熱軋卷板剖分料的冷軋生產(chǎn)工藝研究及實(shí)踐
2022-08-03 08:39:42鄭傳寶
山西冶金 2022年3期
關(guān)鍵詞:產(chǎn)品
鄭傳寶, 馮 哲
(河鋼集團(tuán)衡水板業(yè)有限公司, 河北 衡水 053400)
冷軋用普碳熱軋卷板,特別是寬度在1 000 mm以上的熱軋卷板(俗稱大板),其生產(chǎn)普遍采用國內(nèi)外先進(jìn)的熱軋工藝裝備,產(chǎn)品質(zhì)量?jī)?yōu)于絕大部分國產(chǎn)熱軋中寬帶產(chǎn)品(俗稱原邊料);同時(shí)大板具有采購方便、交貨及時(shí)、價(jià)格適中等優(yōu)勢(shì)。本文主要針對(duì)剖分用熱軋卷板相關(guān)參數(shù)控制要求及剖分用料規(guī)則、剖分料冷軋生產(chǎn)工藝等方面進(jìn)行了重點(diǎn)實(shí)踐研究。本文暫且稱未剖分直接酸洗軋制的熱卷板為原邊料,稱熱軋卷板剖分后的原料為剖分料。
1 剖分料使用現(xiàn)狀
當(dāng)前,大板經(jīng)原料剪剖分成合適的寬度后,被國內(nèi)眾多中小規(guī)模冷軋廠家廣泛使用在其冷軋機(jī)組上,用途涵蓋熱鍍鋅彩涂、小家電五金、電鍍錫板等產(chǎn)品;冷軋廠家只需采購有限的幾種規(guī)格即可滿足正常生產(chǎn)需求,特別適合訂單品種多、批量小的中小規(guī)模冷軋廠使用,可有效避免原邊料訂貨規(guī)格偏多帶來的加價(jià)及交貨期問題,因此,大板剖分料受到中小冷軋廠家的廣泛青睞。但是與原邊料成熟的冷軋生產(chǎn)工藝相比,剖分料因其寬度方向斷面形狀的特殊性,導(dǎo)致在冷軋工藝及原料要求方面與原邊料相比具有明顯不同,而在以往文獻(xiàn)中,對(duì)相關(guān)冷軋生產(chǎn)工藝研究及實(shí)踐鮮有提及,因此,對(duì)剖分料的冷軋生產(chǎn)工藝進(jìn)行研究具有一定現(xiàn)實(shí)意義。原料剪剖分生產(chǎn)及剖分后卷取過程如圖1、圖2 所示。

圖1 原料剪剖分生產(chǎn)

圖2 原料剪剖分后卷取
2 用于剖分料的大板控制要求
2.1 大板板凸度及板形的要求
根據(jù)相關(guān)研究及實(shí)踐證明[1],正常情況下大板沿寬度方向的斷面輪廓形狀為大致對(duì)稱的凸型,分別由中心區(qū)、兩側(cè)邊部減薄區(qū)(距離帶鋼邊緣50~75 mm范圍內(nèi)的位置)和驟減區(qū)(距離帶鋼邊緣9.5~25 mm的位置)組成,某熱卷廠家SPHC 材質(zhì)2.0 mm×1 490 mm 和2.75 mm×1 745 mm 規(guī)格熱卷板沿寬度方向厚度的典型輪廓曲線如圖3、圖4 所示。
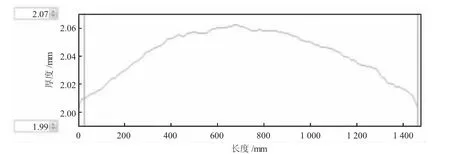
圖3 2.0 mm×1 490 mm 規(guī)格熱卷板寬度方向厚度的典型輪廓曲線
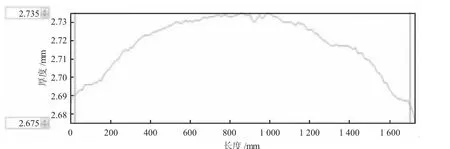
圖4 2.75 mm×1 745 mm 規(guī)格熱卷板寬度方向厚度的典型輪廓曲線
由圖3、圖4 可見,大板寬度方向的凸型斷面形狀必然導(dǎo)致剖分后的原料呈現(xiàn)一側(cè)薄一側(cè)厚的凸楔形情況。因此根據(jù)冷軋板凸度一定的原則[2],為滿足下游客戶需求,保證冷軋后產(chǎn)品沿寬度方向上的厚度三點(diǎn)差及板形符合標(biāo)準(zhǔn)要求,必須對(duì)剖分前大板板凸度大小進(jìn)行嚴(yán)格控制。例如,電鍍錫基板產(chǎn)品要求距寬度邊緣6 mm 位置的厚度(取與中間檢測(cè)實(shí)際厚度差異最大者)與中間厚度的偏差率不得大于1%(見下頁式(1))[3],以避免下游客戶在分裁小張制罐后,導(dǎo)致重量差異超標(biāo);以公稱規(guī)格0.195 mm×832 mm 的鍍錫基板產(chǎn)品為例,如果帶鋼中間實(shí)際厚度為0.194 mm,那么兩邊部的厚度要求分別不低于0.192 mm,同時(shí)不高于0.196 mm。根據(jù)板凸度一定原則,冷軋成品和熱軋?jiān)系臋M斷面形狀具有相似的形狀,現(xiàn)實(shí)生產(chǎn)統(tǒng)計(jì)亦證明了該論斷,剖分料及原邊料生產(chǎn)各厚度成品兩邊部平均厚差統(tǒng)計(jì)對(duì)比情況如表1 和表2 所示。由此可見,原邊料成品兩邊部厚度差絕對(duì)值明顯比剖分料要小。
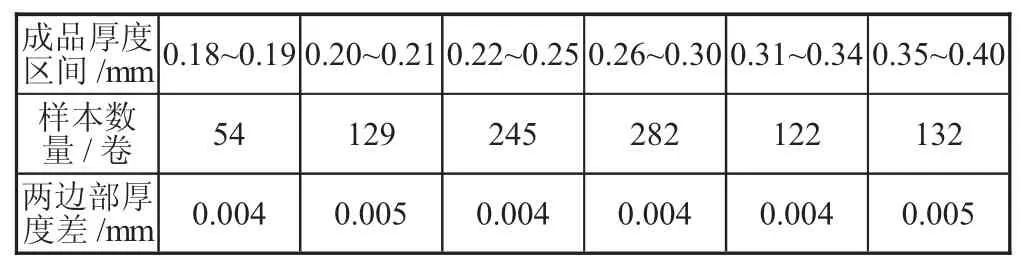
表1 剖分料生產(chǎn)各厚度成品兩邊部平均厚差統(tǒng)計(jì)

表2 原邊料生產(chǎn)各厚度成品兩邊部平均厚差統(tǒng)計(jì)
假如采用2.5 mm 厚度的剖分料生產(chǎn)以上厚度產(chǎn)品,則成品兩邊部應(yīng)分別對(duì)應(yīng)剖分料的薄邊和厚邊,如果剖分前大板的正中間實(shí)際厚度為2.5 mm,則冷軋總壓下率為(2.5-0.196)/2.5×100%=92.16%,同時(shí)根據(jù)板凸度一定原則倒推,大板的邊部厚度應(yīng)該不低于0.192/(1-92.16%)=2.45 mm,即可滿足以上成品關(guān)于厚差率的要求,同時(shí)可計(jì)算出原板絕對(duì)凸度值為2.5-2.45=0.05 mm,因此要求剖分前大板的板凸度盡可能的小,同時(shí)考慮到熱軋的控制能力和水平,一般原板C40(距離兩邊部各40 mm 的位置)凸度要求控制在≤0.04 mm。另外,為了保證剖分后帶鋼兩側(cè)板形差異盡量最小化,要求大板的邊浪和中浪盡量控制在合理范圍內(nèi),不平度一般要求不超過20 mm。
厚度偏差率的計(jì)算如下:

式中:tn為中間檢測(cè)實(shí)際厚度;t6為距寬度邊緣6 mm位置的厚度(取與中間檢測(cè)實(shí)際厚度差異最大者)。
同樣的道理,在板凸度絕對(duì)值一定的情況下,帶鋼總壓下率越大,則最終成品的三點(diǎn)差值越小,例如采用中間厚度分別為2.0 mm 和3.0 mm 的原邊料剖分后生產(chǎn)0.3 mm 厚度的產(chǎn)品,兩種厚度的原邊料寬度方向的厚度輪廓曲線對(duì)比如上頁圖3 和圖4 所示,可見不同厚度的原板板凸度絕對(duì)值基本相同。假設(shè)兩個(gè)厚度規(guī)格的原邊料C40 板凸度均控制在0.04 mm,兩種厚度規(guī)格的原料生產(chǎn)0.3 mm 厚度的產(chǎn)品總壓下率分別為85%、90%,則成品厚邊和薄邊厚度分別為0.30 mm、0.294 mm 及0.30 mm、0.296 mm(以上未考慮冷軋對(duì)邊部減薄的影響),也就是說冷軋總壓下率較大的成品兩邊部厚差明顯減小,因此如果客戶對(duì)寬度方向三點(diǎn)差有較高要求,可以采用提高總壓下率的方法來改善,但同時(shí)會(huì)對(duì)軋機(jī)的潤滑能力提出更高的要求。
2.2 剖分方式
根據(jù)剖分位置的不同,剖分料大體可分為中分和偏分,如圖5、圖6 所示,剖分后寬度方向的斷面形狀變?yōu)榈湫偷男ㄐ危移史趾笃渲幸粋?cè)不再存在邊部減薄區(qū)和驟減區(qū),這就決定了其冷軋工藝及最終成品必然與原邊料產(chǎn)品有所區(qū)別。為保證成品板型及三點(diǎn)厚差在標(biāo)準(zhǔn)范圍內(nèi),根據(jù)理論推斷及長(zhǎng)期生產(chǎn)實(shí)踐,中分是滿足板型控制要求的最佳剖分方式,而偏分則是滿足三點(diǎn)厚差要求的最佳剖分方式。因此,在大板板凸度滿足標(biāo)準(zhǔn)要求的前提下,中分是最佳的剖分方式,其次是偏分后較窄的那一條帶鋼,而較寬的那條帶鋼由于存在局部高點(diǎn),導(dǎo)致冷軋后易出現(xiàn)肋浪板型,后期罩退及平整時(shí)易出現(xiàn)粘鋼和橫折印(屈服紋)缺陷,因此對(duì)于三點(diǎn)差和板型均要求較高的產(chǎn)品,可以采用偏分后較窄的那條帶鋼進(jìn)行生產(chǎn)。
圖5 中分

圖6 偏分
2.2.1 中分剖分料的冷軋生產(chǎn)實(shí)踐
該剖分方式是從大板的正中間進(jìn)行分裁,剖分后取得兩條寬度相等、互相對(duì)稱的帶鋼,兩條帶鋼的薄邊和厚邊在寬度方向的斷面輪廓曲線為方向相反的凸楔形;由于剖分前大板多存在邊浪或者中浪,因此剖分后的兩條帶鋼呈現(xiàn)的板形情況相反,楔形方向的不同必然導(dǎo)致軋制時(shí)輥縫存在明顯差異。根據(jù)板凸度一定原則,要想軋制出良好的板型,則必須保證沿帶鋼寬度方向上每個(gè)點(diǎn)的延伸率保持一致。為了適應(yīng)來料的楔形狀況,軋制輥縫必須調(diào)整到與之相適應(yīng)的楔形輥縫才能保證最后的板型良好。實(shí)踐表明,原邊料和剖分料的輥縫形狀存在明顯差異,如果仍然按照原邊料的輥縫進(jìn)行冷軋生產(chǎn),輕則導(dǎo)致成品板形不良,重則導(dǎo)致延伸不均重疊進(jìn)鋼而斷帶。軋制之前按照正常程序?qū)佅颠M(jìn)行零位標(biāo)定后壓靠;壓靠完畢后即可正常軋制生產(chǎn),隨著軋制厚度的不斷減薄,輥縫差值將越來越小。
2.2.2 偏分剖分料的冷軋生產(chǎn)實(shí)踐
大板經(jīng)偏分后形成兩條寬度方向斷面形狀完全不同的帶鋼,其中大板的中間凸度高點(diǎn)必然偏分至寬規(guī)格帶鋼上,此時(shí)帶鋼斷面形狀為肋部存在局部高點(diǎn)的不規(guī)則凸型,在這種斷面形狀情形下,如果局部高點(diǎn)控制不利,必然導(dǎo)致后續(xù)冷軋生產(chǎn)時(shí)產(chǎn)生局部肋浪,且該板型在軋制工序無法調(diào)節(jié),只能通過后續(xù)拉矯等精整工序予以減輕,但是必然導(dǎo)致帶鋼內(nèi)部存在較大內(nèi)應(yīng)力,不利于客戶后續(xù)開平使用。綜合分析得出,必須嚴(yán)格控制偏分的位置及大板的板凸度值大小,才能有效減輕冷軋過程中出現(xiàn)板型不良的幾率。根據(jù)多年生產(chǎn)實(shí)踐表明,偏分后的寬度與中分寬度差值應(yīng)盡量不超過20 mm,例如1 790 mm 寬度的大板,偏分最寬不能超過1790/2+20=915 mm;另外一條較窄的帶鋼斷面形狀則與中分帶鋼相似,但是寬度方向三點(diǎn)厚度差更小,可以滿足厚差要求更小的產(chǎn)品。綜上分析可知,偏分的兩條帶鋼可以滿足不同要求的產(chǎn)品,可以將較寬的那條帶鋼應(yīng)用于要求較低的冷軋產(chǎn)品,將較窄的那條應(yīng)用于要求較高的產(chǎn)品。
3 結(jié)論
1)冷軋軋制板形并不追求“死平”效果,這是后部生產(chǎn)工序?qū)堉圃逡欢ㄆ街倍热毕菘刂频膬?nèi)在需求[4];通過控制大板的板凸度及剖分位置,同時(shí)綜合運(yùn)用拉矯、平整等后續(xù)改善板型的手段,可以生產(chǎn)出符合標(biāo)準(zhǔn)要求的冷軋電鍍錫產(chǎn)品。
2)在大板板凸度絕對(duì)值一定的情況下,提高剖分料的總壓下率不但可以獲得更小的三點(diǎn)差,而且會(huì)使產(chǎn)品板型也得到明顯改善,但是對(duì)軋機(jī)的潤滑系統(tǒng)提出更高的要求。
3)為保證剖分后兩條帶鋼板形基本一致且利于后期冷軋生產(chǎn),減輕剖分后對(duì)產(chǎn)品質(zhì)量的影響,特制定了大板剖分用料規(guī)則,用于指導(dǎo)現(xiàn)場(chǎng)排產(chǎn)。大板剖分一般盡量采用上頁圖5 所示中分方式,如排產(chǎn)確實(shí)需要偏分,對(duì)于偏分料,較窄的那條帶鋼可以滿足三點(diǎn)差和板型要求均較高的產(chǎn)品,例如飲料罐和食品罐等產(chǎn)品,而較寬的那條帶鋼可用于要求稍低的薄規(guī)格干雜罐等產(chǎn)品,不建議用于較厚規(guī)格的化工桶等產(chǎn)品,以防后期肋浪產(chǎn)生的內(nèi)應(yīng)力對(duì)產(chǎn)品板形等造成影響。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
物流技術(shù)與應(yīng)用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
