超高分子量聚乙烯改性研究進展
2022-08-25 08:04:58余大榮
中國塑料 2022年8期
關鍵詞:改性
余大榮,辛 勇*
(南昌大學先進制造學院,南昌 330036)
0 前言
PE‐UHMW是1種性能優良的線性熱塑性塑料[1]。該塑料是由分子量為2×106~10×106的乙烯單體在催化劑作用下[2],配位聚合而成的無支鏈線性聚合物。由于其優異的力學性能、較低的密度[3]、耐磨擦性[4]、自潤滑性[5]、高耐化學性能[6]、優異的生物相容性以及較高沖擊韌性[7],使其在生物醫療、紡織、軍事以及航空航天領域得到廣泛應用[8‐9]。然而,PE‐UHMW 依舊存在很多缺點[10]。由于其加工流動性差,導致如今制備PE‐UHMW材料零件依舊使用成本能耗較高的粉末燒結法[11]。由于其表面粘黏性,表面親水性較差[12],導致其在紡織、隔膜以及軍事等領域的應用限制受到。由于其較低的硬度,導致其在作為人體關節時摩擦易產生碎片顆粒,使其使用壽命大大降低[13]。因此,有必要對PE‐UHMW進行改性,保留其優異性能,盡量克服其缺點,拓展其使用領域的同時增強其產品本身質量。近年來,國內外學者對PE‐UHMW的改性工作主要集中于其作為人工關節[14]、齒輪軸承[15]及作為纖維制品[16]方面。
1 摩擦性能改性
PE‐UHMW憑借其優良的耐磨擦性廣泛應用于齒輪軸承、醫療器械等領域。近年來,骨關節疾病是如今人類面對的一大歷史性問題[17],伴隨著人口老齡化,關節疾病發作率的以每年3%的速度上升[18]。PE‐UHMW材料作為1種性能優異的醫療器械聚合物,兼具了較好耐摩擦性與生物相容性,已經取代了鈦合金等貴金屬人工關節,成為如今使用最廣泛的人工關節材料[19]。但是由于其在摩擦時產生顆粒碎片這一摩擦行為會導致人工關節磨損,誘發疾病[20]。因此,如何克服這一摩擦行為,提高PE‐UHMW人工關節的耐摩擦性是直接影響著人工關節使用壽命的關鍵問題。近年來國內外學者對于改善其摩擦性能的改性方法主要有輻照交聯法、填充改性法及共混改性法。
1.1 輻照交聯法
交聯改性法通過化學方法或物理射線輻照使大分子聚合物單鏈交聯,改變其微觀三維空間結構、化學性質和能帶性質從而改變其宏觀力學性能[21]。由于化學交聯劑會影響產品純度,從而降低其生物相容性,因此化學交聯提高其表面耐摩擦性的方法并不適用于人工骨關節等生物醫療用品[22]。物理射線輻照交聯是1種高效,清潔的改性手段,擁有良好的應用前景[23]。如今大部分的人工骨關節是采用γ射線、電子束、離子束等高能射線輻照的方法改性其表面。然而,使用高輻照劑量的γ射線或電子束射線輻照PE‐UHMW表面會導致其發生氧化、老化,產生大量游離基團等[24],嚴重影響人工骨關節的力學性能以及磨損性能。使用輻照劑量較低的射線會導致交聯密度同步下降[25],達不到較好的改性效果。因此合適的輻照劑量與射線類型對輻照交聯改性尤為重要。
近年來,輻照環境對PE‐UHMW的影響逐漸被國內外科研工作者重視。德國學者Jens Schwiesau認為交聯密度是影響PE‐UHMW力學性能和耐磨性的關鍵因素,同時輻照條件與環境溫度會對交聯密度產生一定影響[26]。Jens比較了30 kGy輻照強度、115 ℃環境下電子束,常溫下電子束與常溫下γ射線3種不同輻照條件對PE‐UHMW與0.1%(質量分數,下同)維生素E的共混材料的性能影響。研究采用牛血清溶液作為潤滑劑,真實的模擬了5×106次人體骨骼的各項循環活動。如圖1(其中E‐beam 115、E‐beam RT、Gamma RT分別代表115℃環境下電子束處理、常溫環境下電子束處理、常溫環境下伽馬射線處理試樣)所示,通過對比4組試樣的磨損率與氧化程度的平均數(Mmean)[含均方誤差(SD)]數據,發現不經輻照處理的試樣每百萬次循環模擬的摩擦損耗為(3.58±1.45)mg,常溫γ射線與115℃下電子束輻照分別為(2.43±0.29)mg與(1.95±0.61)mg,均有效降低了試樣的磨損。其中,γ射線處理的試樣磨損度相對較低且相對穩定。但是通過紅外光譜分析得知,相比未處理試樣,試樣內各處氧化程度均低于0.1。常溫下γ射線及常溫下電子束輻照試樣的氧化程度均有所上升,常溫電子束輻照下試樣內部0.2、0.3 mm處其氧化指數超過0.1,γ射線輻照試樣的內部各處氧化指數均超過0.1,甚至部分超過0.15。而115℃環境下,電子束輻照不但改善了試樣的耐磨擦性能,對其內部各處的氧化水平均無明顯影響。這說明合適的輻照環境溫度對改性PE‐UHMW人工骨關節將產生積極影響。
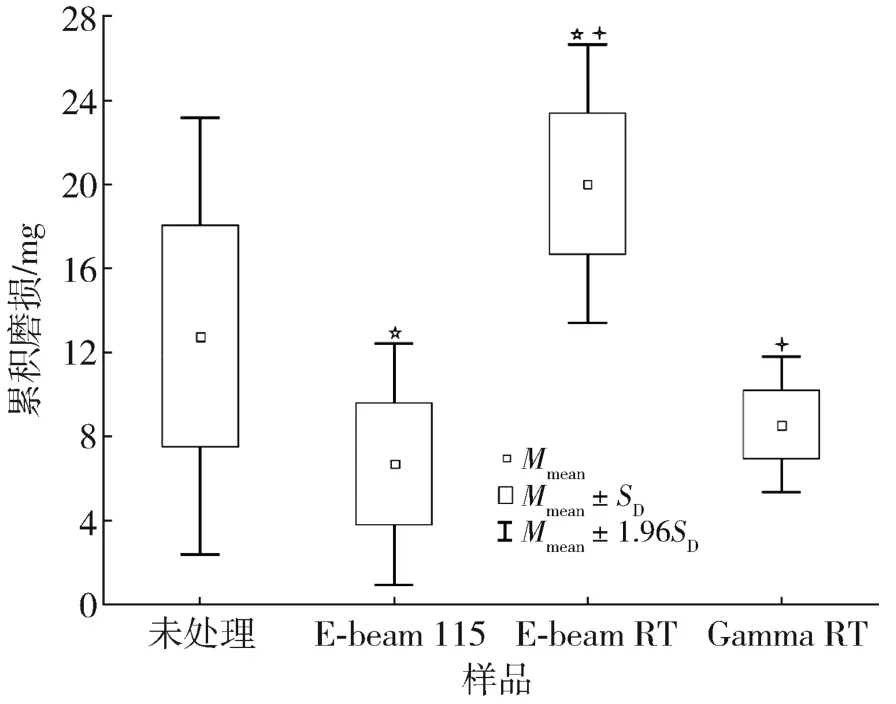
圖1 500萬次高要求活動后試樣滑動表面的累積磨損[26]Fig.1 Cumulative wear of sliding surface after 5 million high demand activities of the specimens[26]
高能量射線輻照改性對PE‐UHMW的影響是多元的,射線帶來的氧化作用無疑會很大程度影響試樣的力學性能與耐摩擦性。作為人工骨關節往往會添加一些對人體無害的抗氧化劑中和這種氧化,維生素E(VE)被廣泛認為是1種很有前途的抗氧化劑,可以防止PE‐UHMW材料的氧化,減少磨損降解[27]。然而VE依舊存在局限性,由于輻照交聯產生的殘存與晶體間自由基團消除,導致交聯度降低以及PE‐UHMW的結晶度與晶體結構受到影響。因此,在輻照改性研究中,抗氧化劑是國內外科研學者的一大研究熱點。Lan等通過共同添加VE與D‐山梨糖醇(DS)以解決VE阻礙交聯導致的耐磨性下降[28]。對比純PE‐UHMW、添加VE試樣與添加VE/DS試樣在100~150 kGy輻照量下的氧化程度與交聯密度,發現150 kGy電子束照射下,添加0.3%VE/DS試樣的氧化程度略低于單一添加0.3%VE試樣,但添加0.3%VE試樣的交聯密度低于200 mol/m3,而添加0.3%VE/DS試樣的交聯密度為320 mol/m3,交聯密度大幅提高,意味著其將擁有更高的耐摩擦性。
Kang則通過使用表沒食子兒茶素沒食子酸酯(EGCG)這一抗氧化劑取代傳統的 VE[29],試驗表明EGCG不僅對人體健康無害,由于其化學式包含8個酚羥基,能與輻照后產生的大量自由基發生多種交聯反應,故可以很好地保證其交聯度同時不與氧反應發生氧化生成酮基聚合物。Kang的試驗采用100 KGy輻射量的γ射線處理加入EGCG的試樣,發現其在如此高強度的射線輻照下,結晶度與氧化程度皆無明顯改變。同時,加入3%EGCG的PE‐UHMW人工骨關節擁有更小的水接觸角,更有利于體液潤滑其表面。摩擦試驗證實了這一點,如圖2所示,通過人工老化后的對比,純PE‐UHMW試樣磨損量為0.19 mm3,而加入1%與3%EGCG試樣磨損量為0.08~0.11 mm3,其耐摩擦性顯著提升。
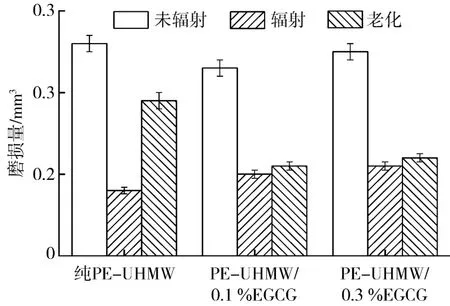
圖2 不同輻照處理后PE‐UHMW和PE‐UHMW/EGCG的磨損量[29]Fig.2Wear amount of PE‐UHMW and PE‐UHMW/EGCG after different irradiation treatment[29]
1.2 填充改性法
填充改性是1種傳統的改性方法,通過添加與基體結構不同的固體添加物制備復合體系,以改善原先單一體系的性能缺陷[30]。因其填充物之廣泛,填充改性被認為是最具有研發空間的改性手段之一,且隨著越來越多有機填充物的問世,其研究空間將進一步擴大。近年來,填充改性因其低制造成本、高效率的優勢[31]成為國內外學者提高PE‐UHMW摩擦性能的焦點。納米材料是1種性能優良的填充物,如碳納米管具備優良的耐磨擦性能[32]、獨特的生物性能及物理性能,被認為擁有增加PE‐UHMW抗疲勞性與斷裂韌性等特點。Diabb等發現,功能化單壁碳納米管(f‐SWCNTs)的低磨損碎屑、高耐腐蝕性與生物相容性,非常適合用于解決PE‐UHMW人工骨關節因磨損導致的無菌松動與骨溶解[33]。填充改性的填料由于在塑料中流動性較差,常發生團聚等不良現象,然而Jose比對了含0.1%與0.01%f‐SWCNTs的試樣斷口,發現不但沒有發生明顯的宏觀團聚,0.1%f‐SWCNTs含量的試樣相較于其他試樣拉伸強度、斷裂伸長率及耐磨擦性能皆存在明顯提高。Dalai等使用納米金剛石(ND)填充PE‐UHMW以提高人工關節的力學性能,減少其摩擦損耗[34]。通過對比4組不同ND含量試樣,發現含5%ND試樣沖擊韌性提高了53%,且擁有較高的阻尼比。因此證明ND的加入有利于抑制振動,防止波動到達髖臼杯和襯墊的界面,從而減少微磨損和松動。
無機添加劑是應用最為廣泛的填充物,近年來無機添加劑在增強PE‐UHMW人工骨關節領域得到國內外學者的重視。Hussain等認為,納米氧化鋁作為1種兼具生物相容性的抗摩擦劑,能夠有效降低PE‐UHMW人工軟骨關節磨損[35]。掃描電子顯微鏡(SEM)照片如圖3所示,添加不同含量(0.5%、1%、2%)納米氧化鋁粉末時其摩擦行為發生改變,添加0.5%納米氧化鋁的試樣僅發生微小磨損,而添加了2%納米氧化鋁試樣產生的銷釘結構表面有利于人血清潤滑液膜的附著,從而有更好的耐磨擦性。圖4對比各組試樣性能,發現無論是干滑動還是潤滑劑作用下的滑動,隨著納米氧化鋁的加入,試樣的耐摩擦性逐步上升,磨損度從12.2×10-7mm3/N·m下降到4.3×10-7mm3/N·m。
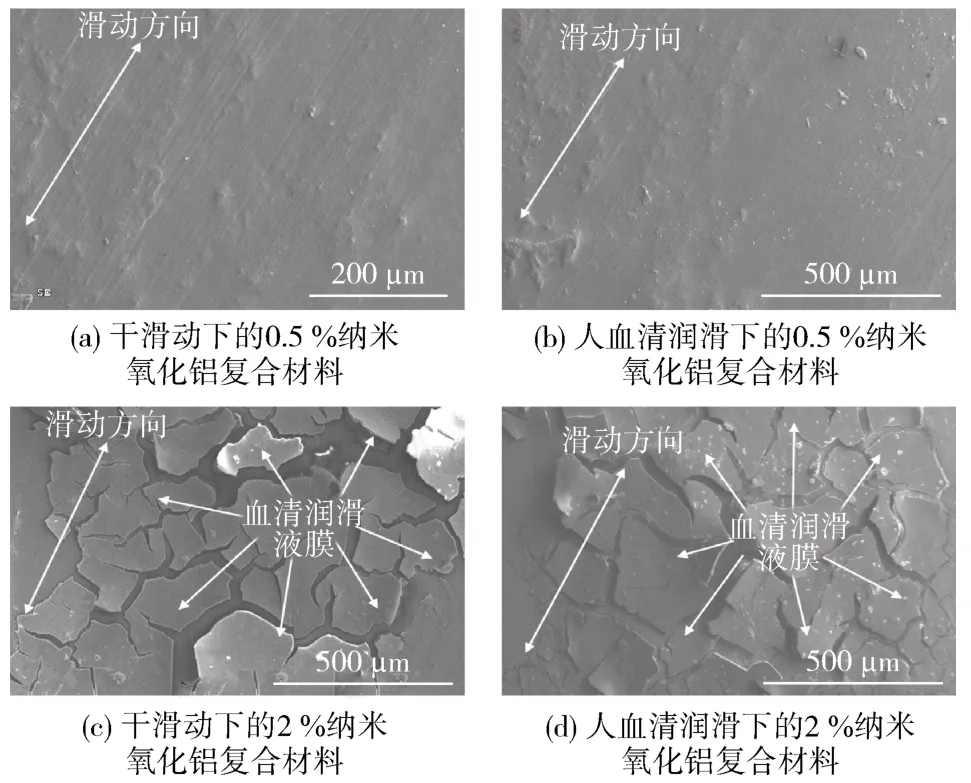
圖3 復合材料在39 N載荷下磨損表面的SEM照片[35]Fig.3 SEM images of wear surfaces of the composites under 39 N load
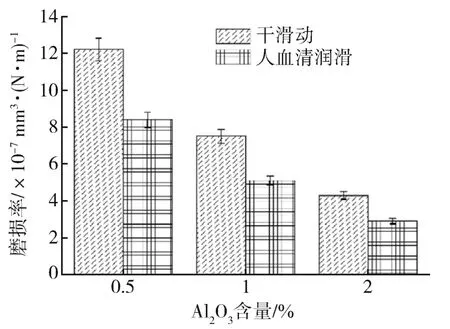
圖4 復合材料在干燥和潤滑環境下的磨損率[35]Fig.4 Wear rate of the composites in dry and lubricated environment
有機填充物在對PE‐UHMW的磨損性能改性研究中主要應用于船舶零件中,PE‐UHMW軸承齒輪有金屬不具備的輕質高強耐磨擦的性質。使用水潤滑取代油潤滑有利于自然環境保護。然而,水的低黏結性會導致軸承局部載荷變大、形變、磨損及噪音等問題[36]。如何增加PE‐UHMW零件對水潤滑液的接觸性,是提高其磨損性能的關鍵。Wang等采用聚丙烯酰胺水凝微球填充PE‐UHMW零件,通過對比圖5發現,填充量為0.5%、1%的復合材料(CD‐1、CD‐2)各個粒徑的試樣摩擦系數都比純PE‐UHMW試樣低[37],而填充量為3%與5%(CD‐3、CD‐4)試樣都有個別摩擦速度下摩擦系數超過純PE‐UHMW試樣情況發生。其中,粒徑為10.7 μm、填充量為1%的試樣擁有最好的耐磨擦性。如圖6所示,過大的微球會剝落形成凹坑,引發應力集中變形,而過小的顆粒容易團聚形成局部剝落或膨脹。聚丙酰胺水凝膠材料在使用水作為潤滑劑時具有良好的水合潤滑性,會在PE‐UHMW摩擦副之間形成潤滑層,減輕其磨損行為。
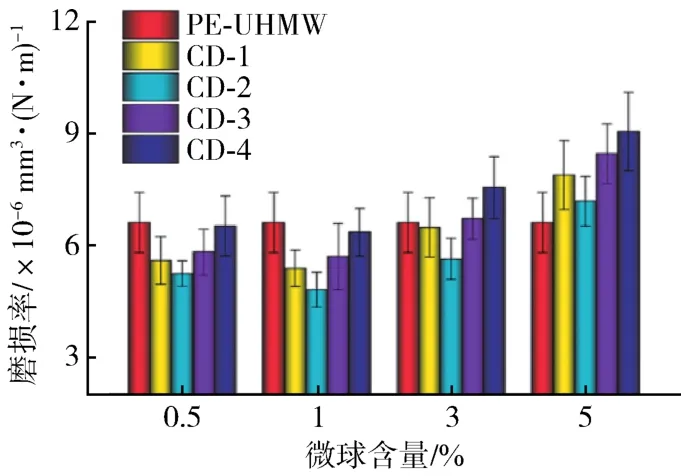
圖5 各組復合材料的磨損率[37]Fig.5 Wear rate of each group of the composite materials
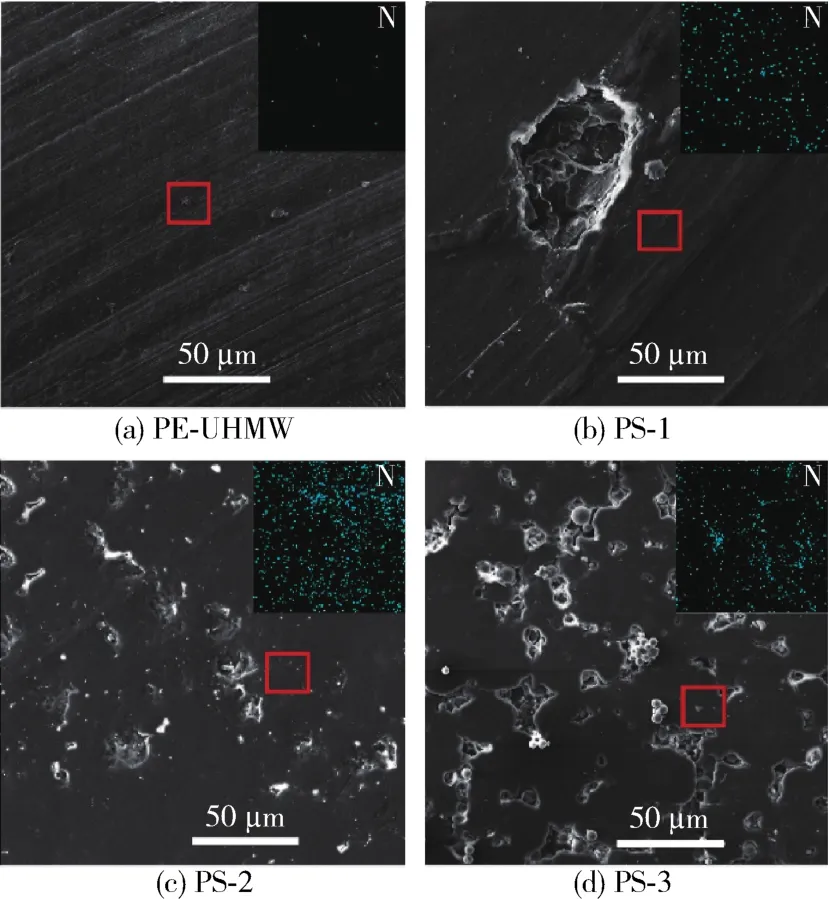
圖6 摩擦試驗后聚合物圓盤的SEM照片[37]Fig.6 SEM images of polymer disks after friction test[37]
1.3 共混改性法
共混改性是1種常見的改性方法,通過2個或多種的聚合物相融共混組成新的體系。隨著現代對共混改性研究的發展,共混改性衍生出物理共混,化學共混及物理/化學共混[38]。近年來,共混改性對PE‐UHMW力學性能與加工性能的提升得到廣泛認可。油膜是潤滑摩擦副,提高耐磨擦性能的關鍵。Raissa等致力于3D打印制備人工膝關節半月板的研究[39],聚碳酸酯基聚氨酯(PCU)作為1種生物相容性良好的聚合物材料,擁有優異的耐磨擦性與耐腐蝕性。但由于工藝缺陷導致3D打印的人工關節會存在孔隙,使油(液)膜無法對摩擦副進行良好潤滑。PE‐UHMW/PCU共混體系則改善了這一問題,通過對比3D打印純PCU試樣(CF0)、3D打印10%PE‐UHMW試樣(CF10)、模制純PCU試樣(CFm)、模制純PE‐UHMW試樣(UHMWPEm)發現,PE‐UHMW/PCU共混材料制備的3D打印人工膝關節板的孔隙率相比純PE‐UHMW明顯降低,如圖7所示其磨損度相比單一體系PCU降低了27%。
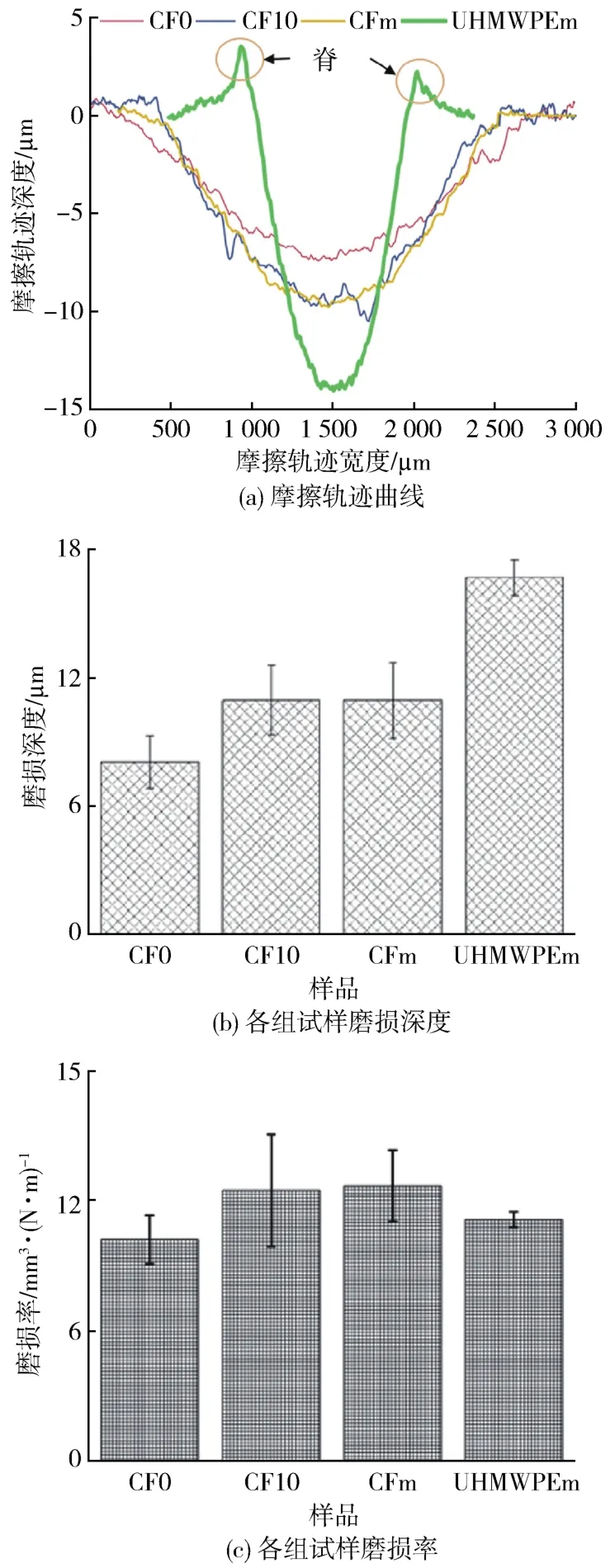
圖7 試樣的摩擦試驗結果[39]Fig.7 Friction test results of the specimens[39]
摩擦性能在人工關節上的研究無疑是重要的,然而人工關節的摩擦速度有限,人體關節運動多數屬于低速摩擦。PE‐UHMW在被用于齒輪、軸承時,將長時間工作于高摩擦速度的載荷下。Annamaria通過分析其老化行為得出結論,高速摩擦造成的高溫是導致PE‐UHMW零件性能下降的關鍵[40],80℃下23 h的工作會導致其老化程度相當于自然氧化10年。而PE‐UHMW的熱變形溫度一般在85℃,融化溫度為130~135℃。因此,作為影響其耐摩擦性的主要原因之一,需要對此進行改性。Cheng等認為聚酰亞胺(PI)擁有良好的耐熱性和耐摩擦性,其為結晶型聚合物,與PE‐UHMW具有一定相容性,故可用于提高其高溫下耐摩擦性[41]。通過實驗研究發現,隨著PI的加入,共混體系的結晶度和硬度逐漸上升。如圖8所示,不同比例的共混體系有不同結構,其中海‐島結構與層狀結構的共混體系對提高摩擦性能有積極影響[42]。摩擦實驗結果如圖9所示,純PE‐UHMW在120℃下工作24 h磨損體積為0.21 mm3,而加入30%PI的試樣其相同條件下磨損體積僅為0.07 mm3,大幅度增加了其在高溫下工作的使用壽命。
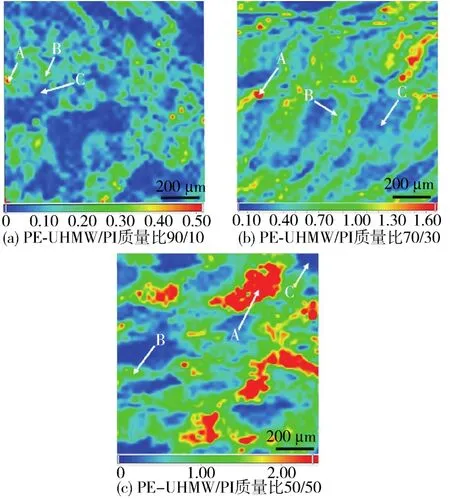
圖8 PE‐UHMW/PI的拉曼映射圖像[42]Fig.8 Raman mapping images of PE‐UHMW/PI
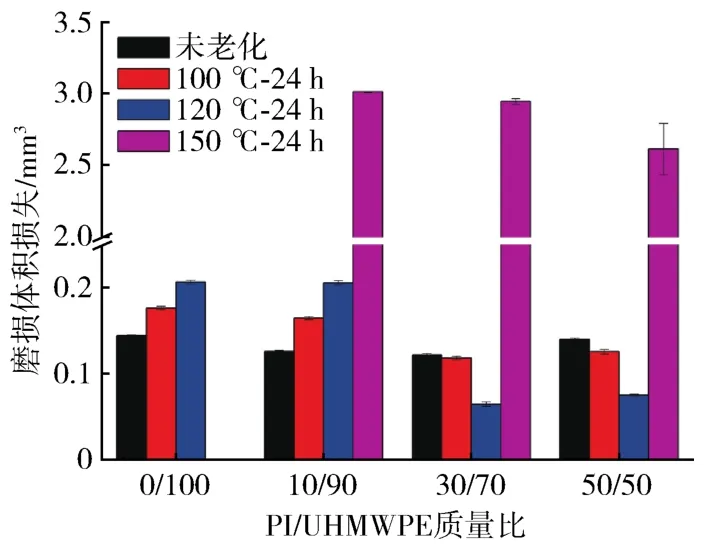
圖9 不同老化溫度下PE‐UHMW/PI的磨損體積損失[42]Fig.9 Wear volume loss of PE‐UHMW/PI at different aging temperature[42]
2 纖維表面性能的改性
PE‐UHMW的表面改性除上文中的輻照交聯外還大量集中于對PE‐UHMW纖維的改性。PE‐UHMW纖維具有較高的強度重量比[43]、良好的韌性及耐化學性和耐磨性,被廣泛用于軍事裝備和體育器材等領域[44]。但是其低表面能、非極性和惰性特性已被證明對設計下一代高性能材料不利[45]。因此,對PE‐UHMW的表面改性具有重要的研究意義。研究表明,PE‐UHMW表面黏附性差的原因是因為其制作過程中出現的富氧邊界導致[46]。因此,需要表面改性以消除這種富氧邊界。對纖維的表面改性主要分為“濕法”與“干法”2大類[47]:濕法包括化學酸蝕、涂層及化學接枝;干法包括等離子體和電子束輻照等。近年來對纖維改性的研究主要集中于涂層改性和等離子體改性。
2.1 涂層改性法
涂層改性法是1種應用廣泛的改性手法,通過物理附著或在纖維表面自聚合或者沉積出薄膜層,以改善原表面不良的接觸性能[48]。近年來,涂層改性的研究成果豐富,已然成為當今學者的研究焦點。Chhetri認為PE‐UHMW纖維表面接觸性能差,不利于作為填充物增強其他體系[49]。因此Chhetri等使用浸泡法在PE‐UHMW纖維上涂覆多巴胺涂層,多巴胺作為1種生物材料擁有良好的接觸性能[50]。Chhetri等對比了多巴胺涂層(PE‐UHMW‐PD),聚酰胺‐66涂層(PE‐UHMW‐N)及多巴胺加聚酰胺‐66雙涂層(PE‐UHMW‐PDN)這3種經涂層改性的材料,對比了三者與純PE‐UHMW纖維的拉伸強度與在環氧樹脂基體中的增強效果。圖10表明,3種涂層材料沒有對纖維本身進行傷害,雖降低了纖維的彈性模量,但增強了拉伸韌性與結合性。圖11對比了4組不同試樣的環氧復合材料的力學性能,可知單聚酰胺‐66涂層纖維復合材料與雙涂層纖維復合材料的拉伸性能分別提升了8.7%與22.7%。單聚酰胺‐66涂層試樣的界面剪切強度(IFSS)上升約7%,而雙涂層纖維增強的環氧樹脂板材則上升35%。
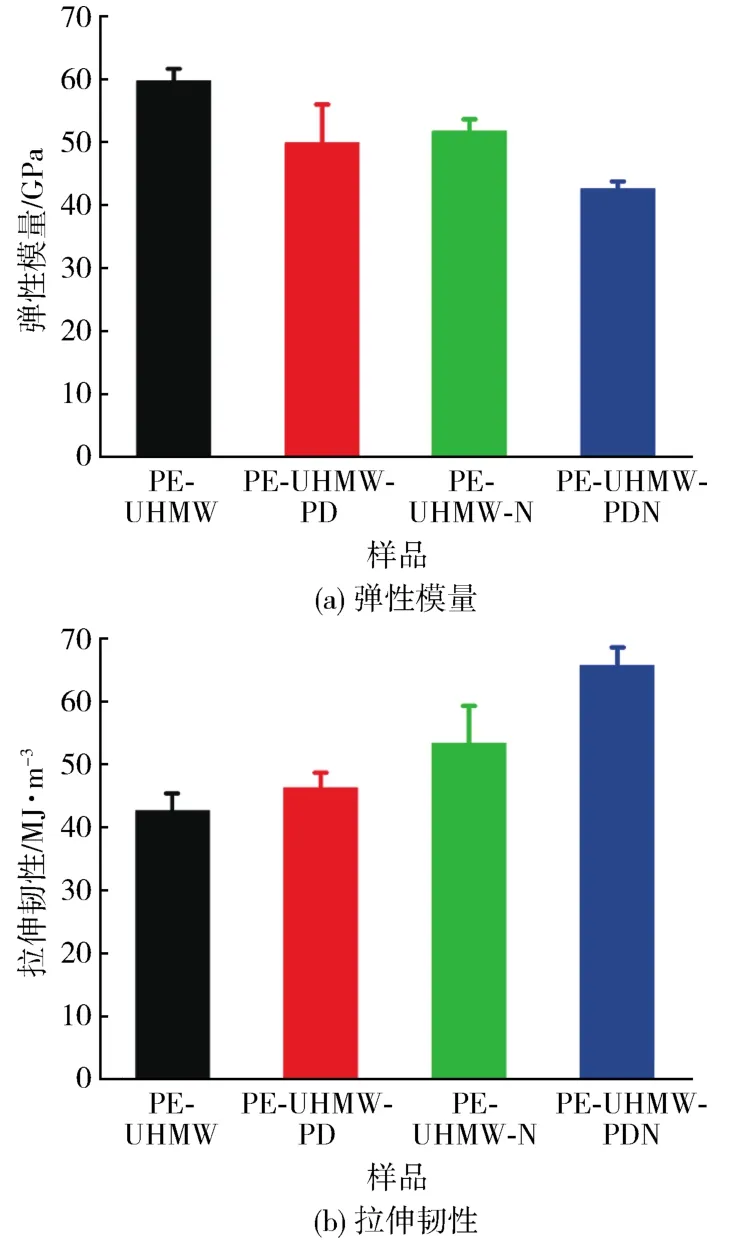
圖10 試樣的拉伸性能[50]Fig.10 Tensile properties of the specimens
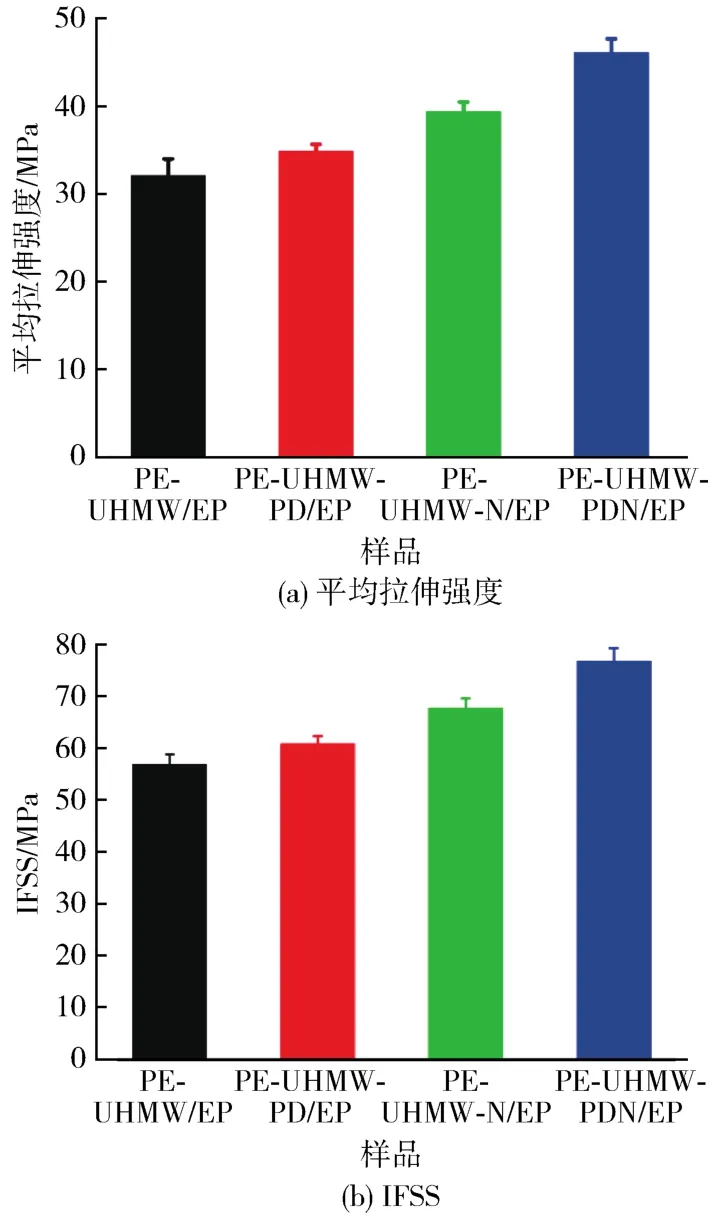
圖11 纖維復合材料的力學性能[50]Fig.11 Mechanical properties of the fiber composite materials
Feng等研究涂層改性PE‐UHMW纖維作為填充物以增強硬質聚氨酯(RPU)的強度,通過電鍍銅鍍層,再通過沉積多巴胺涂層研制了多巴胺‐銅雙涂層PE‐UHMW纖維[51],最后通過添加等質量的聚醚四醇與4,4’‐二苯基甲烷二異氰酸酯(MDI)制備成纖維/RPU復合材料(圖12)。Feng等認為多巴胺具有良好的黏結性,有利于纖維與銅的接觸,而銅可以增加PE‐UHMW纖維的晶界數,阻礙基體裂紋的擴張,有利于應力的分散。圖13表明,雙涂層纖維較無改性纖維有更好的增強效果。無改性PE‐UHMW纖維增強的RPU基體沖擊強度為44.85 kJ/m2,而雙涂層纖維增強的基體材料的沖擊強度為62.39 kJ/m2,比純RPU性能大幅提高。
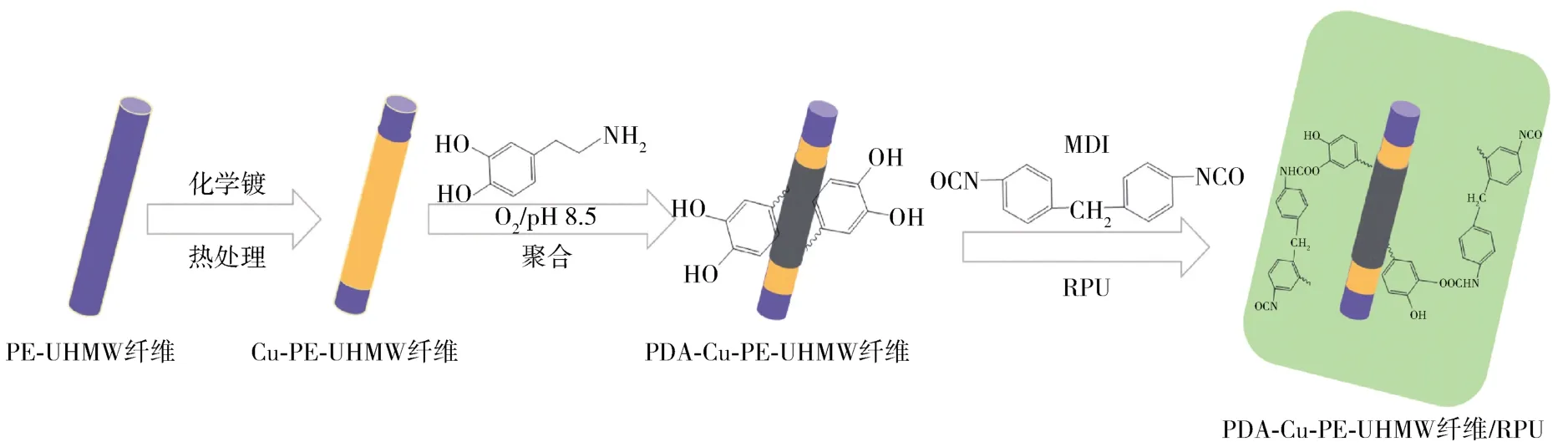
圖12 多巴胺‐Cu‐PE‐UHMW纖維/RPU復合材料的界面設計[51]Fig.12 Interface design of dopamine‐Cu‐PE‐UHMW fiber/RPU composite[51]
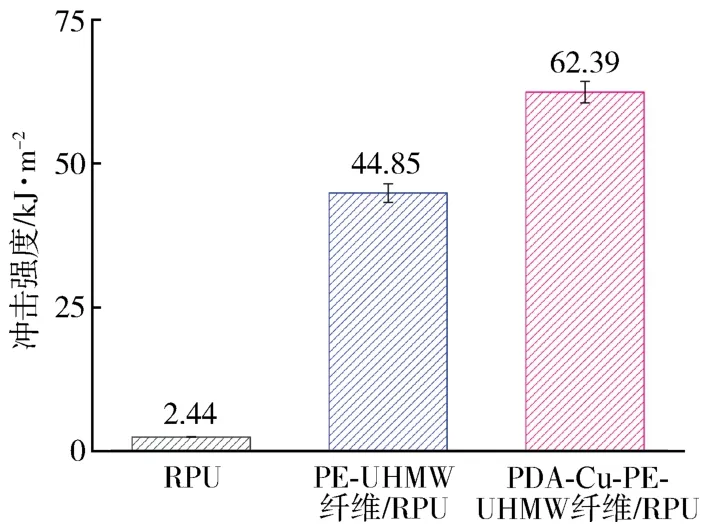
圖13 純RPU及其復合材料的沖擊強度[51]Fig.13 Impact strength of pure RPU and its composites[51]
Yu等希望改善PE‐UHMW纖維與基體的黏附性以增強輪胎、高壓水管等橡膠產物,使用了牛血清蛋白(BSA)作為黏結劑,制備了附著類石墨烯型二維碳化鈦納米片(MXene)涂層的PE‐UHMW纖維[52],試驗發現改性后的纖維增強體系的抗剪切強度比未改性試樣高116%。對比純PE‐UHMW纖維,等離子體預處理的纖維(p‐PE‐UHMW)、牛血清蛋白處理的纖維(PE‐UHMW/BSA)以及牛血清蛋白處理下MXene涂層改性(PE‐UHMW/BSA/MXene)纖維在環氧樹脂基體(PDMS)中的剝離試驗如圖14所示,未改性纖維、BSA涂層纖維在試驗中的失效形式分別為纖維光滑脫粘導致失效以及斷裂脫粘失效,平均剝離強度為4.8 N/dm與7.5 N/dm。而MX‐ene涂層改性后試樣存在高度變形矩陣,其失效形式為基體斷裂失效,平均剝離強度提升至10.8 N/dm。附著MXene的PE‐UHMW纖維具有良好的導電性,導電率為106 S/m。
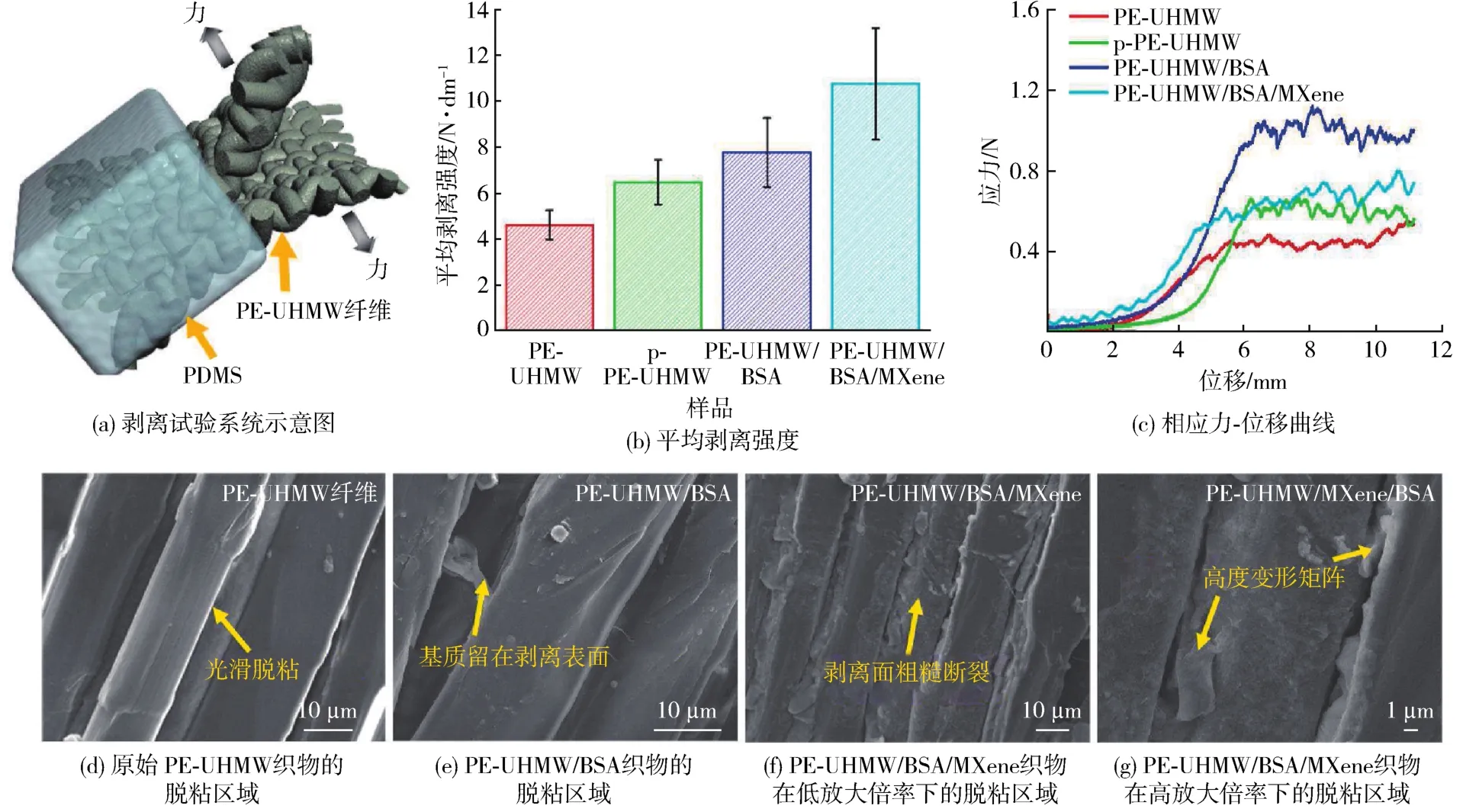
圖14 剝離試驗結果[52]Fig.14 Test results of peeling experiment[52]
2.2 等離子體改性法
等離子體作為清潔高效的改性技術,在賦予材料表面優異的性能的同時不改變材料基體的整體性質。等離子體是1種特定條件下電離的氣體物質,被稱為物質的第四形態[53]。由于等離子體改性技術擁有較高的能量密度,其能夠引發常規條件下難以引發的物理化學反應過程[54]。同時改性只發生在表面層,材料內部結構依舊保持原有性能。雖然等離子體改性有所需設備即成本限制,且改性結果具有一定時效性等缺點,但其擁有照射時間短、改性效率高且無副產品產生、環保無污染等眾多優點[55],使其在高分子表面改性領域擁有廣闊的應用前景。任煜等用空氣介質阻擋放電法(DBD)改善PE‐UHMW的表面黏結性與表面親水性[56]。DBD處理可在PE‐UHMW纖維上誘發反應,生成氨基、羥基等親水性基團。如表1所示,通過對比不同電壓、不同處理時間處理下PE‐UHMW纖維表面官能團發現,隨處理電壓的上升,其C—C,C—H鍵減少,C=O鍵增加。但伴隨著處理時間與處理電壓的提升,PE‐UHMW纖維上產生了少量的微裂痕(圖15),這被認為會影響纖維的力學性能。在200 V、100 s的處理條件下,拉伸強度下降5.2%。使用200 V、80 s條件處理的試樣表面接觸性與抗剪切性能最好[57]。
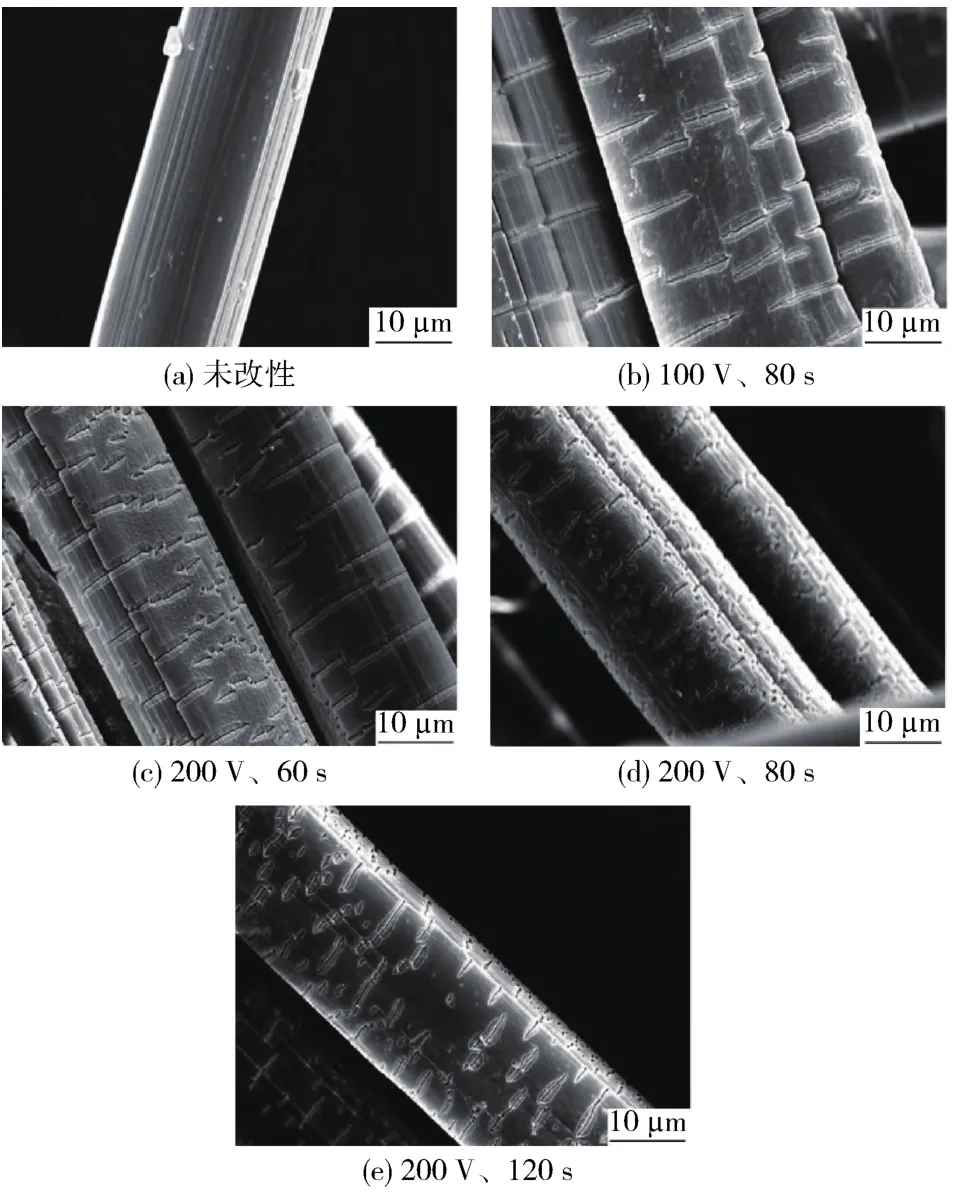
圖15 DBD改性前后纖維的SEM照片[57]Fig.15 SEM images of fibers before and after DBD modification[57]
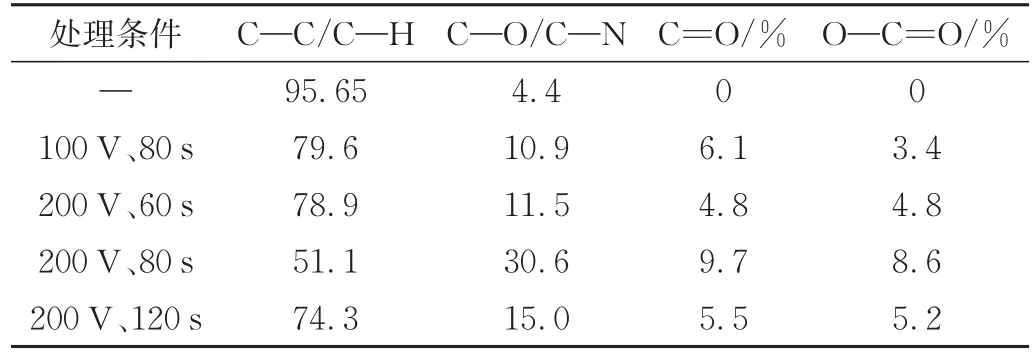
表1 纖維X射線光電子能譜中不同化學鍵的相對面積[57]Tab.1 Relative areas of different chemical bonds in X‐ray photo‐electron spectroscopy of the fiber[57]
近年來,單一的表面改性方法已無法滿足科研需求。因此,等離子體改性通常被認為是1種簡單有效的前置手段,與其他改性方法結合使用。如圖16所示,Kelsey等使用氧氣等離子體轟擊PE‐UHMW纖維表面,并使用水熱法化學沉積制備了氧化鋅納米線涂層[58]。Kelsey對比了不同等離子體轟擊時間對試樣的影響,發現處理30 s的試樣對納米氧化鋅的附著性能最好,因此其纖維間機械互鎖的能力越強,這種機械互鎖有利于阻礙纖維滑動導致的沖擊孔擴大。未處理試樣的最大負載為478 N,30 s氧氣等離子體加納米氧化鋅涂層處理的試樣最大載荷為1 100 N。
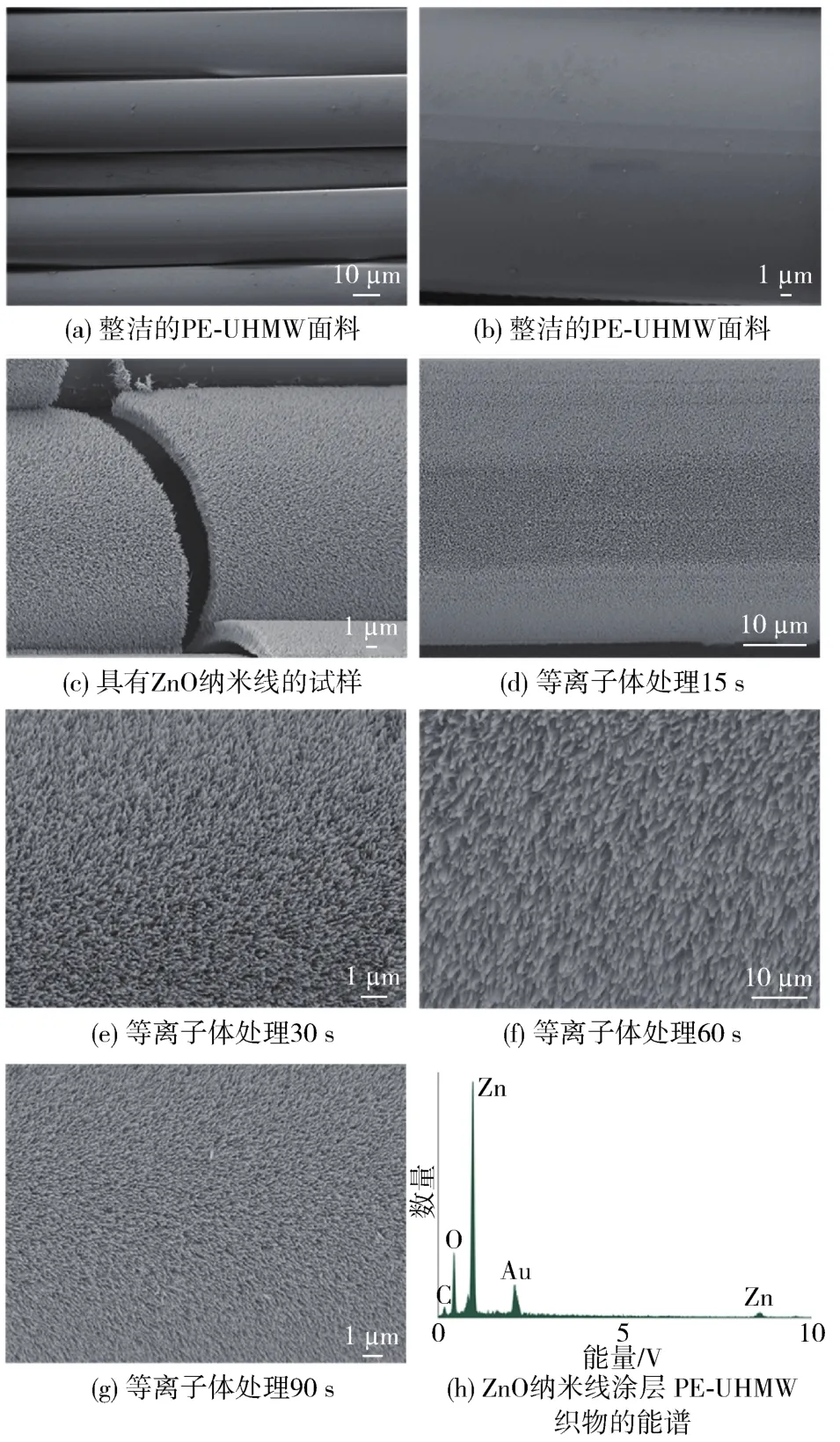
圖16 不同等離子體處理條件下PE‐UHMW‐ZnO的SEM照片及能譜圖[58]Fig.16 SEM images and energy spectrum of PE‐UHMW‐ZnO at different plasma treatment conditions[58]
如圖17所示,Jin等使用氧氣等離子體轟擊PE‐UHMW纖維表面,通過提高氫鍵鍵合力以及機械互鎖力進而提高其與聚吡咯(PPy)涂層之間的結合強度[59],發現在放電功率500 W、環境氣壓為30 Pa的外部條件下,氧氣等離子體處理PE‐UHMW纖維會引入大量的C=O鍵與氫鍵,而這些化學鍵有利于PPy涂層的結合。因此,經過等離子體預處理后的纖維對PPy的附著力提升了848%,壓縮性能提升了54%。未經等離子體處理的復合纖維對基體的IFSS為3.6 MPa,而經等離子體處理后復合纖維對基體的IFSS提升至10.4 MPa。
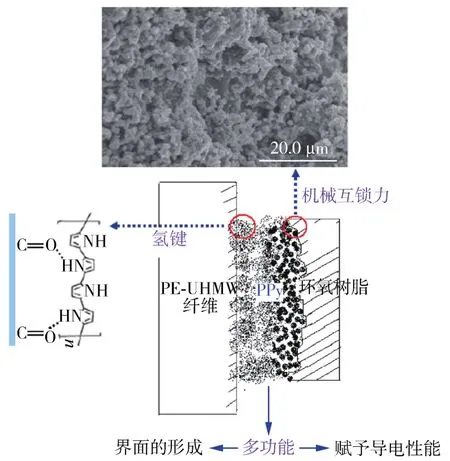
圖17 等離子體與PPy涂層改性PE‐UHMW纖維界面設計[59]Fig.17 Interface design of PE‐UHMW fiber modified by plasma and PPy coating[59]
3 結語
PE‐UHMW制品擁有廣泛的應用領域,近年來對于其改性主要集中于作為人工關節等摩擦副,纖維制品以及纖維增強材料。本文主要綜述了近年來科研工作者在這兩大領域的研究探索。作為人工關節,PE‐UHMW面對的問題主要是磨損顆粒帶來的骨溶解等疾病,因此科研人員進行了大量的改性研究以提高PE‐UHMW耐磨性能;除上文提及的輻照交聯、填充及共混改性外,還有接枝改性及潤滑劑方面的改性。如今人工關節研究面臨的挑戰在于如何在改善其耐摩擦性同時抑制磨損碎屑所誘發的炎癥。作為纖維材料,PE‐UHMW所面對的問題主要是低表面黏結性。上述改性方法中,等離子體改性雖可引入極性基團,但是其效果具有時效性,這將是其面臨的挑戰。當今學者普遍認為化學酸蝕的方法雖可改善其表面性能,但是對其力學性能將產生一定的影響,而涂層改性作為1種不損傷纖維本身的改性方法得到了廣泛的認可。除上述的改性方法以外,可通過接枝改性纖維與納米材料填充共同增強纖維復合材料基體。近年來,單一的改性手法已無法滿足對PE‐UHMW纖維的性能要求,可使用2種方式組合共同改性纖維,保證纖維完整性同時改善其表面性能。
猜你喜歡
紡織科學研究(2020年1期)2020-05-21 00:31:06
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2016年2期)2016-06-15 20:30:00
中國塑料(2016年2期)2016-06-15 20:29:59
中國塑料(2016年5期)2016-04-16 05:25:36
廣西林業科學(2016年3期)2016-03-16 05:43:30
中國塑料(2015年3期)2015-11-27 03:41:38
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19