工
一般情況下,修磨拉刀的前角便可繼續(xù)使用。拉刀修磨前應(yīng)先對(duì)拉刀的刀刃、前刀面進(jìn)行清理,防止有切屑、積屑瘤,清理后將拉刀放到ArthurKlink數(shù)控拉刀磨床的工作臺(tái)上,通過磁力將拉刀吸附到工作臺(tái)上。如圖10(a)所示,修磨前進(jìn)行對(duì)刀,通過第2.3節(jié)確定的磨削參數(shù)進(jìn)行修磨,如圖10(b)所示。修磨后對(duì)拉刀刃口進(jìn)行目視檢查,確認(rèn)崩刃、破損部位已修磨完成,如圖11所示。

圖10 拉刀修磨前對(duì)刀及修磨

圖11 修磨后的拉刀
磨削后,切齒的前后角若很小,則摩擦力變大,切削力增大,需要檢查角度是否符合要求。同時(shí)拉刀刃口通常會(huì)有翻向后刀面的毛刺,若毛刺清理不到位,不但影響拉刀的尺寸,也會(huì)在拉削過程中產(chǎn)生勒刀現(xiàn)象,嚴(yán)重時(shí)拉刀將會(huì)折斷。清理毛刺后對(duì)拉刀進(jìn)行消磁探傷處理。具體拉刀修磨流程如圖12所示。

圖12 拉刀修磨流程
4 結(jié)論
本文作者分析了拉刀的失效形式并提出一定的解決方法,同時(shí)對(duì)粗拉刀磨削時(shí)的溫度場(chǎng)進(jìn)行分析,確定了拉刀修磨的工藝參數(shù)。利用確定的磨削參數(shù)對(duì)粗拉刀進(jìn)行了修磨加工,且確定了砂輪種類、切削液種類及修磨工藝過程,保證了粗拉刀的修磨質(zhì)量,為拉刀的修磨提供了參考。
