ER70S-6 焊絲鋼質量提升實踐
2022-08-03 08:40:14周慧敏李勇強
山西冶金 2022年3期
周慧敏, 李勇強, 柴 磊
(陜鋼集團漢中鋼鐵有限責任公司, 陜西 漢中 724200)
ER70S-6 焊絲用熱軋盤條是國內外常用的氣體保護焊絲用鋼,該焊絲焊接電弧穩定、焊縫性能優良,廣泛應用于車輛船舶、石油化工、建筑橋梁等行業的金屬結構焊接生產[1-2],屬于國民經濟易耗品。陜鋼集團漢中鋼鐵有限責任公司(全文簡稱漢鋼公司)成功開發Φ5.5 mm 規格ER70S-6 焊接用鋼盤條,并針對其強度適用性和外觀質量開展了提升實踐。
1 設備及工藝簡介
工藝設備及流程:加熱爐—高壓水除鱗—粗軋機組—中軋機組—水冷1 區—預精軋機組—水冷2區—精軋機組—水冷3 區—減定徑機組—水冷4 區—夾送輥—吐絲機—斯太爾摩冷卻線—集卷筒—PF 線。
2 技術要求
2.1 化學成分要求
C 在焊接過程中可以與氧反應生產CO 和CO2,也可隔離熔池及電弧區周圍的空氣,減少空氣中的氧、氮等氣體對焊縫的不良影響。但是過高的w(C)會造成焊縫裂紋、焊接過程易飛濺[3-4]的情況發生。因此,w(C)應在滿足性能要求的范圍內取下限。
Mn、Si 可有效提高焊絲強度,也是重要的脫氧劑,能夠起到較好的脫氧及脫硫作用。但是隨著w(Mn)、w(Si)的增加,鋼中夾雜物的含量也易增加,且易產生偏析和帶狀組織[5]。因此,w(Mn)、w(Si)應盡量偏下限控制,以保證焊絲鋼的優良力學性能,同時獲得良好的內部組織。
鋼中的P、S 元素屬有害元素,P 元素通過固溶強化作用能夠顯著提高鋼材強度、硬度,降低低溫韌性,并且P 具有嚴重的偏析傾向,不利于鋼材拉拔性能[6-7]。S 元素則會導致鋼產生熱脆,焊接過程中在應力作用下易產生結晶裂紋,但是一定范圍內w(S)的增加能夠提高焊縫鋼水流動性,于焊縫表面質量有利[8-10]。因此,應盡量減少w(P),合理控制w(S)。
經過分析,根據GB/T 3429—2015 對焊接鋼用盤條的化學成分要求,制定了漢鋼公司內控要求,具體如表1 所示。
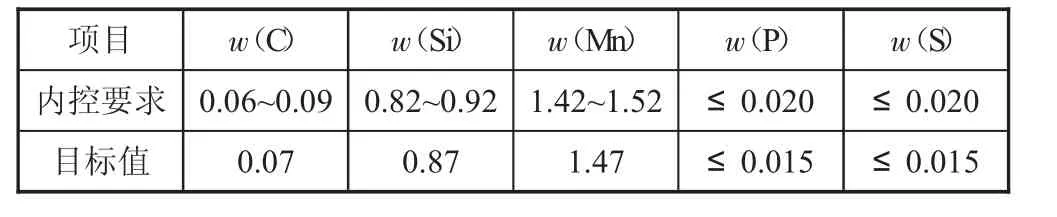
表1 ER70S-6 焊絲用鋼化學成分 %
2.2 力學性能及組織
焊絲的強度和塑性需滿足下游拉拔要求,抗拉強度不宜過高,生產中控制目標值在560 MPa 以下,且波動盡可能小。ER70S-6 焊絲鋼w(C)低,其組織組成為大量鐵素體加珠光體,組織應均勻、細小。
3 軋制工藝
3.1 溫度控制
軋制溫度直接影響奧氏體晶粒的長大,軋制溫度高,奧氏體晶粒粗大,轉變后的晶粒粗大,可以在一定程度上避免成品線材強度過高;但是粗大的奧氏體晶粒會顯著推遲鐵素體轉變,降低組織中鐵素體含量,促進貝氏體等組織轉變,不利于焊絲鋼塑性提升;而細晶粒奧氏體穩定性低,孕育期短,緩慢冷卻速度下可以有效避免貝氏體、馬氏體等有害組織產生[11]。結合生產實際,將吐絲溫度控制在900 ℃左右。
3.2 軋后冷卻控制
針對ER70S-6 焊絲鋼抗拉強度進行了工藝調整試驗。為改善拉拔性能,在對焊絲鋼的軋后冷卻工藝中采用緩慢型冷卻方式,不使用風機,并在輥道上方加蓋保溫罩。主要通過調整運輸輥道速度來控制軋后冷卻,從而優化抗拉強度指標。具體工藝調整情況如表2 所示。
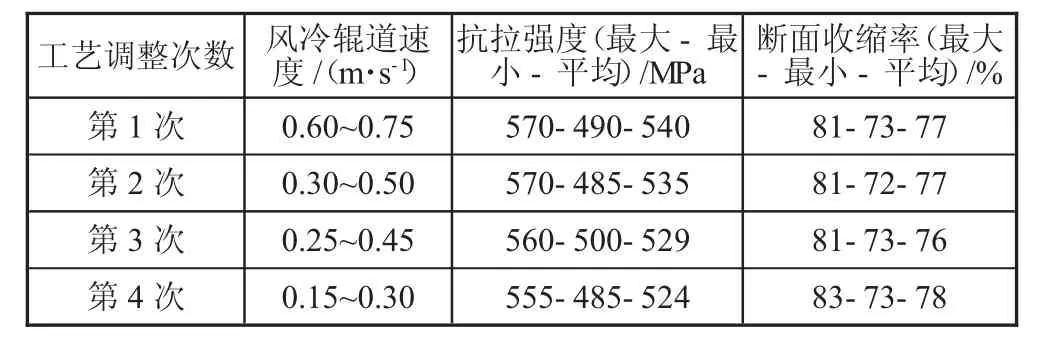
表2 焊絲鋼工藝調整情況及力學性能
由表2 可以看出,隨著風冷輥道速度的降低,焊絲鋼抗拉強度平均值逐漸降低,斷面收縮率變化不大。經測算,輥道速度由0.60 m/s 降低至0.15 m/s,焊絲鋼軋后冷卻速度由1.8 ℃/s 降低至0.8 ℃/s,抗拉強度平均值降低約16 MPa。
3.3 外觀控制
ER70S-6 盤條對尺寸精度也有較嚴格的要求,因為盤條尺寸精度對拉拔工藝影響很大。當盤條尺寸偏差過大時,會影響拉拔過程及拉絲模具壽命。在軋制過程中通過提高軋機、軋輥及導衛安裝精度,靈活調整張力,使得成品焊絲鋼尺寸偏差在±0.15 mm 以內,表面質量良好。
ER70S-6 盤條生產中,若除鱗除不干凈,氧化皮易在軋制過程中被壓入基體,導致下游用戶在剝殼過程中難以將其去除干凈。為避免出現此情況,在軋鋼工序中要適當降低加熱爐溫度,避免長時間停機加熱保溫,同時提高水除鱗壓力,以提高除鱗效果。
4 成品性能及組織
4.1 力學性能
通過以上軋制工藝的控制調整,生產的焊絲鋼盤條力學性能如表3 所示。從表3 可看出,ER70S-6 焊絲鋼抗拉強度和通條性能穩定,塑性良好,滿足焊絲鋼用戶要求。

表3 ER70S-6 焊絲用鋼力學性能
4.2 顯微組織
對盤條的顯微組織進行觀察,如圖1 所示,盤條組織為均勻鐵素體加珠光體組成,鐵素體含量為80%~85%,晶粒度9~10 級,晶粒度適中,組織良好。
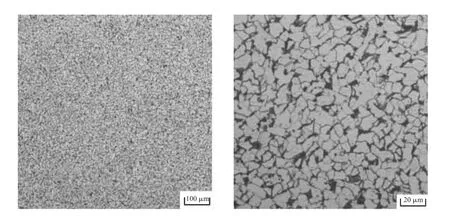
圖1 ER70S-6 焊絲用鋼盤條顯微組織
5 結論
1)焊絲鋼化學成分須嚴格控制,在滿足強度的前提下,C、Si、Mn 含量不宜過高,P、S 及氣體含量也應保持在較低水平。
2)軋后冷卻控制對焊絲鋼抗拉強度影響較大,為獲得較好的拉拔性能,將焊絲鋼軋后冷卻速度控制在1.0 ℃/s 以下為宜。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
