熱熔自攻絲夾具的合格支撐間距探究
2022-09-19 01:31:14王健強李尚鴻段德宇倪明
機床與液壓 2022年8期
關(guān)鍵詞:力學(xué)性能
王健強,李尚鴻,段德宇,倪明
(合肥工業(yè)大學(xué)機械工程學(xué)院,安徽合肥 230009)
0 前言
汽車車身約占汽車總質(zhì)量的30%,空載情況下,約70%的油耗用在車身質(zhì)量上,因此減輕車身的質(zhì)量,對提高整車燃油經(jīng)濟性至關(guān)重要。鋁及鋁合金的材料比重小、比強度高,具有良好的成形性能、力學(xué)性能、物理性能以及工藝性能,是當(dāng)今社會汽車車身輕量化的首選材料。
在鋁車身連接工藝中,常用的連接工藝有自沖鉚、鋁點焊、熱熔自攻絲等。熱熔自攻絲(Flow Drill Screwdriving,F(xiàn)DS)是一種新型的連接工藝。它綜合了摩擦鉆孔以及螺紋成型技術(shù),在其工作過程中緊固螺釘即作為鉆孔工具,又作為緊固件。FDS的優(yōu)點是可以進(jìn)行單面連接,提高了焊接過程中的空間利用率,保證了設(shè)計的靈活性。
近年來,奔馳、奧迪、特斯拉等眾多公司都相繼引入了熱熔自攻絲技術(shù),奧迪的某新款車型就采用了700多處的FDS連接。FDS技術(shù)的廣泛應(yīng)用離不開國內(nèi)外學(xué)者的深入研究。SKOVRON等分析了鋁點焊工藝存在的缺陷,并且詳細(xì)介紹了FDS的工藝流程,通過試驗研究了FDS的螺釘轉(zhuǎn)速以及擰緊扭矩對接頭幾何形狀的影響。SZLOSAREK等使用熱熔自攻絲連接高強塑料和鋁板,結(jié)果表明該組合在不同的加載角度和不同的失效機制下具有相同的失效載荷。SCHOLZ等研究了腐蝕條件對FDS接頭機械性能的影響,發(fā)現(xiàn)經(jīng)過腐蝕測試后,接頭的疲勞強度和失效形式都發(fā)生了明顯的變化。GRUJICIC等對FDS工藝進(jìn)行了有限元建模和數(shù)值模擬,建立了FDS工藝參數(shù)和材料參數(shù)對其接頭質(zhì)量和機械性能的影響模型。在國內(nèi),林巨廣等通過試驗研究了FDS打孔階段的軸向下壓力和擰緊階段目標(biāo)扭矩對板件連接質(zhì)量的影響。
在FDS工藝流程中,槍頭以及預(yù)壓緊機構(gòu)會對所連接的板件施加較大的壓力,為避免它對板件造成過量的形變,夾具支撐間距長度的設(shè)置十分關(guān)鍵。本文作者以6k21和6061鋁合金板件為研究對象,測試100 mm×40 mm板件兩端無夾緊點、100 mm×40 mm板件兩端有夾緊點和300 mm×120 mm板件兩端無夾緊點3種不同的情況,得到不同厚度板件在不同支撐間距下的形變量。試驗結(jié)果可以為熱熔自攻絲板件夾具的設(shè)計提供參考。
1 FDS簡介
1.1 FDS工藝系統(tǒng)介紹
本文作者用于熱熔自攻絲工藝試驗的自動化設(shè)備是德國某公司研發(fā)生產(chǎn)的智能自適應(yīng)熱熔緊固系統(tǒng),如圖1(a)所示。
對于整個熱熔自攻絲工藝系統(tǒng),最重要的單元是智能裝配主機單元,其結(jié)構(gòu)如圖1(b)所示。主要由套筒刀頭、預(yù)壓緊機構(gòu)、擰緊伺服電機、壓力進(jìn)給伺服電機、控制模塊和主軸組成。該機構(gòu)最大軸向進(jìn)給行程壓力可達(dá)3 500 N,預(yù)壓緊機構(gòu)的下壓力最大可達(dá)1 200 N。該機構(gòu)工作時,板件所受到的最大下壓力等于預(yù)壓緊機構(gòu)的下壓力與軸向進(jìn)給行程壓力之和。
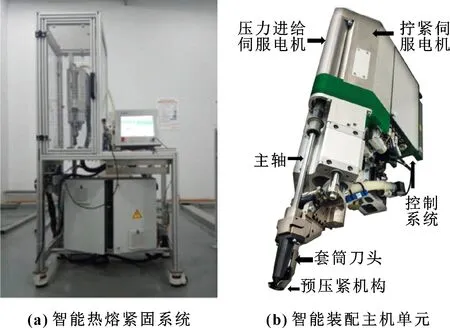
圖1 FDS設(shè)備及其智能裝配主機單元
1.2 熱熔自攻絲的工藝過程
FDS的工藝流程如圖2所示。在德派的FDS系統(tǒng)中,預(yù)壓緊機構(gòu)的下壓力在整個工藝工程中保持不變,軸向進(jìn)給行程壓力根據(jù)焊接槍的進(jìn)給速度自動調(diào)節(jié),因此在各個階段都不同。圖3所示為某一搭接的FDS軸向進(jìn)給行程壓力,圖中的最大力出現(xiàn)在熱熔穿刺階段。
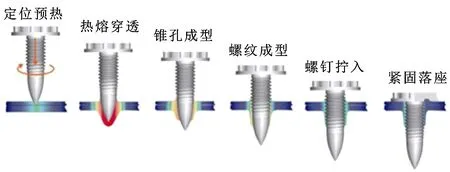
圖2 FDS工藝流程
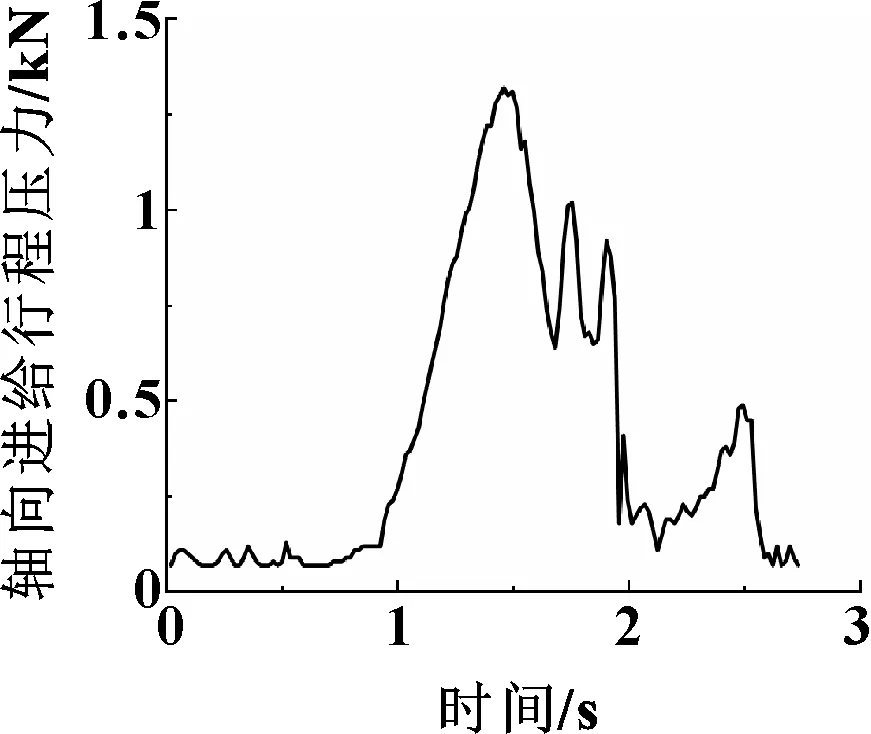
圖3 軸向進(jìn)給行程壓力
2 FDS試驗
2.1 接頭質(zhì)量的評價
對FDS接頭質(zhì)量的評價主要包括3個方面的檢測,分別是外觀檢測、剖面檢測以及力學(xué)性能檢測。本文作者主要關(guān)注的是板件彎曲狀態(tài)檢測和力學(xué)性能檢測,規(guī)定合格板件的彎曲形變量小于1 mm,并對不同形變量的板件進(jìn)行力學(xué)性能測試,觀察其剪切力變化情況。
2.2 試驗設(shè)計
試驗搭接上層板為6k21鋁合金,下層板為6061鋁合金,二者的材料性質(zhì)如表1所示,使用的夾具實物如圖4所示。支撐間距的簡單示意見圖5,該夾具可以任意調(diào)節(jié)支撐間距,同時可以夾緊板件的兩端。
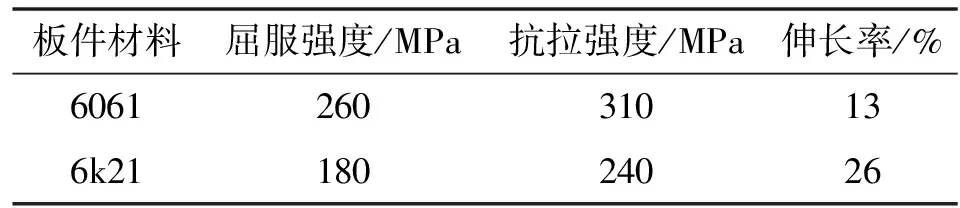
表1 試驗材料的力學(xué)性能
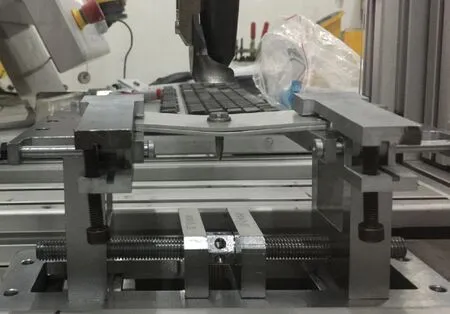
圖4 FDS試驗夾具
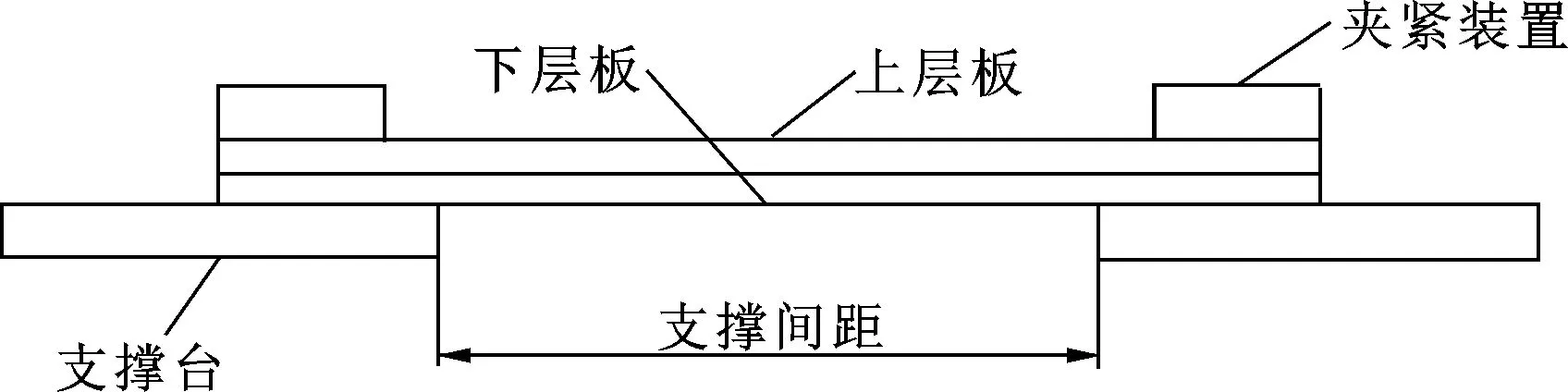
圖5 支撐間距示意
本文作者設(shè)計3組不同的試驗,第1組試驗中選取的是100 mm×40 mm的小板件并且板件兩端沒有夾緊;第2組試驗中選取的是100 mm×40 mm的小板件并且兩端有夾緊;為模擬實際生產(chǎn)過程中對大板件進(jìn)行連接的情況,第3組試驗中選取的是300 mm×120 mm的大板件。以上3組試驗分別在不同支撐間距下進(jìn)行,測量形變量。
2.3 試驗數(shù)據(jù)的測量
文中的板件形變量測量方式是制作一個基準(zhǔn)平板,將基準(zhǔn)平板平放于待測試件之上,利用深度尺測量基準(zhǔn)平板上表面距離待測試件最大變形區(qū)域底部的高度,則形變量等于深度尺測得的高度減去基準(zhǔn)板的厚度。
3 試驗結(jié)果分析
3.1 第一組試驗結(jié)果分析
此次試驗?zāi)M小板件兩端沒有設(shè)置夾緊點的情況,結(jié)果如表2所示。總厚度為4.5 mm以及5.5 mm的搭接在支撐間距為40 mm時,形變量都超過了1 mm。總厚度為4.5 mm的板件最大合格支撐間距為20 mm,而總厚度為5.5 mm的板件合格支撐間距小于40 mm。

表2 100 mm×40 mm板件無夾緊試驗結(jié)果 單位:mm
推測合格支撐間距過小的原因有兩個:(1)未在板件的兩端添加夾緊點;(2)與試件的尺寸有關(guān),100 mm×40 mm的板件尺寸小,整體的抗變形能力差。
3.2 第2組試驗結(jié)果分析
對比第1組的試驗,此次試驗在板件兩端添加了夾緊點,結(jié)果如表3所示。在板件總厚度為4.5 mm的搭接中,有夾緊點的板件的最大合格支撐間距可以達(dá)到70 mm,而沒有夾緊點的板件的最大合格支撐間距只有20 mm。可見夾緊點的設(shè)置可以顯著提高板件的合格支撐間距。
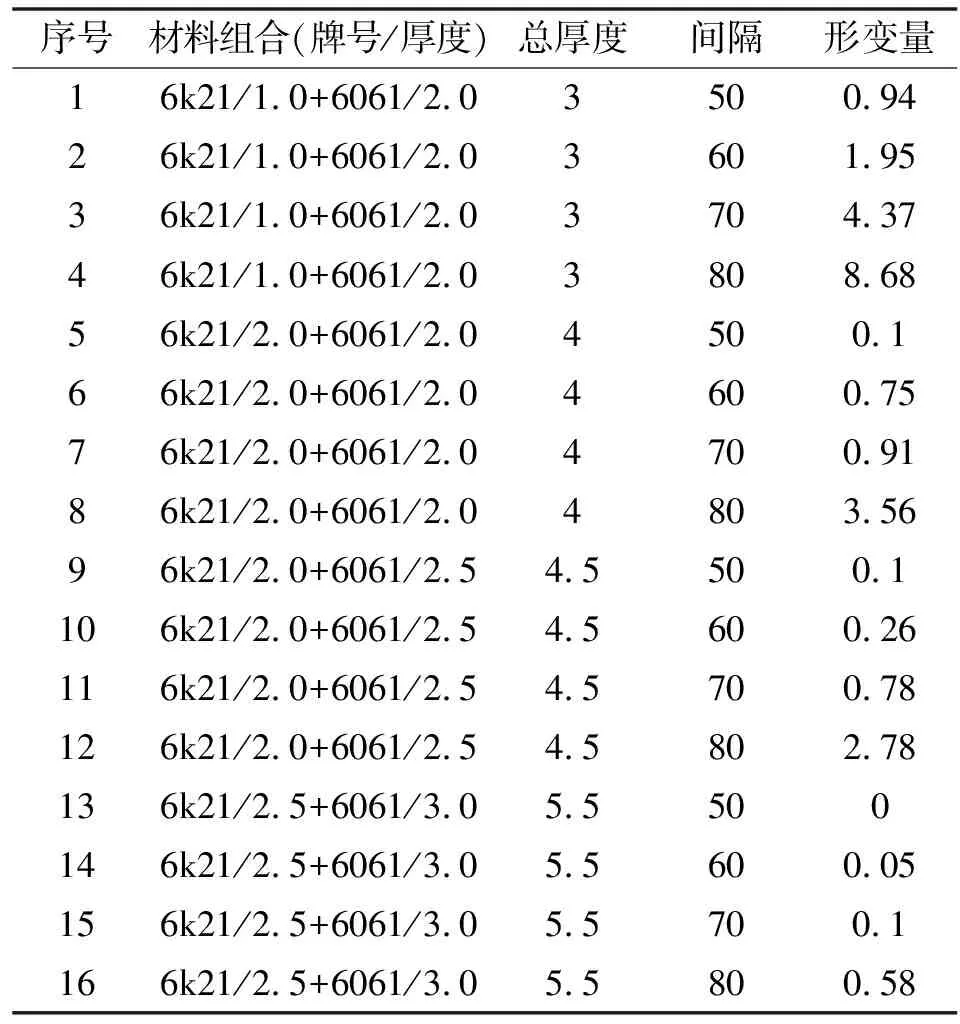
表3 100 mm×40 mm板件有夾緊試驗結(jié)果 單位:mm
由圖6可得,支撐間距與形變量呈正相關(guān),板件的總厚度與形變量呈負(fù)相關(guān)。在總厚度為3 mm的板件組合中,最大合格支撐間距為50 mm;總厚度為4 mm以及4.5 mm的板件組合在支撐間距為80 mm時,形變量都發(fā)生了顯著增大,最大合格支撐間距建議設(shè)置為70 mm;總厚度為5.5 mm的板件組合,此時的合格間距超過了80 mm。綜合對比第1組試驗結(jié)果,在實際生產(chǎn)中,對于小尺寸的板件且支撐間距大于40 mm時,應(yīng)該添加夾緊點。
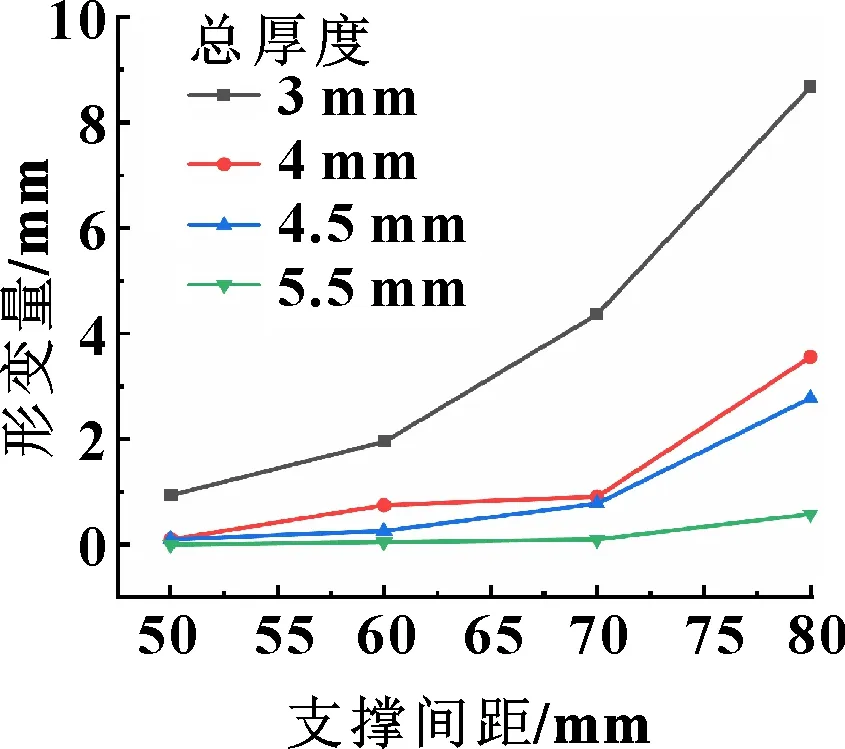
圖6 不同厚度的小板件支撐間距與形變量的關(guān)系
3.3 第3組試驗結(jié)果分析
由于實際生產(chǎn)中多為大板連接,故選用較大尺寸的板件進(jìn)行模擬。此次試驗中選用的板件尺寸均為300 mm×120 mm×1.5 mm,6k21為上層板,6061為下層板,其中總厚度為4.5 mm的材料組合為三層板搭接,中層板牌號為6k21。
由表4中的數(shù)據(jù)可得,在不設(shè)置夾緊點的情況下,300 mm×120 mm×4.5 mm無折邊的板件的合格支撐間距為60 mm,而在相同材料組合下,有折邊板件的合格支撐間距為80 mm。如圖7所示,當(dāng)支撐間距大于60 mm時,300 mm×120 mm×3 mm有折邊搭接的形變量的增長速度要小于總厚度為4.5 mm無折邊的搭接,綜合可得大板件的折邊可以顯著減小FDS板件的形變量。在實際的生產(chǎn)中,大多數(shù)情況下兩塊大板件的搭接都是屬于有折邊的情況,故不需要額外設(shè)置夾緊點。總厚度為4.5 mm的板材組合的最大合格支撐間距可以設(shè)置為80 mm,總厚度為3.0 mm板件的最大合格支撐間距設(shè)置為40 mm。
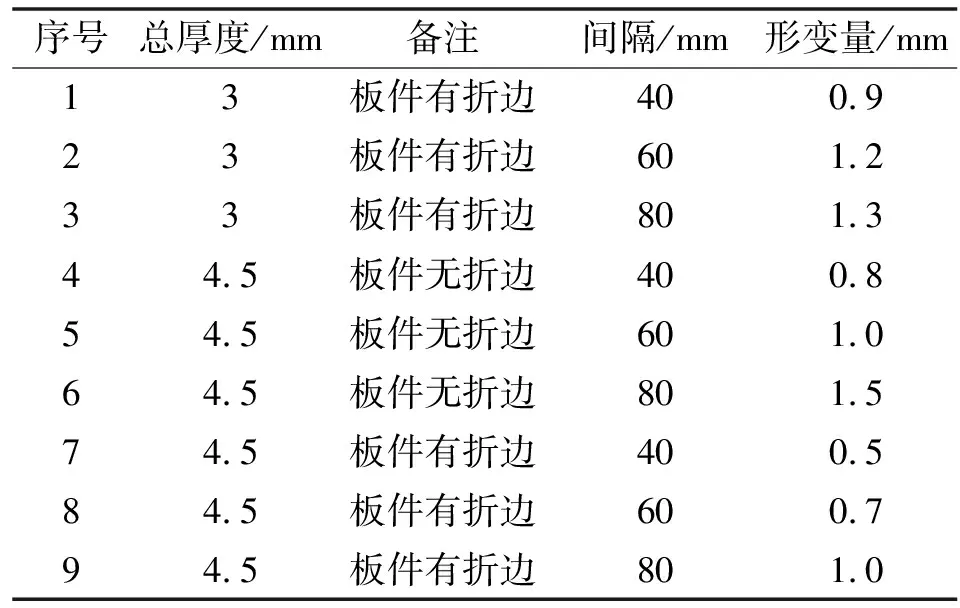
表4 300 mm×120 mm板件無夾緊點試驗結(jié)果
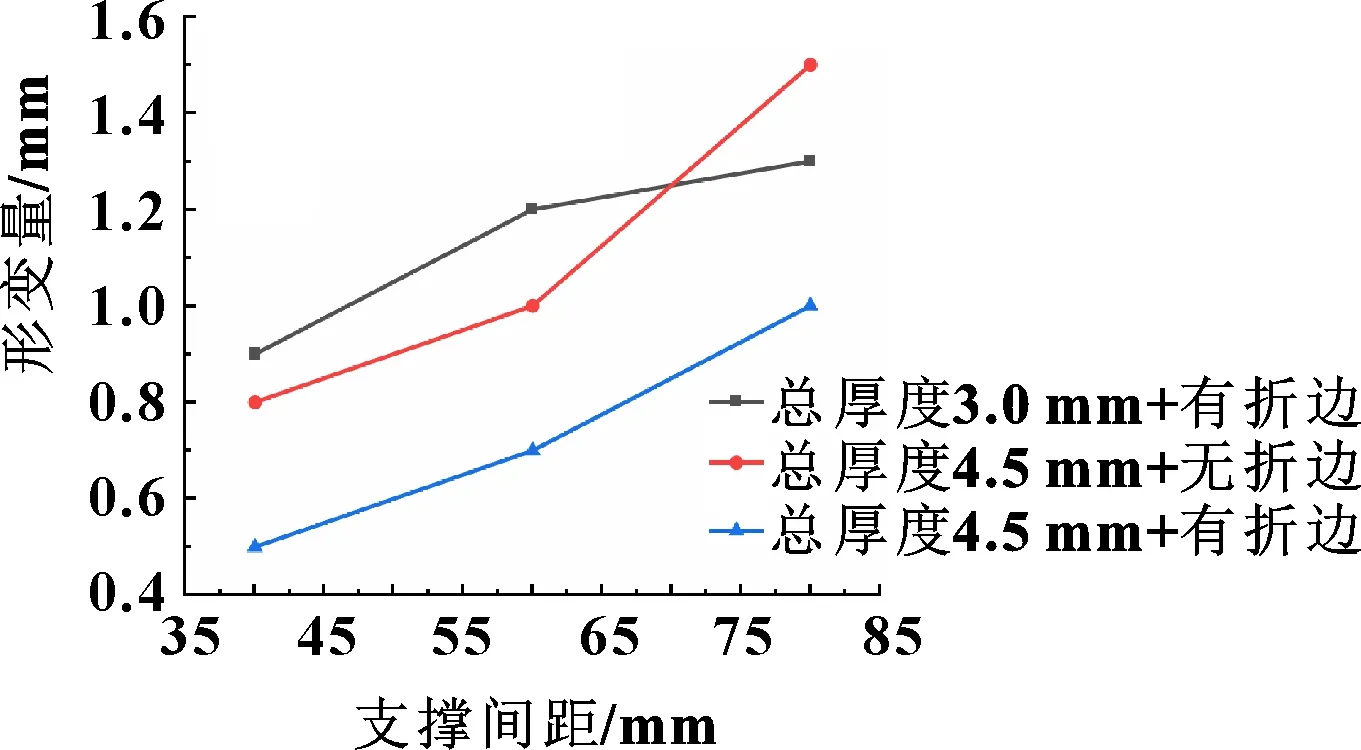
圖7 不同厚度的大板件支撐間距與形變量的關(guān)系
4 形變量對接頭力學(xué)性能影響
選取表3中序號為9、10、11、12的4組搭接進(jìn)行力學(xué)性能試驗,探究形變量對接頭力學(xué)性能的影響。
上述4組材料組合上層板牌號為6k21,下層板牌號為6061,總厚度為4.5 mm。如表5所示:當(dāng)板件的形變量小于1 mm時,最大剪切力下降速度較為緩慢;當(dāng)形變量為2.78 mm時,其最大剪切力比形變量為0.1 mm的接頭下降了11%。說明隨著支撐間距的增大,板件發(fā)生明顯形變的情況下,力學(xué)性能會顯著減弱。因此,合理控制板件的支撐間距,防止發(fā)生過大的形變量對保證FDS接頭質(zhì)量十分重要。
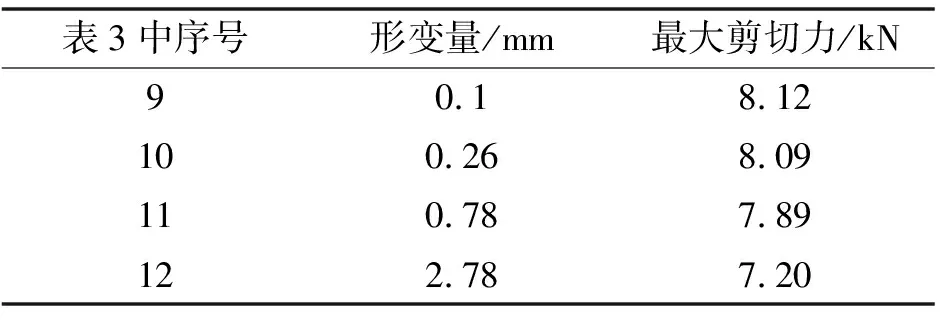
表5 力學(xué)性能測試結(jié)果
5 結(jié)論
本文作者主要研究了不同支撐間距對熱熔自攻絲板件形變量的影響,通過3組試驗得出以下結(jié)論:
(1)100 mm×40 mm的板件在兩端沒有設(shè)置夾緊點的情況下合格支撐間距較小。在小尺寸板件兩端設(shè)置夾緊可以顯著提高板件的合格支撐間距。在實際生產(chǎn)中,對于小尺寸的板件且支撐間距大于40 mm的情況,應(yīng)該添加夾緊點。
(2)大尺寸板件的折邊可以顯著減小板件的形變量。在實際的生產(chǎn)中,大板的最大合格支撐間距可以設(shè)置為80 mm,且不需要設(shè)置夾緊點。
(3)板件的形變量過大會降低板件的力學(xué)性能,在實際的生產(chǎn)過程中應(yīng)該合理設(shè)計FDS夾具的支撐間距,避免因為支撐夾具過大而對板件造成過大的形變。
猜你喜歡
材料與冶金學(xué)報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(shù)(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學(xué)學(xué)報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
