Q235A鋼表面TIG堆焊銅合金的組織和性能研究
2022-07-26 06:10:42劉永玲查開旭毛文濤丁永金舒寶盛
焊管 2022年7期
關鍵詞:焊縫
0 前言
Q235A鋼容易冶煉,工藝性好,價格低廉,能夠滿足一般工程結構及普通零件的要求,然而由于Q235A鋼表面硬度低、耐腐蝕性差等缺點限制了其在更多領域的應用
。大量的生產實踐表明,Q235A鋼不但會在酸性以及中性的介質中發生電化學腐蝕,而且在堿性介質中耐蝕性也較差,在高溫濃堿中耐腐蝕性更差
。并且Q235A鋼在潮濕環境中也容易腐蝕形成FeOOH,FeOOH疏松多孔,容易產生腐蝕和磨損的交互作用,這種腐蝕交互作用可使磨損的速率增大幾十倍。
近年來隨著對表面高硬度、耐磨、耐腐蝕,內部保持良好塑韌性材料的研究,表面改性技術獲得了很好的發展和應用,已成功用來提高工程零部件、航空零件、運動器材等的耐磨性和硬度
。氣體鎢極氬弧焊(TIG)是一種較方便的表面改性方法。TIG堆焊是在惰性氣體保護下,利用鎢電極與工件間產生的電弧熱熔化母材和填充焊絲 (如果使用填充焊絲)的一種焊接方法
。經多次試驗表明,該冶金結合方法可得到無裂紋的熔覆層。
銅基合金具有良好的耐蝕性、導熱性及耐粘著磨損性,廣泛應用于石油、石化、機械、礦山等領域。然而,其強度低于鋼鐵材料,價格比一般鋼鐵材料昂貴,并且在有些場合很難甚至無法滿足工程實際的要求,往往需要材料結構兼有銅與鋼的性能
。在石油化工、航空航天和兵器制造領域便有了在鋼基體表面堆敷銅合金層,在保證鋼材性能的同時,兼有了銅的導電導熱性能
。一般在堆焊過程中不僅要求堆焊層與基體實現冶金結合,有較高的結合強度,而且要求很低的稀釋率。熔池的金屬凝固過程直接影響堆焊層的組織結構和力學性能
,該過程包括傳熱、流體、化學反應等復雜現象。一些研究表明,熔覆層復雜的微觀結構是提高耐磨性和硬度的關鍵因素
,因此有必要對熔覆層微觀組織進行研究。本研究在Q235A鋼板表面用CuSi
銅合金焊絲進行堆焊試驗,并分析了堆焊層的組織和性能。
(2)分區內施工順序: 清挖施工受碼頭影響較大,計劃先配合總包方拆除碼頭。開工后先開挖港池,將高于-5.0m標高的淤泥開挖到-5.0m(考慮600噸吊船吃水),再清挖碼頭附近區域(碼頭前后5米區域及箱內回填料),碼頭拆除后再同時清挖碼頭后方區域及基槽、港池區域。
1 試驗材料及設備
1.1 試驗材料
本次試驗母材采用4塊Q235A鋼板,鋼板尺寸400 mm×70 mm×3.8 mm,其主要化學成分及力學性能見表1和表2。試驗用焊接材料為CuSi
銅合金焊絲,焊絲直徑為0.8 mm,主要化學成分見表3。



1.2 試驗設備
用2號、12號和18號堆焊試樣制作成金相試驗樣品,采用掃描電鏡觀察焊縫斷面微觀形貌。圖2所示為焊縫試樣橫截面宏觀照片,圖3所示為12號試樣母材及熱影響區金相組織。從圖2和圖3可以看出,作為亞共析鋼,母材的組織主要由鐵素體和珠光體組成。粒狀的珠光體彌散分布在比較粗大的鐵素體晶粒中間。而熱影響區組織經歷過回復(新的無畸變晶粒出現之前所產生的亞結構和性能變化階段)、再結晶(出現無畸變等軸新晶粒逐步取代變形晶粒的過程)和晶粒長大(再結晶結束之后晶粒繼續長大)過程,從而得到尺寸為較穩定、無畸變的細等軸晶粒。
其他設備包括J1G-SD41-350N型材切割機、信達MD2215A臺式砂輪機、XQ-2型金相鑲嵌機、MP-2型拋光機、XJP-6A數碼金相顯微鏡、JH-16型壓力機、F-P400型球磨機及XL30ESEM-TMP型環境掃描電鏡。
2 焊接工藝及過程
2.1 焊接工藝
堆焊工藝試驗采用TIG焊,直流正接,焊縫長度70 mm。保持焊接電弧長約4.5 mm;送絲角度20°~30°,焊絲末端距工件高度l mm;鈰鎢極直徑2.4 mm,尖端錐角約35°;保護氣體為99.9%的普通工業純氬,氣體流量10~15 L/min。
基于表4中的30組試驗,選擇2號、12號和18號做金相試驗,12號進行硬度和腐蝕性試驗。
傻子毛二一臉惶恐,擔著兩個大四鼻陶罐下了井臺。罐子里的水晃蕩著往外淌。毛二的步子在陽光下開始變得瘦小。像一陣風,瞬間,消失在小巷盡頭的竹林里。
2.2 焊接參數及試驗結果
用化學浸泡試驗來研究堆焊層耐腐蝕性能。將12號堆焊接試樣切割成規則尺寸的腐蝕試樣,用樹脂鑲嵌,留出堆焊熔覆層和母材結合面并磨制拋光。同時,用未進行堆焊的Q235A鋼板制作腐蝕試樣作為對照。采用質量分數15%的FeCl
鹽酸溶液作為腐蝕液,試驗溫度25℃,時間24 h,以試樣腐蝕形貌來評價其耐腐蝕性能。通過觀察發現,兩組試樣經過腐蝕試驗后,母材發生了嚴重腐蝕,堆焊層未發現明顯腐蝕,這是因為銅合金含有可以形成保護膜的鎳元素,表現出更好的耐腐蝕性,由此表明,Q235A鋼表面堆焊銅合金后其表面耐蝕性顯著提高。
對民族村寨旅游的可持續發展進行深入探究,要求不僅可以實現民族村寨旅游發展的短期目標,促進當地居民的經濟收入提升,發展當地特色旅游。還要能夠通過多種措施,使得人與自然和諧相處,并適度發掘民族村寨旅游潛力,使子孫后代也能分享民族村寨旅游的成果。
氬氣是惰性氣體,在焊接過程中既不與金屬發生化學反應,也不溶解于金屬中,這為獲得高質量焊縫提供了良好條件
。但是氬氣與還原性氣體或氧化性氣體不同,不具備脫氧或去氫能力,因此TIG焊焊接過程對焊件上的污染極為敏感。為保證焊接質量,焊前必須將焊件和焊絲等清理干凈,不殘留污染物
。須清除的污染物有油脂、油漆、涂層加工時用的潤滑劑、塵土和氧化膜等。堆焊前將待焊表面用砂紙進行手工逐級磨光,以去除試件表面的氧化膜和吸附層,然后用丙酮擦拭待焊試件表面,用熱風吹干后即可進行堆焊試驗。

3 試驗結果分析
3.1 金相試驗分析
焊接設備是福尼斯TT2200型全數字直流TIG焊機、KD4010送絲機、工業控制機和XKA714B/1E數控銑床等組裝成的堆焊成型系統。
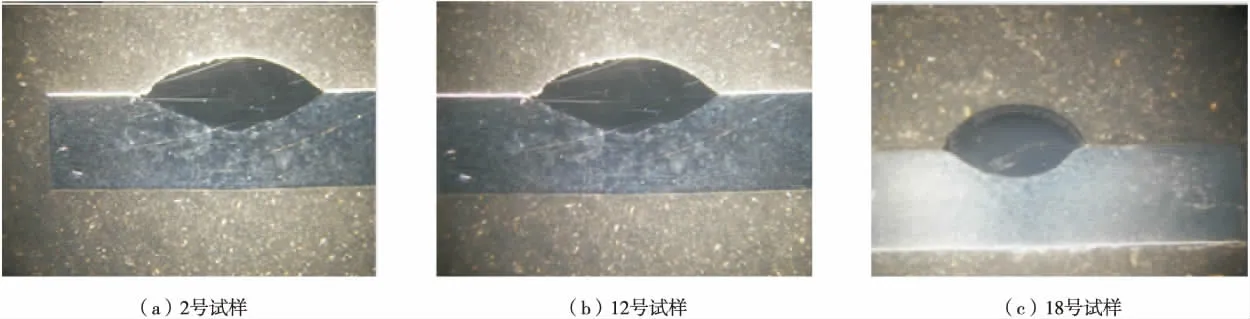
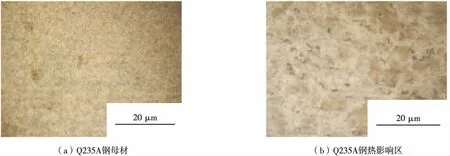
圖4為銅合金堆焊層與母材結合區組織,從圖4可以看出,靠近母材結合部分的組織有部分等軸晶,這是因為有Fe滲透進去,即堆焊過程中發生泛鐵現象
。銅與鋼在高溫下無限互溶,焊接過程,鋼基體發生熔化進入液態銅合金中。當熱輸入加大時,鋼基體大量熔化,在電弧力攪拌作用下與液態銅合金混合,冷卻后殘存在銅合金中以游離相形式存在,形成泛鐵相。
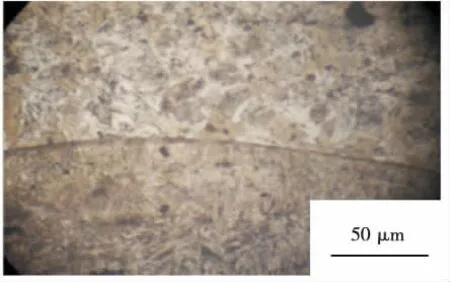
圖5為銅合金堆焊層金相組織,由圖5可見,其組織主要為等軸晶。鐵在銅中溶解度有限,當溫度下降時,溶解度也隨著降低,鐵元素就會機械混合于銅中。銅和鐵在液態可以無限互溶,因此在鐵熔滴溶解過程中,銅液體也溶解進鐵液滴中。
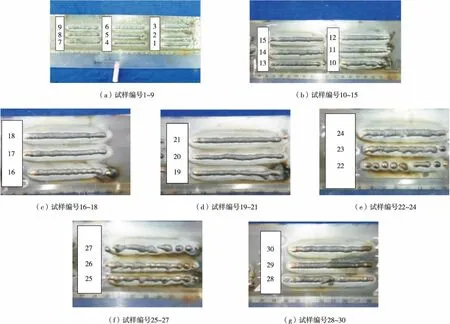
由相關試驗得知,TIG堆焊銅合金最合適電流為110~130 A,送絲速度為90~130 cm/min,焊接速度為100~140 mm/min。通過分別控制焊接速度、 送絲速度和焊接電流進行試驗,共設計了30組數據,焊接參數見表4,堆焊層形貌如圖1所示。

3.2 堆焊層硬度
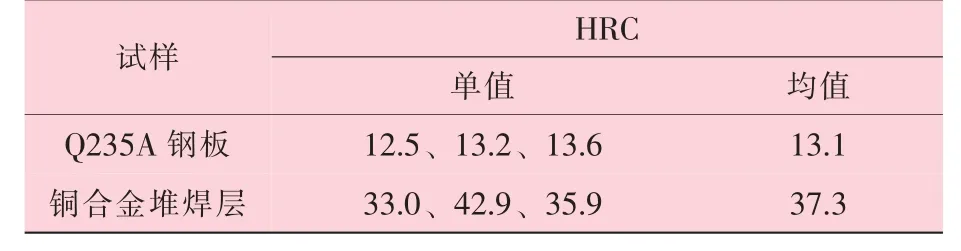
采用HVS-1000型顯微硬度計測試Q235A鋼板及銅合金堆焊層顯微硬度,載荷100 g,加載時間15 s,每個試樣測3個值,如果離散太大則測5個值,最后求平均值。測量的試樣是堆焊銅合金試驗中12號堆焊試樣,并與未進行堆焊的Q235A鋼板對照,測試結果見表5。從表5可以看出,Q235A鋼板表面硬度值較低,而銅合金堆焊層表面硬度值比Q235A鋼板高,達到了預期目標。
3.3 堆焊層耐蝕性
采用TIG焊在Q235A鋼板上進行堆焊銅合金試驗,根據銅合金焊絲的不同特點選擇不同的焊接工藝參數,主要影響因素為焊接速度、送絲速度和焊接電流,因此可通過改變焊接速度、送絲速度和焊接電流獲取性能最優的焊縫。在堆焊過程中,先選用固定的焊接速度,通過改變焊接電流和送絲速度,根據焊縫外觀來判斷焊接效果
。主要可通過觀察焊縫外觀的平整度、美觀度和飛濺等具體情況來選擇優化焊縫。對于成形不好的焊縫,可通過調節焊接速度獲取最優的焊接參數
;對于焊縫成形比較好的焊縫,可通過切割后觀察熔深和熔寬來判斷。在試驗過程中應做好數據記錄,并在焊縫上標出焊接參數。試驗時根據焊接參數對焊縫的不同影響來決定需要改變的參數。
綜上所述,CT會產生X線輻射,對患者帶來損傷,該種診斷方式在臨床中使用比較多。因此低劑量CT掃描的臨床研究能夠為社會效益帶來幫助。使用CT來對骨折部位進行清晰的顯示,對胸部創傷患者的臨床應用價值非常高。低劑量多層CT掃描對肋骨骨折的臨床診斷效果比較突出,可以讓患者受到的輻射劑量減少,對患者的健康提供了保障,獲得的圖像質量非常高,臨床中可以將其作為診斷依據,得到正確結果,因此臨床中可以進行推廣使用。
4 結論
(1)利用TIG堆焊方法在Q235A鋼板表面堆焊銅合金,在合適的焊接工藝參數下堆焊層表面成形較好,堆焊層與基體間實現冶金結合。隨焊接熱輸入加大,熔覆層寬度增大,基體表面熔深增加。
從主要特征上看,壯族師公舞的外在形式是戴有面具的,與此同時,也缺少不了刀、劍等,與螞拐舞蹈中的蛙形在造型上頗有相似的地方,其中有雙臂呈蹲襠之式,胳膊肘也同時平舉,與花山壁畫的舞蹈風格相似。
(2)焊接電流、焊接速度和送絲速度影響表面堆焊層熔寬和余高,焊接電流主要決定焊縫熔深,焊接速度主要決定單位長度焊縫的熱輸入。本次試驗Q235A鋼表面TIG堆焊銅合金最優工藝參數為焊接電流120 A,送絲速度90 mm/min,焊接速度為120 mm/min。
BIM技術應用過程中,為實現工程建設三維數據模型的高效節建立,工程建設人員需將文檔系統的信息資源轉化為BIM平臺的數據格式,并確保BIM項目信息管理的實現。該轉化過程中,原數據保留是其應用的基礎,并且輸入系統的控制下,數據信息被引入到交通層,并按照IFC規定進行數據交換,并在文檔信息關聯的同時,確保項目信息模型的建立,從而實現文檔信息對項目工程的管理控制。
(3)在奧氏體銅合金焊接接頭中,按照鐵素體形態的變化定義特征區,較為合理的過渡區由未混合區、部分熔化區和固態相變區組成,其與兩側的焊縫區和熱影響區之間均有明顯的邊界。
(4)焊接接頭的未混合區與焊縫區雖均為凝固組織,但由于化學成分、過熱度和冷卻速度等的差異而形成形態不同的組織。部分熔化區與固態相變區無明顯的組織差異,它們形成的鐵素體細小、不連續、無方向性,奧氏體基體上無柱狀晶形態。
[1]禹業曉,李玉龍,徐健寧,等.Q235鋼板表面TIG法熔覆銅接頭的組織和力學性能[J].航空材料學報,2014,34(1):62-68.
[2]潘強,劉爾璽,馮淳元,等.Q235鋼板表面堆焊不銹鋼改性處理[J].焊管,2017,40(4):22-26.
[3]徐楊.碳鋼表面堆焊鋁青銅組織性能研究[D].蘇州:江蘇科技大學,2021.
[4]劉陽,劉愛國,張興品,等.Q235鋼表面堆焊310不銹鋼的組織與性能[J].沈陽理工大學學報,2017,36(5):67-72.
[5]羅福軍,張貴芳.碳鋼表面堆焊鋁青銅的工藝研究[J].金屬加工(熱加工),2013(8):69-70.
[6]禹業曉.低碳鋼堆焊表面改性工藝及其熱過程分析[D].南昌:南昌大學,2013.
[7]韓啟勇.采用中間層的高強鋼表面堆焊耐腐蝕銅合金工藝及接頭性能研究[D].蘇州:江蘇科技大學,2018.
[8]谷勇.MAG焊熔池在線監測實驗系統的研制及試驗研究[D].武漢:華中科技大學,2016.
[9]熊忠琪,鄧琦林.不銹鋼堆焊層抗磨損腐蝕性能的試驗研究[J].電加工與模具,2009(2):40-43.
[10]黃長偉.全數字脈沖MIG焊接控制系統的研究與設計[D].濟南:山東大學,2010.
[11]張丙堯.管-板自動焊自動定位系統研究[D].西安:西安石油大學,2016.
[12]張金平.鈦管管頭焊接工藝研究[J].中國化工貿易,2015(34):262.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07