VLEC B型艙5Ni鋼免預(yù)熱焊接工藝
2022-09-02 07:14:30高米光張梓孝趙立剛
造船技術(shù) 2022年4期
高米光,張梓孝,趙立剛
(江南造船(集團(tuán))有限責(zé)任公司,上海 201913)
0 引 言
99 000 m3超大型乙烷運(yùn)輸船(Very Large Ethane Carrier,VLEC)是公司自主研發(fā)設(shè)計(jì)的新船型,采用擁有自主知識(shí)產(chǎn)權(quán)的BrilliancE B型貨物維護(hù)系統(tǒng),為全球最大運(yùn)力級(jí)別乙烷運(yùn)輸船。該型船B型艙設(shè)計(jì)溫度為-104 ℃,選用低溫性能優(yōu)異的5Ni鋼(牌號(hào):X12Ni5;標(biāo)準(zhǔn):EN 10028-4)。在公司以往產(chǎn)品建造中,5Ni鋼主要應(yīng)用于C型罐,在焊接時(shí)以手工焊條為主,焊前需要對母材進(jìn)行預(yù)熱。C型罐建造以20 mm以上厚板為主,而該型船B型艙結(jié)構(gòu)以7~12 mm薄板為主,若仍采用原5Ni鋼焊條進(jìn)行焊接,則需要增加焊前預(yù)熱工序,且薄板預(yù)熱溫度稍高易產(chǎn)生波浪變形,影響裝配和焊接。為便于現(xiàn)場施工和提升焊接效率,根據(jù)該型船B型艙的結(jié)構(gòu)特點(diǎn)、建造方案及焊接工藝要求,開展OK 92.55焊條和NI-C70S焊條免預(yù)熱焊接的工藝試驗(yàn)研究。
1 焊條性能
OK 92.55焊條和NI-C70S焊條均為Ni基焊條,分別對應(yīng)AWS A5.11E NiCrMo-6牌號(hào)和NiCrFe-9牌號(hào)[1],可滿足-196 ℃低溫夏比V型沖擊性能要求。兩種焊條在焊接時(shí),熔池流動(dòng)性相對較好,適用于全位置焊接。
對兩種焊條的化學(xué)成分(質(zhì)量分?jǐn)?shù))和力學(xué)性能進(jìn)行試驗(yàn)分析。檢驗(yàn)依據(jù)為美國焊接學(xué)會(huì)(American Welding Society,AWS)的AWS A5.11/A5.11M-2018標(biāo)準(zhǔn)和美國船級(jí)社(ABS)規(guī)范。分別取兩種焊條直徑為3.2 mm和4.0 mm的樣品進(jìn)行熔敷金屬試驗(yàn)檢驗(yàn),檢驗(yàn)項(xiàng)目如下:
(1)化學(xué)成分(質(zhì)量分?jǐn)?shù))分析:C、Mn、Si、S、P、Cr、Ni、Mo、Fe化學(xué)元素復(fù)驗(yàn)。
(2)力學(xué)性能檢驗(yàn):圓棒拉伸試樣1個(gè);-196 ℃夏比V型沖擊1組。
4付熔敷金屬試板焊后的化學(xué)成分(質(zhì)量分?jǐn)?shù))如表1和表2所示,力學(xué)性能如表3和表4所示。由表1和表2可知:兩種焊條的各項(xiàng)合金元素質(zhì)量分?jǐn)?shù)雖有所不同,但均滿足AWS相關(guān)標(biāo)準(zhǔn)要求。由表3和表4可知:兩種焊條的力學(xué)性能均滿足AWS相關(guān)標(biāo)準(zhǔn)要求,屈服強(qiáng)度及-196 ℃夏比V型沖擊功均滿足ABS規(guī)范要求。
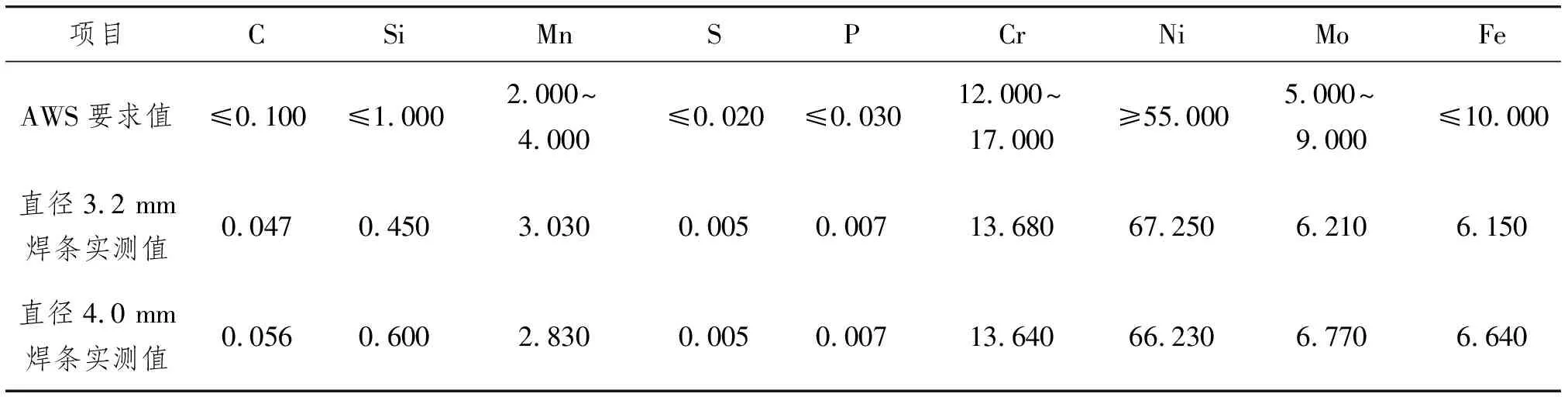
表1 OK 92.55焊條化學(xué)成分(質(zhì)量分?jǐn)?shù)) %
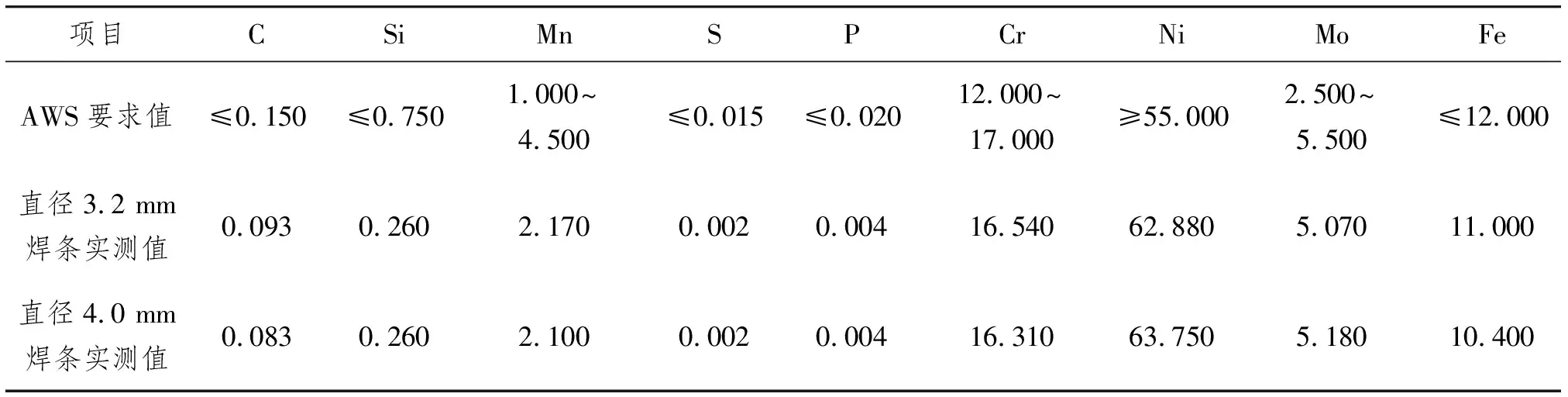
表2 NI-C70S焊條化學(xué)成分(質(zhì)量分?jǐn)?shù)) %

表3 OK 92.55焊條力學(xué)性能

表4 NI-C70S焊條力學(xué)性能
2 抗裂性對比試驗(yàn)
5Ni鋼供貨狀態(tài)為經(jīng)淬火加回火處理的調(diào)質(zhì)狀態(tài),Ni質(zhì)量分?jǐn)?shù)為4.750%~5.250%,較高的Ni質(zhì)量分?jǐn)?shù)大幅提高鋼的韌性,但使5Ni鋼在焊接時(shí)對液化裂紋等熱裂紋較為敏感[2]。在采用Ni基或Ni-Cr-Mo系焊材焊接時(shí),焊縫金屬含有較高質(zhì)量分?jǐn)?shù)的Ni。Ni與S、P和B等元素均可形成低熔點(diǎn)共晶體,在焊縫結(jié)晶過程中形成低熔點(diǎn)雜質(zhì)的液態(tài)薄膜。焊縫一次結(jié)晶為單向奧氏體柱狀晶,易產(chǎn)生低熔點(diǎn)雜質(zhì)偏析,且奧氏體線脹系數(shù)大,導(dǎo)致焊接內(nèi)應(yīng)力和焊接變形大而產(chǎn)生熱裂紋,尤其是弧坑裂紋[3]。需要對OK 92.55焊條和NI-C70S焊條進(jìn)行現(xiàn)場總線本質(zhì)安全概念(Fieldbus Intrinsically Safe Concept,F(xiàn)ISCO)抗裂性試驗(yàn),以驗(yàn)證其抗熱裂紋性能。按文獻(xiàn)[4]要求進(jìn)行兩種焊條的FISCO抗裂性試驗(yàn)。在同等焊接試驗(yàn)條件下,兩種焊條的試樣均無裂紋產(chǎn)生,抗熱裂性良好。
3 焊接工藝試驗(yàn)
根據(jù)該型船B型艙的結(jié)構(gòu)、分段劃分、建造流程和建造場地等因素,對B型艙5Ni鋼手工焊接主要應(yīng)用位置進(jìn)行梳理,根據(jù)實(shí)船建造需求并結(jié)合ABS規(guī)范[5]和國際海事組織(IMO)標(biāo)準(zhǔn)[6]要求,采用5Ni鋼OK 92.55焊條和NI-C70S焊條進(jìn)行對接焊和角接焊工藝試驗(yàn),對接焊后對試板進(jìn)行滲透探傷(Penetrant Testing,PT)和射線探傷(Radiography Testing,RT),角接焊后對試板進(jìn)行PT。
3.1 對接焊工藝試驗(yàn)
兩種焊條在用于5Ni鋼對接焊時(shí),均為雙面焊接,反面焊前需要碳刨清根,分別進(jìn)行平、橫、立、仰位置的焊接,試板規(guī)格(長×寬×厚)為1 000 mm×150 mm×8 mm。對接焊工藝試驗(yàn)項(xiàng)目及要求如表5所示。
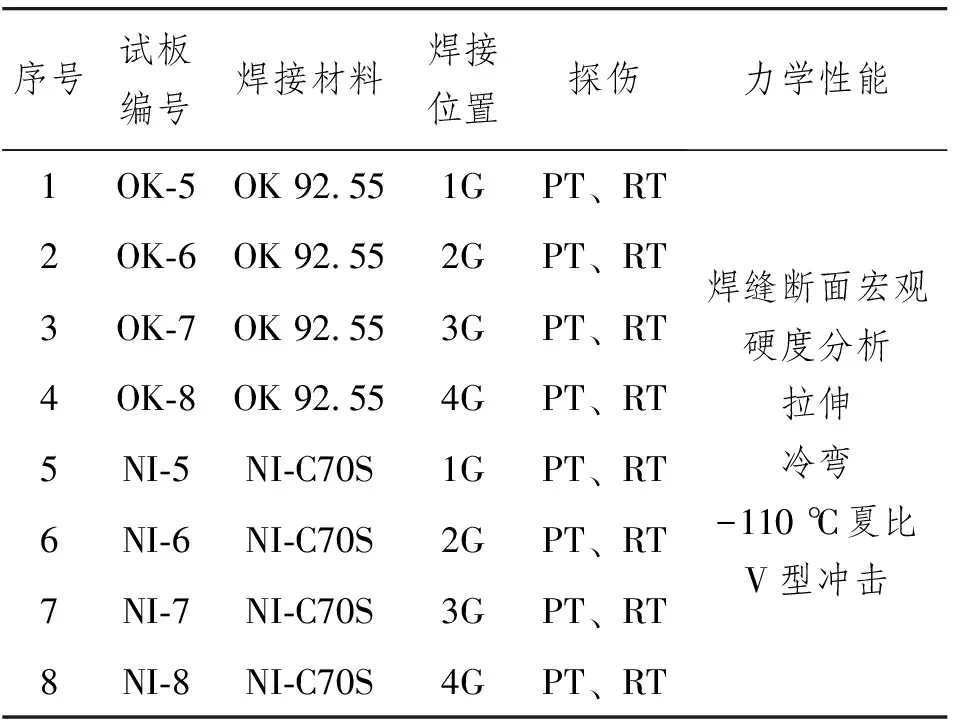
表5 對接焊工藝試驗(yàn)項(xiàng)目及要求
3.1.1 試板焊接
試板焊接使用交流焊機(jī),母材焊前不預(yù)熱,在焊接時(shí)層間溫度控制在200 ℃以下,雙面焊接,V型坡口,各位置的焊接工藝參數(shù)參照焊材廠家的推薦參數(shù),并根據(jù)實(shí)際焊接情況進(jìn)行試驗(yàn)摸索。3G位置OK-7試板和NI-7試板焊接工藝參數(shù)如表6所示。據(jù)焊工反饋,兩種焊條工藝操作性均較好,引弧容易,熔池流動(dòng)性較好,手勢容易掌控。
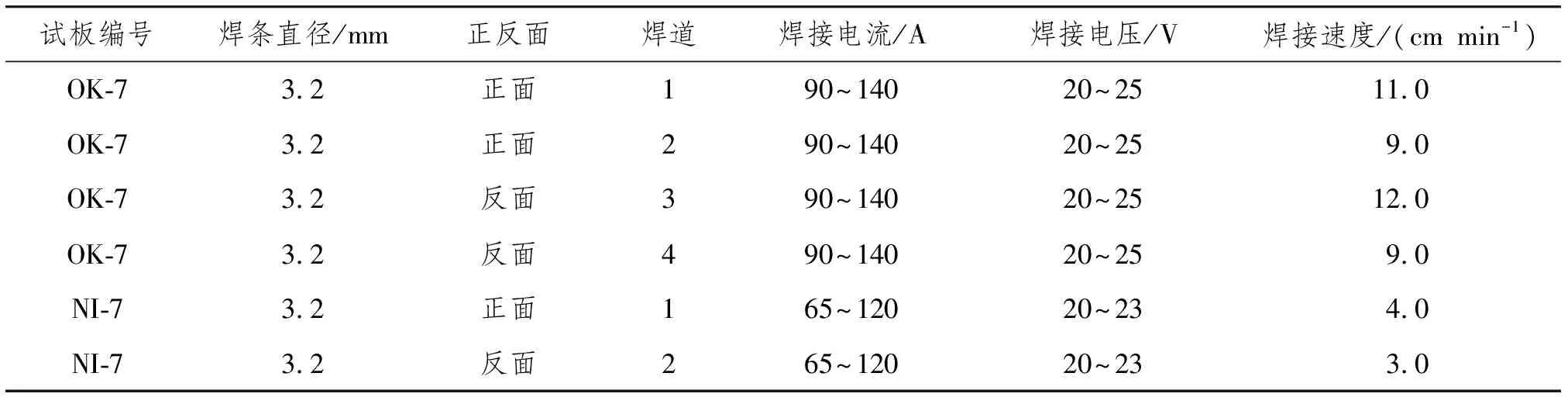
表6 3G位置OK-7試板和NI-7試板焊接工藝參數(shù)
3.1.2 試板探傷
OK 92.55焊條對接焊試板探傷均一次合格。在NI-C70S焊條對接焊試板探傷中,平、橫和立等3個(gè)位置探傷一次合格;仰焊位置第1次試驗(yàn)的探傷結(jié)果為氣孔超標(biāo),進(jìn)行1次補(bǔ)焊,探傷合格。
3.1.3 力學(xué)性能檢驗(yàn)
根據(jù)IMO標(biāo)準(zhǔn)和ABS規(guī)范要求,對試板焊接接頭進(jìn)行相應(yīng)力學(xué)性能檢驗(yàn)。3G位置OK-7試板和NI-7試板焊接接頭力學(xué)性能如表7所示。試板焊接接頭的抗拉強(qiáng)度、冷彎和低溫沖擊等力學(xué)性能均滿足上述規(guī)范要求,但焊縫中心及熔合線處低溫夏比V型沖擊功較低,在工藝評定試驗(yàn)及實(shí)船應(yīng)用時(shí)應(yīng)嚴(yán)格控制焊接線能量與層間溫度,進(jìn)一步提高低溫夏比V型沖擊功。

表7 3G位置OK-7試板和NI-7試板焊接接頭力學(xué)性能
3.1.4 金相硬度檢驗(yàn)
對試板焊接接頭進(jìn)行宏觀金相和硬度(HV10)檢驗(yàn)。3G位置OK-7試板和NI-7試板宏觀金相如圖1所示。由圖1可知:焊縫及熱影響區(qū)均未發(fā)現(xiàn)裂紋和未熔合等缺陷。焊縫、熱影響區(qū)及母材部位經(jīng)硬度(HV10)檢驗(yàn),OK 92.55焊條對接焊試板硬度值為173~290,NI-C70S焊條對接焊試板硬度值為170~299,均小于規(guī)范要求的350,檢驗(yàn)合格。

圖1 3G位置OK-7試板和NI-7試板宏觀金相
3.2 角接焊工藝試驗(yàn)
兩種焊條分別進(jìn)行單道平角焊、立角焊及仰角焊,試板規(guī)格(長×寬×厚)為700 mm×150 mm×10 mm。角接焊工藝試驗(yàn)項(xiàng)目及要求如表8所示。
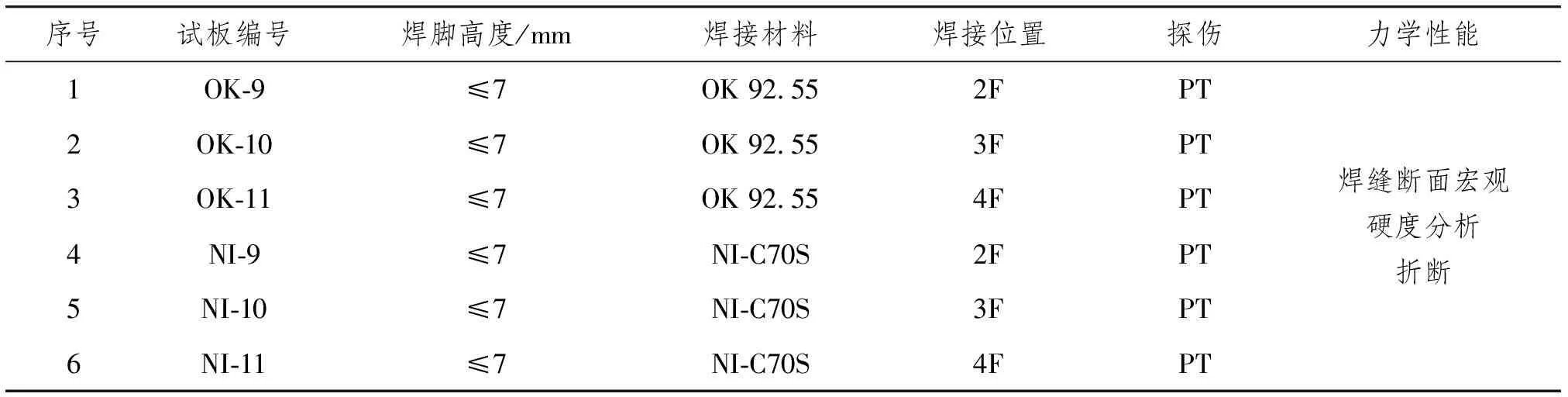
表8 角接焊工藝試驗(yàn)項(xiàng)目及要求
3.2.1 試板焊接
試板焊接使用交流焊機(jī)。3F位置OK-10試板和NI-10試板焊接工藝參數(shù)如表9所示。

表9 3F位置OK-10試板和NI-10試板焊接工藝參數(shù)
3.2.2 試板探傷
焊縫表面未發(fā)現(xiàn)氣孔和裂紋等缺陷,探傷合格。
3.2.3 折斷檢驗(yàn)
對試板焊接接頭進(jìn)行折斷檢驗(yàn),折斷后的斷口表面均無缺陷,檢驗(yàn)合格。
3.2.4 金相硬度檢驗(yàn)
對角焊縫進(jìn)行宏觀金相檢驗(yàn)。3F位置OK-10試板和NI-10試板宏觀金相如圖2所示。由圖2可知:試板焊縫及熱影響區(qū)均未發(fā)現(xiàn)裂紋和未熔合等缺陷,檢驗(yàn)合格。經(jīng)硬度(HV10)檢驗(yàn),OK 92.55焊條角接焊試板硬度值為171~327,NI-C70S焊條角接焊試板硬度值為165~315,均小于規(guī)范要求的350,檢驗(yàn)合格。
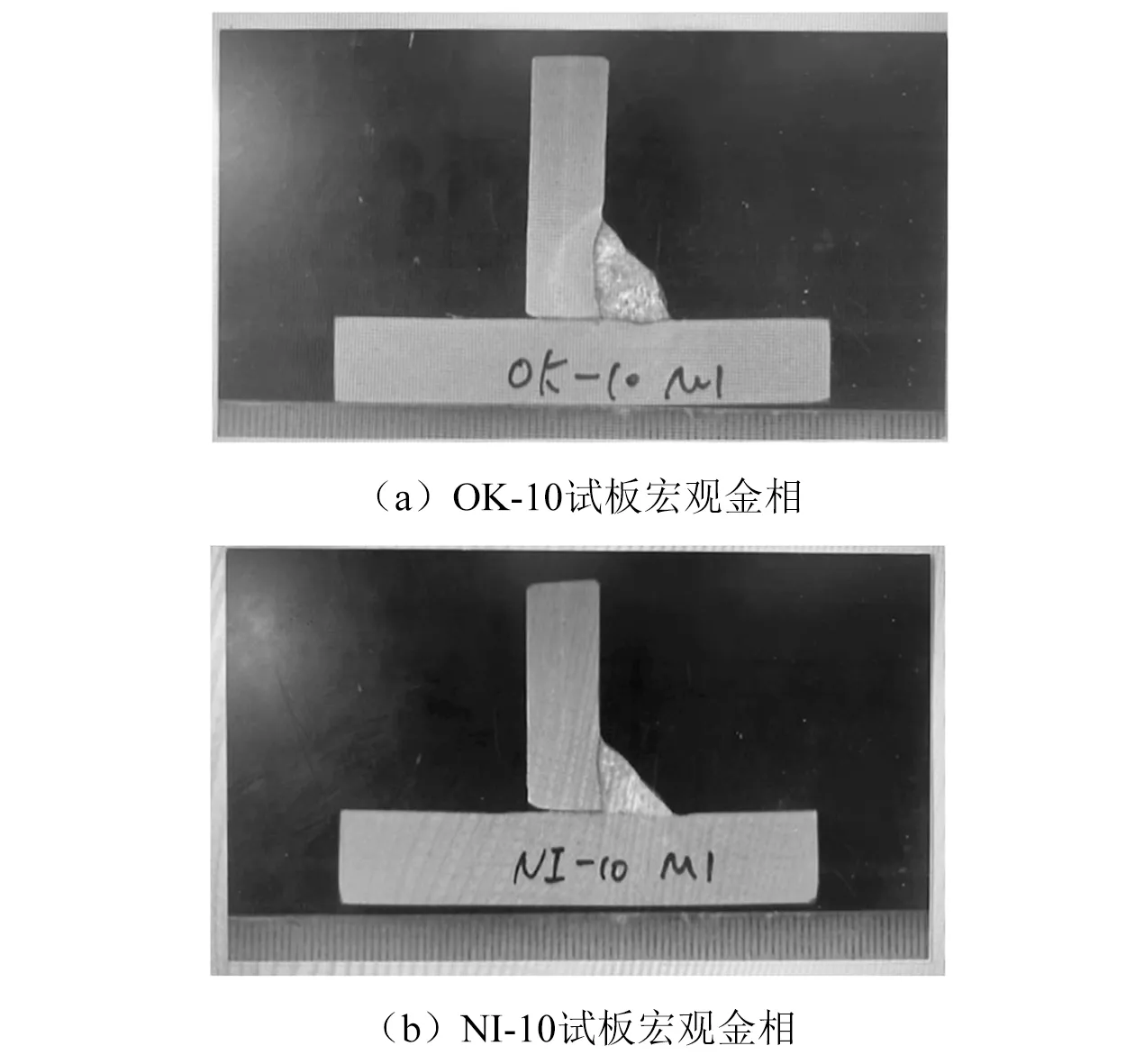
圖2 3F位置OK-10試板和NI-10試板宏觀金相
4 結(jié) 語
通過OK 92.55焊條和NI-C70S焊條的性能、抗裂性和焊接工藝試驗(yàn)研究,兩種焊條本身化學(xué)成分(質(zhì)量分?jǐn)?shù))和力學(xué)性能均滿足AWS相關(guān)標(biāo)準(zhǔn)要求,抗裂性能良好且其工藝操作性良好,焊接接頭力學(xué)性能均滿足IMO標(biāo)準(zhǔn)和ABS規(guī)范要求,在合理參數(shù)條件下,兩種焊條均可實(shí)現(xiàn)5Ni鋼薄板結(jié)構(gòu)免預(yù)熱焊接。在選型試驗(yàn)后,已完成30余項(xiàng)工藝評定試驗(yàn),均取得ABS認(rèn)可。在控制線能量輸入和層間溫度的條件下,兩種焊條均可應(yīng)用于該型船B型艙5Ni鋼薄板結(jié)構(gòu)免預(yù)熱焊接的實(shí)船建造。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02