工藝參數(shù)對(duì)原油船用耐蝕鋼DWSAW焊接接頭的影響
2022-09-02 07:14:26宋金英孫麗敏
造船技術(shù) 2022年4期
閻 璐,宋金英,聶 希,孫麗敏
(1.上海船舶工藝研究所,上海 200032;2.上海空間電源研究所,上海 200245)
0 引 言
近年來(lái)隨著能源需求的不斷加大,海上原油運(yùn)輸量逐年增大,而原油高硫高酸的特點(diǎn)使其在運(yùn)輸過(guò)程中頻繁引發(fā)原油船貨油艙腐蝕失效事故,造成嚴(yán)重的環(huán)境污染和安全隱患。為此,國(guó)際海事組織(IMO)在2010年規(guī)定,原油船貨油艙用鋼必須采用涂層防護(hù)或采用耐蝕鋼作為現(xiàn)行防腐涂層體系的唯一有效替代方案。低合金耐蝕鋼由于具有優(yōu)異的環(huán)境友好特性及較低的維護(hù)成本,已成為油船貨油艙用鋼的研究熱點(diǎn)[1-3]。早期原油船貨油艙用耐蝕鋼生產(chǎn)及應(yīng)用工藝主要被日本所壟斷,我國(guó)關(guān)于貨油艙用耐蝕鋼研究工作起步較晚。經(jīng)多年探索,我國(guó)成功開(kāi)發(fā)國(guó)產(chǎn)原油船貨油艙用耐蝕鋼[4-5],經(jīng)實(shí)船服役跟蹤,耐腐蝕性能良好,為國(guó)產(chǎn)原油船用耐蝕鋼的推廣應(yīng)用打開(kāi)局面。
目前超大型油船(Very Large Crude Carrier,VLCC)、浮式生產(chǎn)儲(chǔ)卸油裝置(Floating Production Storage and Offloading,F(xiàn)PSO)等大型油船貨油艙用耐蝕鋼焊接方法主要以手工電弧焊、半自動(dòng)氣保焊為主。隨著原油船低成本建造需求的不斷提出,為進(jìn)一步提高船舶建造效率,高效焊接技術(shù)在原油船用耐蝕鋼的應(yīng)用成為新的研究方向。埋弧焊(Submerged Arc Welding,SAW)具有質(zhì)量穩(wěn)定、生產(chǎn)率高、無(wú)弧光及少煙塵等優(yōu)點(diǎn),特別適合船舶平直結(jié)構(gòu)焊接,在單絲SAW基礎(chǔ)上采用多絲SAW可大幅提高熔敷率和焊接速度,進(jìn)一步提高焊接效率。針對(duì)國(guó)產(chǎn)原油船用耐蝕鋼開(kāi)展雙絲埋弧焊(Double Wire Submerged Arc Welding,DWSAW)工藝研究,探索不同焊接工藝參數(shù)對(duì)耐蝕鋼焊接接頭的影響,研究耐蝕鋼DWSAW工藝適應(yīng)性。
1 試驗(yàn)設(shè)備和材料
DWSAW采用雙電源雙絲串列式,雙電源選擇2臺(tái)PowerWave AC/DC 1000 SD焊接電源并配備集成送絲系統(tǒng)。PowerWave AC/DC 1000 SD焊接電源使用波形控制技術(shù),通過(guò)調(diào)節(jié)頻率和振幅,可較好地控制熔敷率和熔深,與傳統(tǒng)的焊接電源相比得到更高的焊接速度,可提高焊縫質(zhì)量和焊接效率。
焊接母材采用國(guó)產(chǎn)原油船用耐蝕鋼AH32,厚度為18 mm,常規(guī)拉伸性能如表1所示。選用耐蝕鋼配套SAW焊絲,牌號(hào)為MCJ50NS,焊絲直徑為3.2 mm,配套焊劑為T(mén)M.SJ50NS,規(guī)格為0.6~3.8 mm。母材和焊材的化學(xué)成分(質(zhì)量分?jǐn)?shù))如表2所示。焊前將焊劑在350 ℃保溫2 h。

表1 常規(guī)拉伸性能

表2 母材和焊材化學(xué)成分(質(zhì)量分?jǐn)?shù)) %
2 前后絲模式的影響
在DWSAW系統(tǒng)中,電源類型較常采用前絲直流(DC)反接+后絲交流(AC),以避免電弧間的電磁干擾和電弧偏吹。DWSAW試驗(yàn)采用的焊接電源具有恒壓(Constant Voltage,CV)和恒流(Constant Current,CC)兩種模式。
2.1 后絲CV和CC模式的影響
通過(guò)平板堆焊試驗(yàn),在前絲DC、后絲AC模式下,對(duì)后絲分別采用CV和CC模式進(jìn)行工藝試驗(yàn),焊縫外觀如圖1所示。由圖1可知:在前絲DC、后絲AC+CV模式下,焊縫平直,但表面凹凸不平;在前絲DC、后絲AC+CC模式下,焊縫平直,表面成型良好。原因在于:在CV模式下,電弧電壓不變,但焊接電流為反饋?zhàn)兞浚购附z的熔化量不斷變化,填充不均勻,焊縫不平直;在CC模式下,焊接電流恒定,金屬熔覆量相對(duì)變化較少,使焊縫表面均勻,成型良好。
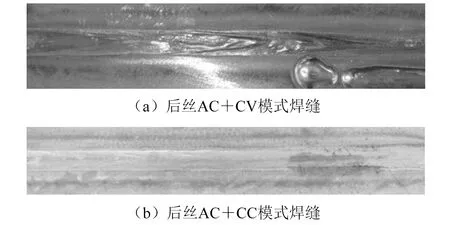
圖1 后絲AC+CV/CC模式焊縫外觀
2.2 后絲CC方波和正弦波的影響
在前絲DC、后絲AC+CC模式下,后絲AC+CC分為方波和正弦波。通過(guò)平板堆焊試驗(yàn),研究?jī)煞N模式下的焊縫成型。后絲CC模式不同波形焊接試驗(yàn)工藝參數(shù)如表3所示。后絲CC模式不同波形焊縫外觀如圖2所示。由圖2可知:在焊接電流、焊接速度相同的條件下,AC方波堆焊表面高低不平,焊縫邊緣不齊,相比之下,AC正弦波焊縫邊緣較平齊,表面較平且光滑,焊縫成型良好。
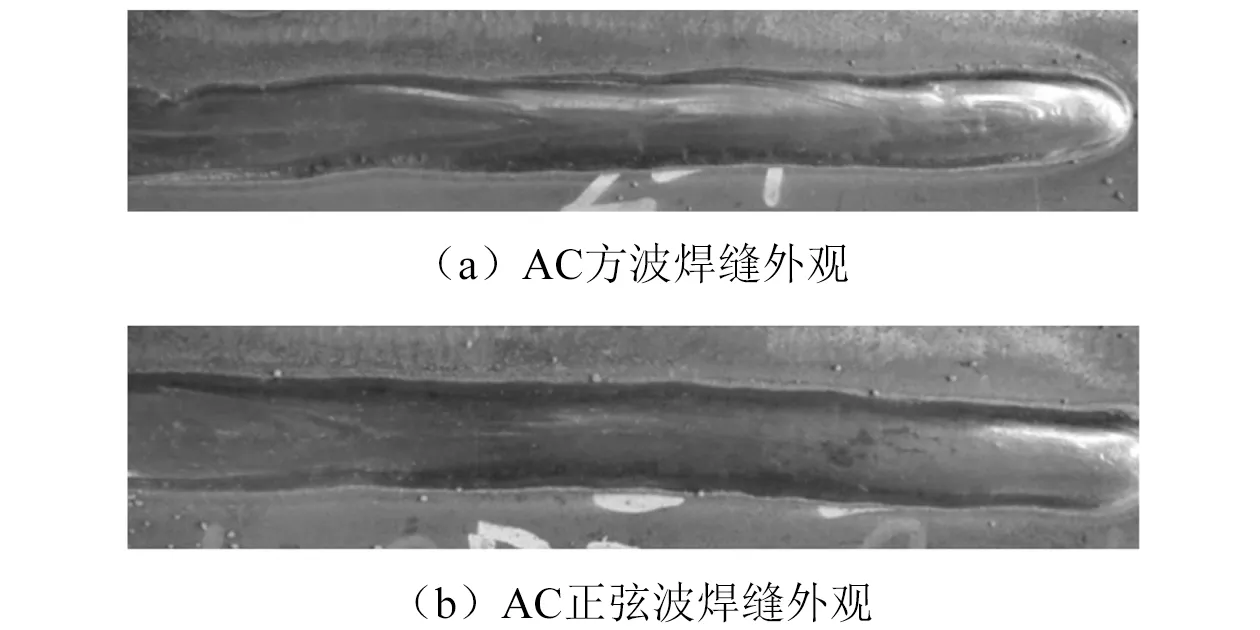
圖2 后絲CC模式不同波形焊縫外觀
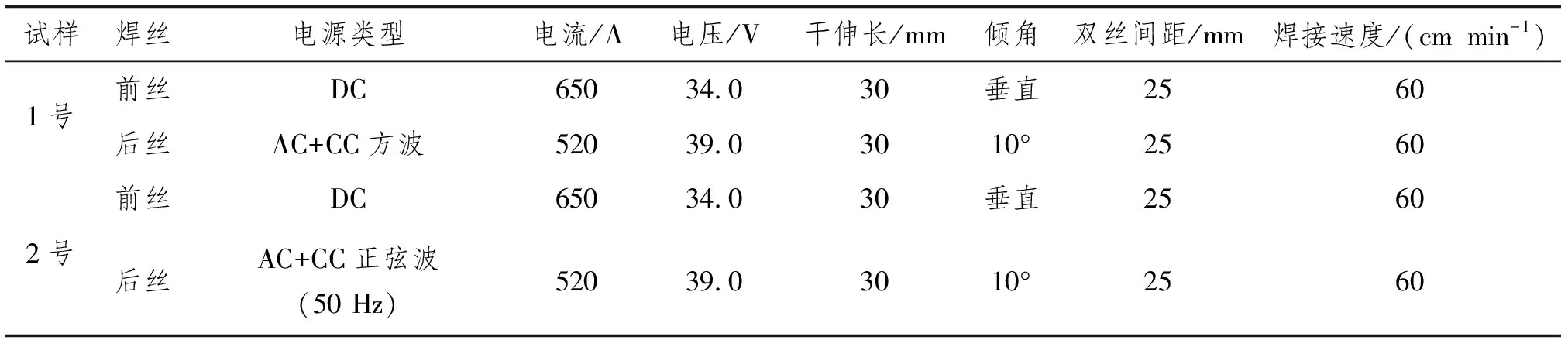
表3 后絲CC模式不同波形焊接試驗(yàn)工藝參數(shù)
3 焊接電流、焊接電壓和焊接速度的影響
焊接電流、焊接電壓和焊接速度是直接影響焊縫成型和質(zhì)量的關(guān)鍵因素。在雙絲串列(前后絲直徑相同)時(shí),采用不同焊接電流、焊接電壓和焊接速度進(jìn)行DWSAW平板堆焊。不同焊接試驗(yàn)工藝參數(shù)如表4所示。不同工藝參數(shù)焊縫外觀如圖3所示。不同工藝參數(shù)焊縫宏觀如圖4所示。不同工藝參數(shù)焊縫尺寸如表5所示。
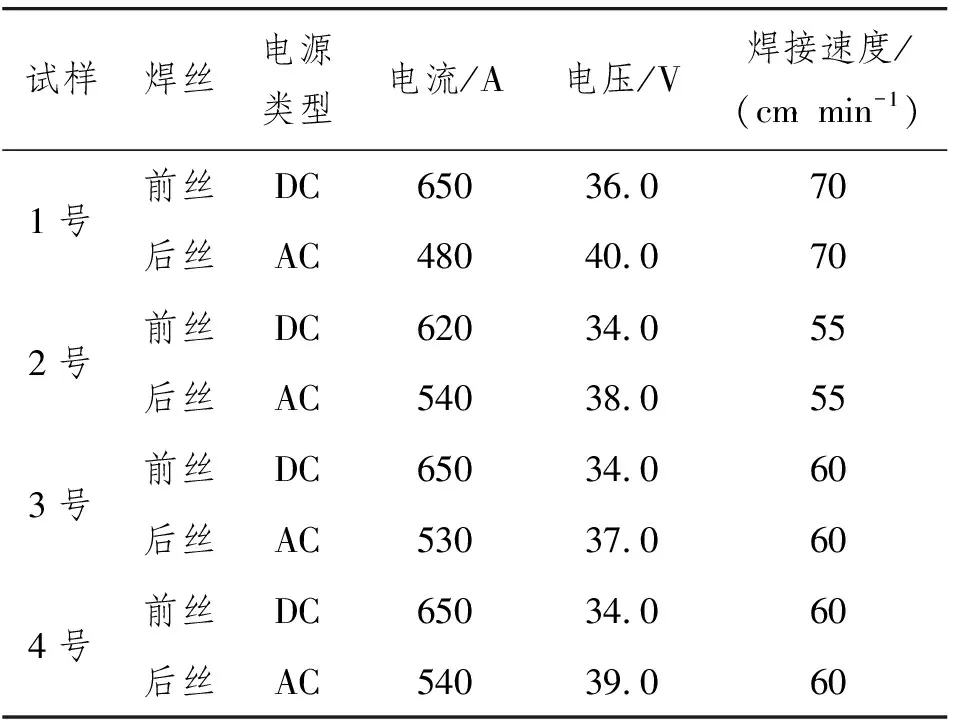
表4 不同焊接試驗(yàn)工藝參數(shù)
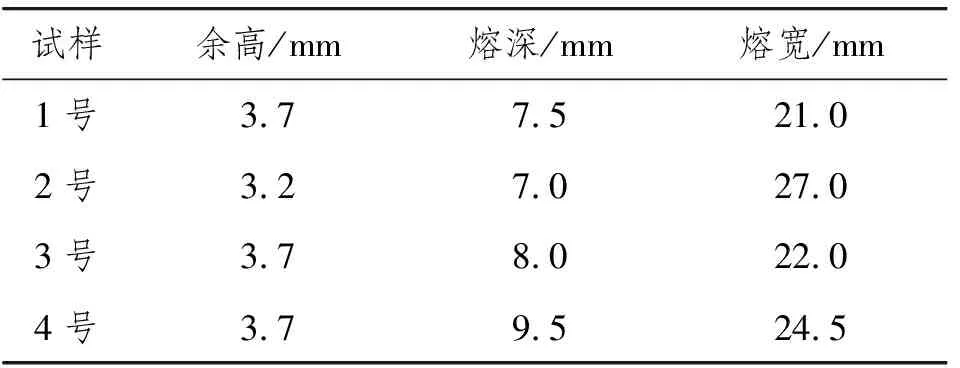
表5 不同工藝參數(shù)焊縫尺寸
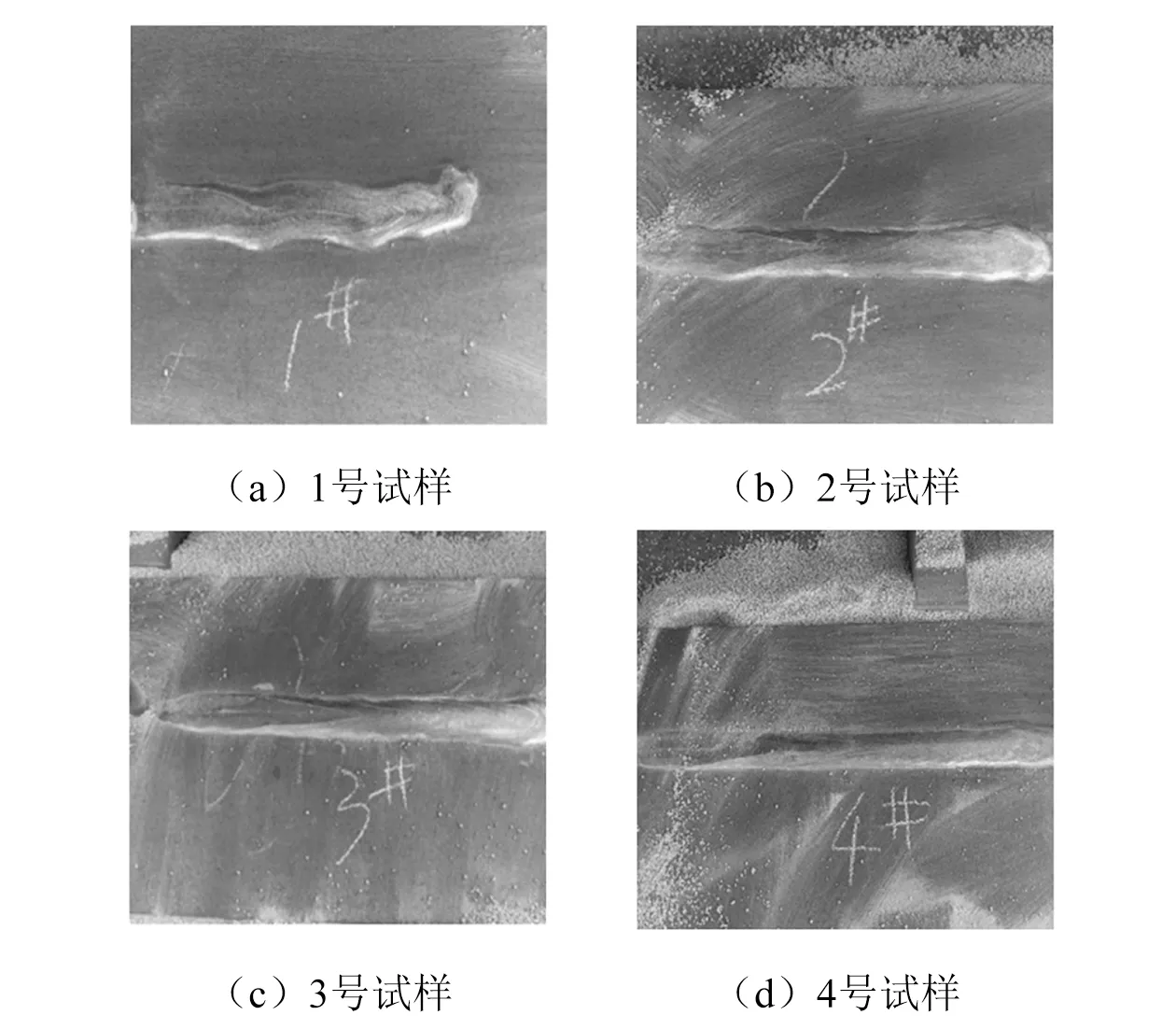
圖3 不同工藝參數(shù)焊縫外觀
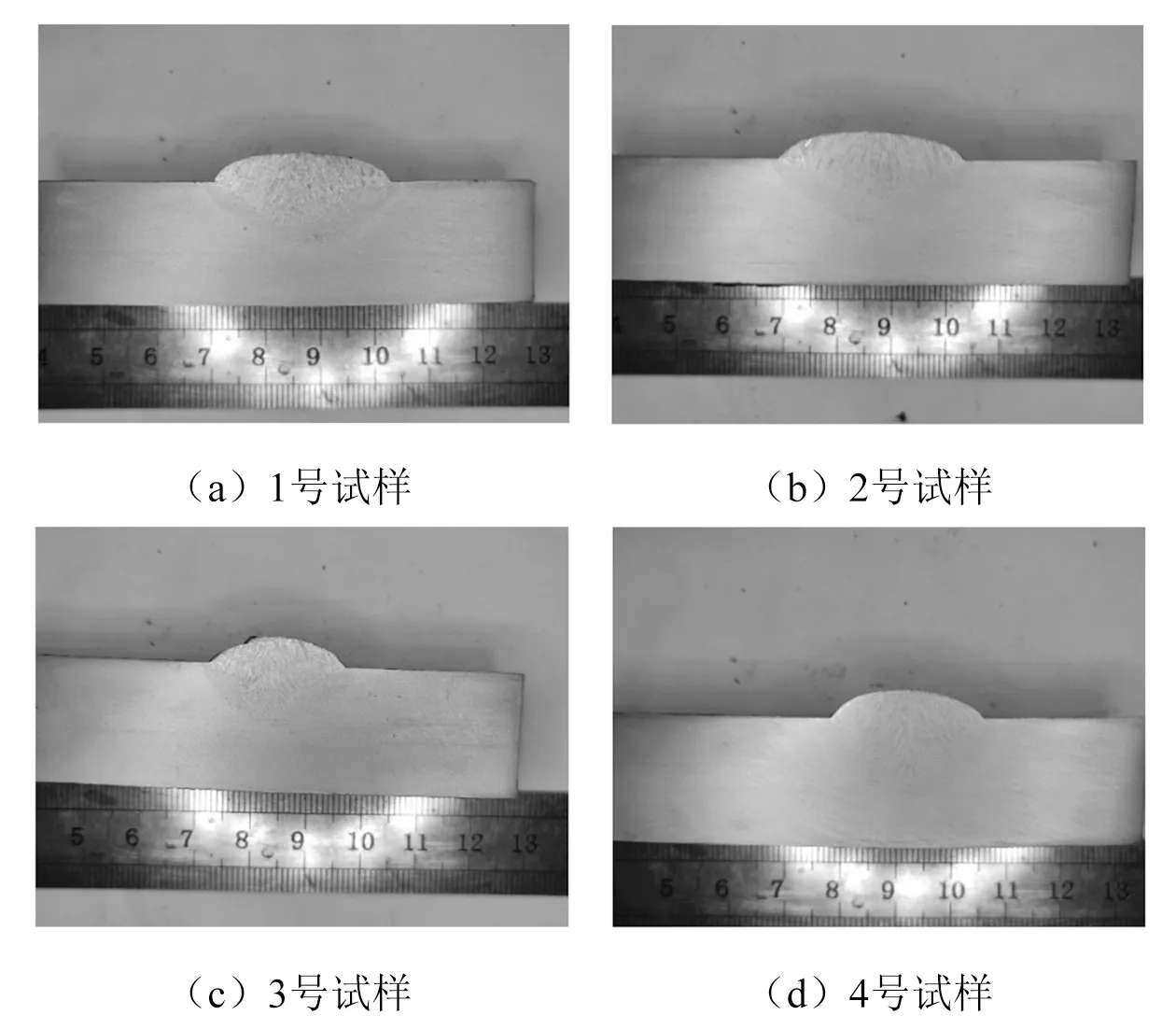
圖4 不同工藝參數(shù)焊縫宏觀
1號(hào)試樣焊接速度過(guò)快,達(dá)70 cm/min,堆焊表面高低不平,焊縫邊緣不齊,結(jié)合焊接接頭橫截面宏觀照片和尺寸,熔池形狀為壓扁的橢球形,與母材接觸的面積較大。原因在于:在冷卻時(shí),晶粒先從與母材相連的半熔化區(qū)形成晶核,并向液態(tài)金屬中生長(zhǎng);焊接速度越快,晶粒生長(zhǎng)的方向與熔池移動(dòng)方向的夾角越接近90°,造成晶粒以柱狀晶的方式向焊縫中心長(zhǎng)大,焊縫中心聚集大量的低熔點(diǎn)共晶體和雜質(zhì),對(duì)焊接性能造成損害。
2號(hào)試樣和4號(hào)試樣后絲電流相同。2號(hào)試樣前絲電流為620 A,電壓為34.0 V,焊接速度為55 cm/min;4號(hào)試樣前絲電流為650 A,電壓為34.0 V,焊接速度為60 cm/min。測(cè)得2號(hào)試樣熔深為7.0 mm,4號(hào)試樣熔深為9.5 mm。在一般情況下,其他工藝參數(shù)不變,焊接速度減小,DWSAW的熔深和熔寬均會(huì)相應(yīng)增加。2號(hào)試樣在焊接速度降低條件下熔深反而小于4號(hào)試樣,表明前絲焊接電流增加直接影響焊縫熔深,隨著前絲焊接電流增加,焊接熔深逐漸增加。
3號(hào)試樣和4號(hào)試樣前絲電流、電壓及焊接速度均相同。3號(hào)試樣后絲電流為530 A,電壓為37.0 V;4號(hào)試樣后絲電流為540 A,電壓為39.0 V。測(cè)得3號(hào)試樣熔寬為22.0 mm,4號(hào)試樣熔寬為24.5 mm。隨著后絲焊接電壓的增加,焊接熔寬逐漸增加。
通過(guò)上述不同工藝參數(shù)焊縫對(duì)比及焊接接頭宏觀檢測(cè)可知:前絲電流主要起增加熔深作用,在其他規(guī)范參數(shù)不變時(shí),隨著前絲電流增加,焊接熔深逐漸增大;后絲電壓主要起增加熔寬作用,隨著后絲電壓增加,焊縫的熔寬增加。
4 焊接接頭性能
根據(jù)工藝參數(shù)對(duì)國(guó)產(chǎn)原油船用耐蝕鋼焊縫成型的影響,開(kāi)展DWSAW工藝試驗(yàn)。耐蝕鋼DWSAW工藝參數(shù)如表6所示。
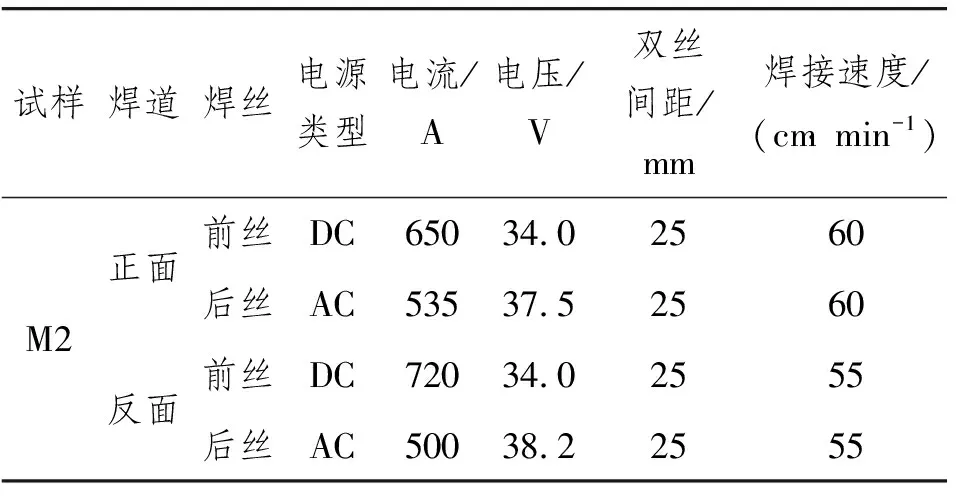
表6 耐蝕鋼DWSAW工藝參數(shù)
4.1 焊接接頭力學(xué)性能
焊接接頭常規(guī)拉伸彎曲性能如表7所示。結(jié)果表明:室溫條件下的焊接接頭抗拉強(qiáng)度遠(yuǎn)高于中國(guó)船級(jí)社(CCS)規(guī)范要求的490 MPa;焊接接頭在按規(guī)定進(jìn)行彎心直徑側(cè)彎后,4個(gè)側(cè)彎試樣表面完好無(wú)裂紋。焊接接頭具有良好的強(qiáng)度和塑性。

表7 焊接接頭常規(guī)拉伸彎曲性能
焊接接頭室溫沖擊性能如表8所示。由表8可知:室溫條件下的焊接接頭不同位置沖擊功均高于100 J,遠(yuǎn)高于CCS規(guī)范要求的47 J,具有良好的沖擊韌性。沖擊功呈現(xiàn)由焊縫中心向熔合線外逐漸升高的趨勢(shì),焊縫中心、熔合線處的沖擊功明顯低于熔合線+2 mm和熔合線+5 mm,焊縫中心沖擊功為整個(gè)焊接接頭沖擊功的最低。焊縫金屬的力學(xué)性能與其組織狀態(tài)密切相關(guān),由于在焊縫自由凝固為鑄態(tài)組織過(guò)程中,過(guò)冷度較大較易產(chǎn)生淬硬組織,因此整個(gè)焊縫區(qū)域沖擊韌性低于母材區(qū)域。

表8 焊接接頭室溫沖擊性能
焊接接頭金相顯微組織如圖5所示。焊縫組織由條塊狀鐵素體和針狀鐵素體構(gòu)成,焊縫中心可觀察到明顯的粗大柱狀晶組織,而熱影響區(qū)域粗大和細(xì)小晶粒混合存在。原因在于:與其他焊接方法相比,SAW的熱輸入量更大,熱影響區(qū)部分區(qū)域在焊接熱循環(huán)過(guò)程中發(fā)生重結(jié)晶和長(zhǎng)大。由于熱輸入量較大,因此焊縫中心得到針狀鐵素體的比例較熱影響區(qū)少。文獻(xiàn)[6]~文獻(xiàn)[7]分析認(rèn)為針狀鐵素體對(duì)韌性有利,而條塊狀鐵素體在發(fā)生變形時(shí)與鄰近組織協(xié)調(diào)性差,容易產(chǎn)生解理臺(tái)階,導(dǎo)致針狀鐵素體在焊縫中心比例較小,韌性降低。
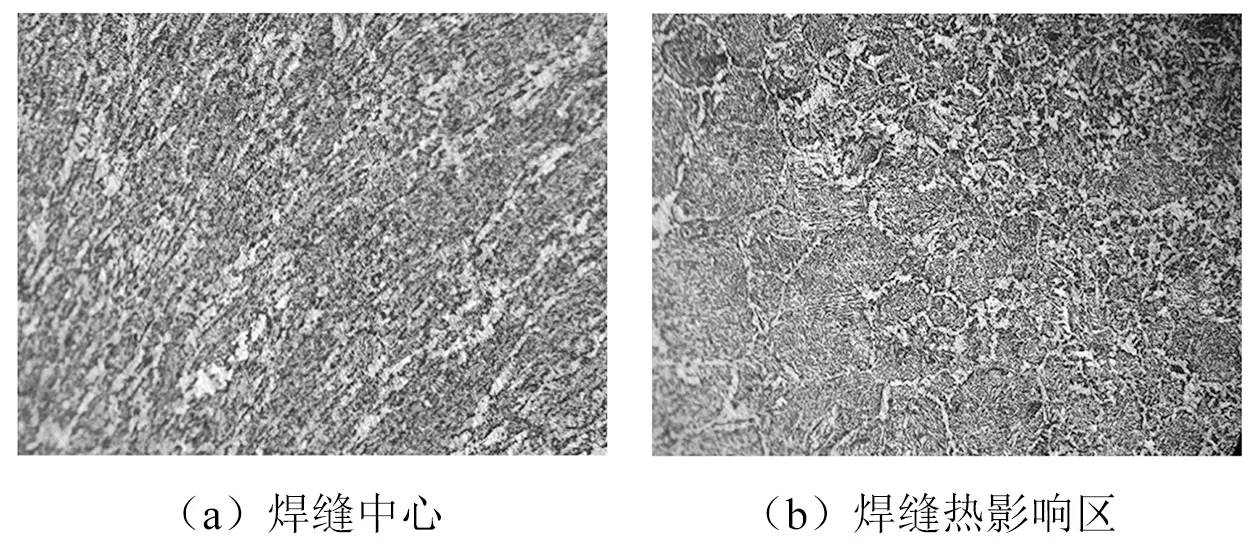
圖5 焊接接頭金相顯微組織
焊接接頭沖擊試樣斷口顯微形貌如圖6所示。由圖6可知:焊縫中心斷口存在明顯解理臺(tái)階形貌,河流花樣由點(diǎn)狀裂紋源向四周放射,在部分?jǐn)嗝嫔洗嬖诎枷莺投瘟鸭y,這與塊狀鐵素體容易產(chǎn)生解理斷裂的理論結(jié)果一致;熔合線斷口出現(xiàn)韌窩和解理斷裂的混合形貌,部分區(qū)域存在微孔聚合型微坑,微孔較小較淺,部分區(qū)域存在解理臺(tái)階;熔合線+2 mm區(qū)域韌窩的比例進(jìn)一步提高,表明材料韌性進(jìn)一步提高。沖擊斷口顯微形貌變化與沖擊功逐漸提高趨勢(shì)一致。
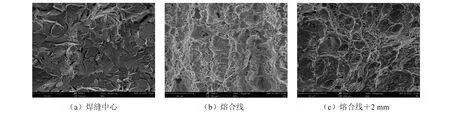
圖6 焊接接頭沖擊試樣斷口顯微形貌
4.2 焊接接頭耐腐蝕性能
根據(jù)CCS《原油油船貨油艙耐腐蝕鋼材檢驗(yàn)指南》,進(jìn)行內(nèi)底板焊接接頭腐蝕試驗(yàn)。內(nèi)底板焊接接頭腐蝕試樣取樣如圖7所示,試驗(yàn)時(shí)間為168 h。試驗(yàn)結(jié)束,去除試樣表面腐蝕產(chǎn)物,在用清水清洗后進(jìn)行干燥。
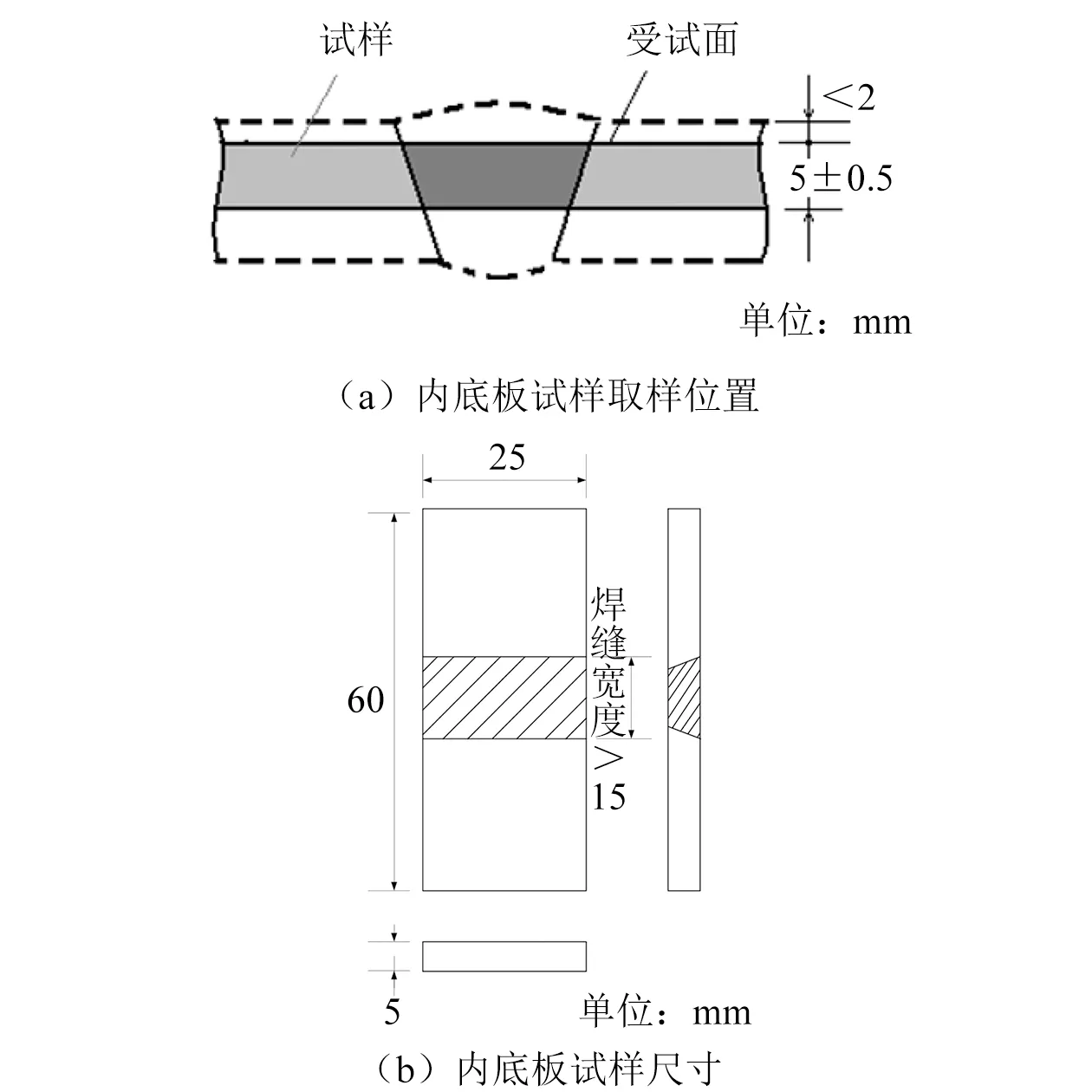
圖7 內(nèi)底板焊接接頭腐蝕試樣取樣示例
內(nèi)底板焊接接頭腐蝕試樣宏觀如圖8所示。由圖8可知:試樣表面無(wú)明顯腐蝕痕跡,部分平行試樣焊縫區(qū)域出現(xiàn)輕微腐蝕,總體來(lái)看各區(qū)域腐蝕速率接近,屬于均勻腐蝕。
圖8 內(nèi)底板焊接接頭腐蝕試樣宏觀
內(nèi)底板焊接接頭熔合線附近微觀形貌如圖9所示。由圖9可知:平行試樣4的焊縫平均表面線低于母材,但兩者高差<30 μm,不屬于非連續(xù)表面;平行試樣3的焊縫平均表面線高于母材,表明其焊縫腐蝕程度不及母材;其他試樣的焊縫腐蝕平面與母材重合,無(wú)腐蝕臺(tái)階。
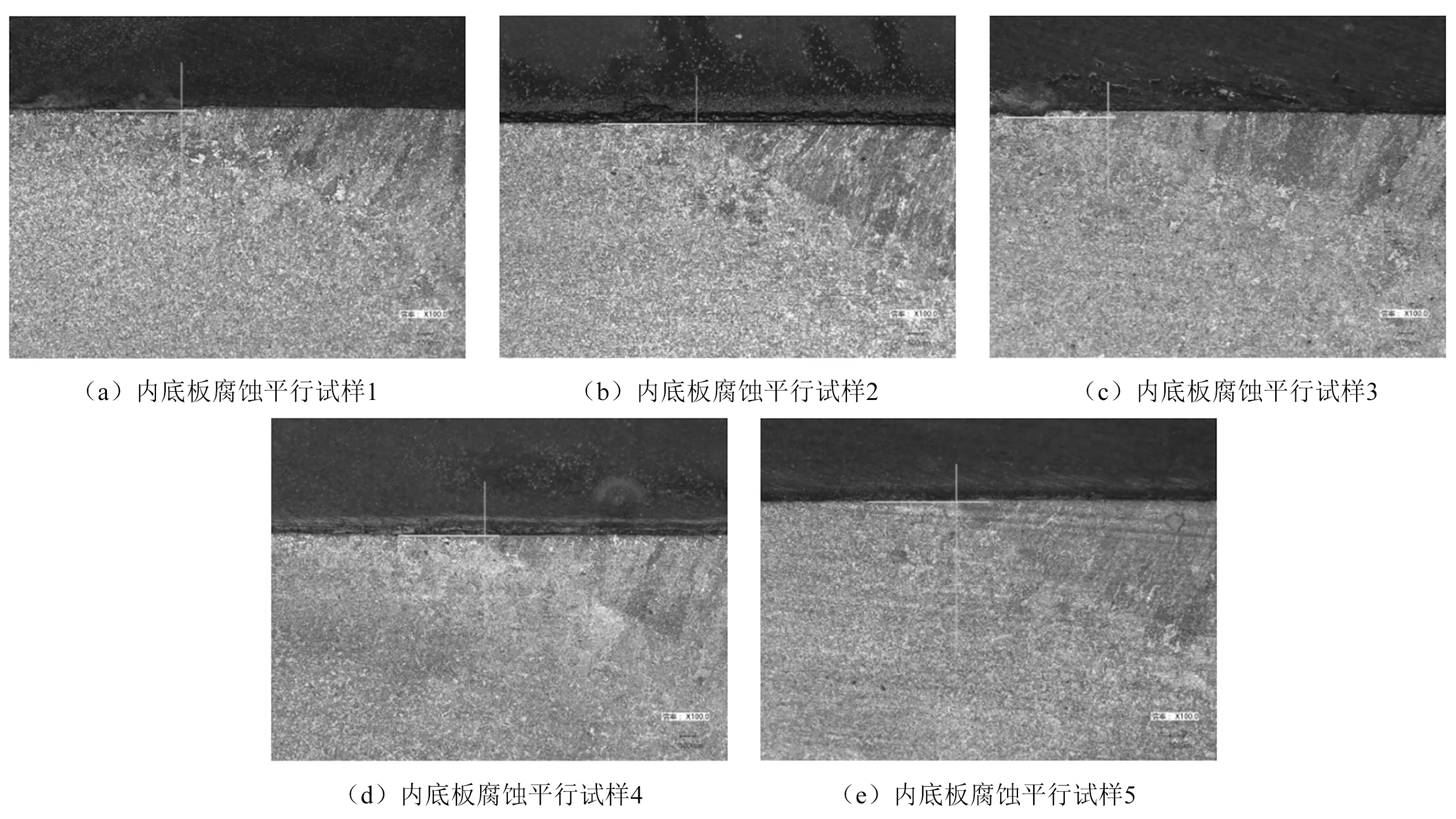
圖9 內(nèi)底板焊接接頭熔合線附近顯微組織
根據(jù)試驗(yàn)結(jié)果可判定,內(nèi)底板焊接接頭腐蝕試樣均不含非連續(xù)表面,具有良好的耐內(nèi)底板腐蝕性能。
5 結(jié) 論
通過(guò)對(duì)國(guó)產(chǎn)原油船用耐蝕鋼DWSAW進(jìn)行的工藝研究,結(jié)論如下:
(1)在前絲DC反接、后絲AC+CC正弦波模式下,可獲得成型良好的焊縫。
(2)前絲電流主要起增加熔深作用;后絲電壓主要起增加熔寬作用。
(3)焊接接頭力學(xué)性能良好,具有良好的耐腐蝕性能,可較好地適應(yīng)腐蝕環(huán)境。
國(guó)產(chǎn)原油船用耐蝕鋼具有較好的DWSAW工藝適應(yīng)性,采用該工藝可提高焊接效率,獲得滿足CCS規(guī)范要求的焊接接頭。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24