高頻直縫焊接鋁管用管坯的質量要求
2022-07-26 06:10:52曹國富
焊管 2022年7期
1 概述
鋁焊管因具有密度小、塑性好、易成型、易釬焊、高導熱性等一系列優良特性以及高性價比,被廣泛應用于汽車、輪船、航空航天、電器、自行車、家居、電池等領域。在早期制造過程中,常采用擠壓、冷拔或者穿孔的工藝獲得圓管、橢圓管、方矩管、六角管、梯形管、凹槽管、凸筋管、復合管等,隨著焊管制造工藝和鋁板、鋁帶、鋁箔軋制技術的發展,現在可通過高頻直縫焊接生產工藝獲得相應管材,這種工藝生產效率更高、成材率更高、管體壁厚精度高、生產成本低、焊接質量穩定。高頻直縫焊接鋁管的質量影響因素見表1,由表1可知,管坯是影響鋁焊管質量的主要因素,然而,目前并沒有針對高頻直縫焊接鋁管生產用管坯的相關標準。
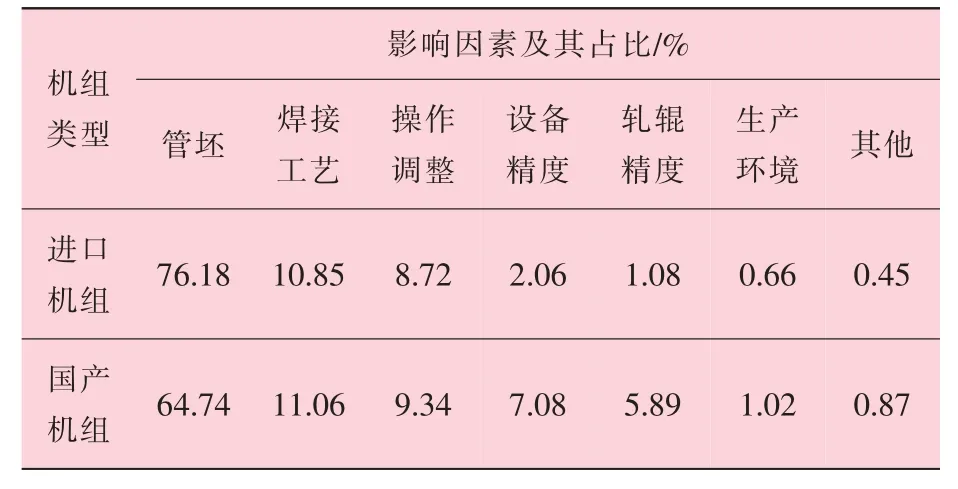
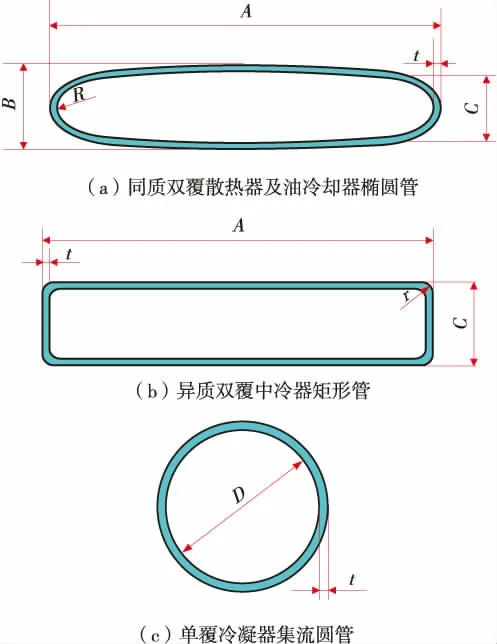
圖1為汽車熱交換器用復合鋁合金冷凝器集流圓管、中冷器矩形管、散熱器及油冷卻器橢圓管示意圖。本研究根據高頻直縫鋁焊管生產工藝的需要,結合鋁板、鋁帶、鋁箔生產技術現狀,從共性和特性兩個方面提出高頻直縫焊接鋁管用管坯的基本要求,以期對相關國家標準的制定提供參考。
2 鋁管坯的共性要求
2.1 管坯寬度
冷凝器集流圓管公稱寬度按照公式(1)確定,即

式中:B
——管坯公稱寬度,mm;
D——圓管公稱直徑,mm;
(2)鋁管坯的包裝
公式(1)中,計算出的寬度多數情況下是一個混小數,四舍五入至十分位后,小于0.5進為0.5,大于等于0.5進為整數。同時,相對狀態為H(加工硬化)的鋁管坯,O(退火)態管坯則需要在取舍后增加0.5~1 mm(當D≤50 mm時,增加0.5 mm;當D>50 mm時,增加1 mm)。
中冷器矩形管公稱寬度按照公式(2)確定,即

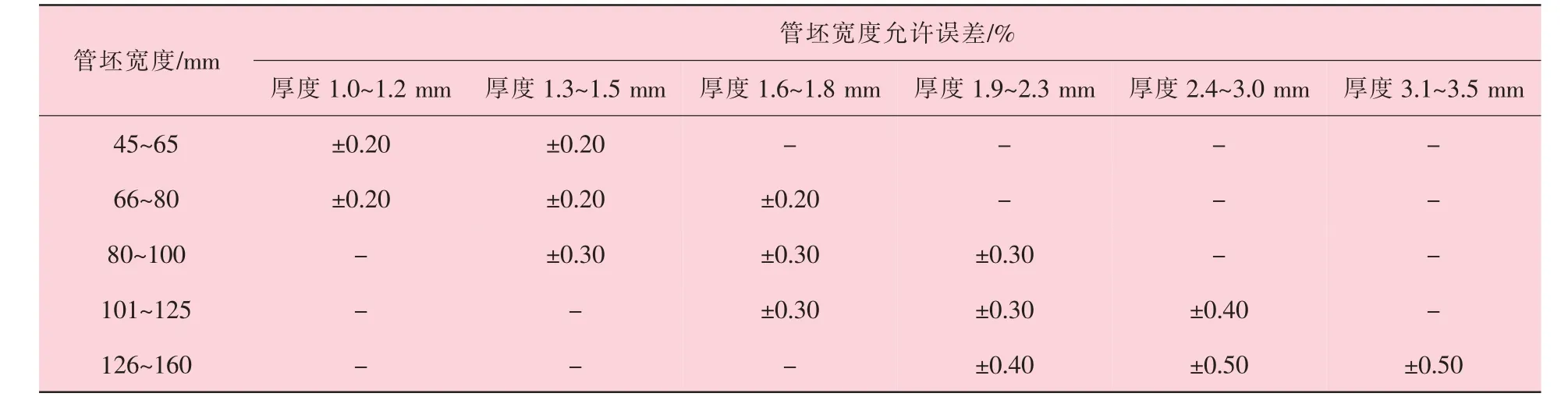
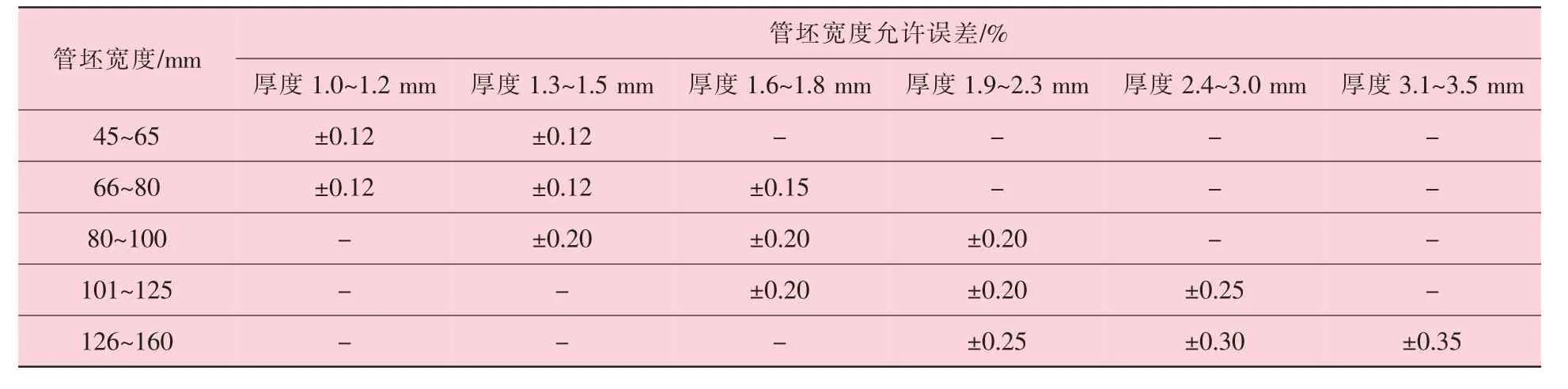
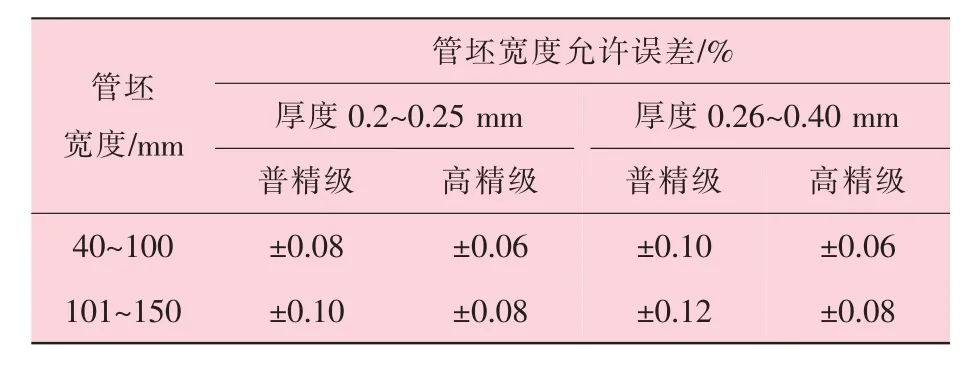
管坯寬度允許誤差與焊管規格、焊管精度、成型方式等密切相關。大管徑、大壁厚、管徑允許誤差大、先成圓后變異的焊管,寬度允許誤差較大;小管徑、小壁厚、管徑允許誤差小、直接成異的焊管,管坯寬度允許誤差要更為嚴格。汽車常用普(高)精級冷凝器集流圓管與散熱器、油冷卻器及中冷器管管坯寬度允許誤差分別見表2~表4。
C——矩形管高度,mm;
1.4.1 手術治療 所有患者均接受TCRA手術。使用GMBH-75438型手術宮腔鏡(德國Richard Wolf公司)及配套設備,所有手術均由經驗豐富的主任醫師或副主任醫師主持,手術時間在患者月經干凈后3~7 d內,要求患者術前禁止性生活1周,術前預處理宮頸,全身麻醉后,宮腔鏡直視下,采用針狀電極分離粘連組織,游離并盡可能地保護殘留子宮內膜,環狀電極切除宮腔內纖維瘢痕組織,顯露宮底部及雙側宮角,雙側輸卵管開口清晰可見即可。
r——矩形管圓角,(°);
t——壁厚,mm;
α——焊接系數,α=0.75~1,t越小取值越大。
2.2 寬度允許誤差
式中:A——矩形管寬度,mm;
傳統的授課模式,教師只需把本門課程中的知識點講解完畢即可,而對于聯系其他學科的知識點關注較少。在職業醫師分階段考試的改革引領下,我們參考了歷年執業醫師考試題,注重了學科知識點的交叉融合,以利于學生更好地適應執業醫師考試的改革。例如:執業醫師考試中關于血型及輸血的相關試題出現頻率較高,該內容涉及組織學、生理學及免疫學的相關知識,但由于以前未與執業醫師考試接軌,組織學授課中只是淺顯的介紹了ABO及Rh血型系統,不夠深入,通過對執業醫師考試的了解,我們在理論授課中加強并拓展了該部分內容,以期為生理學、免疫學及執業醫師考試打下良好基礎。
其中,表8中的荷葉邊高寬比λ的計算方法為
養路機械的保養與維護是設備點檢過程中應著重注意的應用要點。在現階段具體的點檢實施過程中,已經開始使用科技化的檢測設備進行具體的檢測,并通過網絡的應用將養路機械的故障問題上傳至特定的維修平臺中,進而安排專業的維修人員對養路機械的故障進行及時維修。該方式不僅可以促進養路機械的保養與維護的效率,而且可以在一定程度上避免養路機械出現故障,進而促進鐵路運輸的正常運行。
2.3 厚度允許誤差
式中:h——荷葉邊高度,mm;
2.1.1 待測物和內標溶液 精密稱取ZG02對照品適量,用甲醇溶解并定容,配制成質量濃度為20 mg/L的ZG02貯備液;同法配制質量濃度為10 mg/L的內標貯備液;上述溶液均置于4℃冰箱中保存,備用。臨用前,將ZG02貯備液用適量甲醇稀釋后,再以磷酸鹽緩沖液(PBS,pH 7.4,下同)稀釋至孵育濃度,并確保孵育體系中甲醇的含量不超過1%[14];將內標貯備液用甲醇稀釋,得質量濃度為100 μg/L的內標溶液。
常規鋁管坯表面劃傷深度不得超過壁厚偏差的下限;復合鋁管坯防腐層表面劃傷深度不得超過包覆率的30%;用于釬焊的管坯覆層表面不允許存在>(B/5)
面積的脫落。同時,剪切面損傷深度不得超過寬度允許誤差的下限,避免管坯表面產生密集成塊的氧化斑點,從而產生氣泡、氣孔、金屬及非金屬壓入、油跡、擦傷、印痕及條紋等缺陷。
2.4 切口形貌
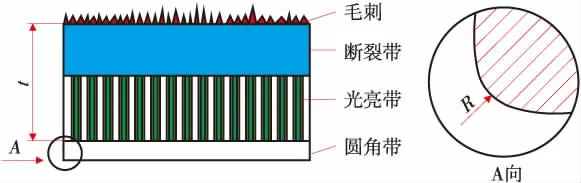
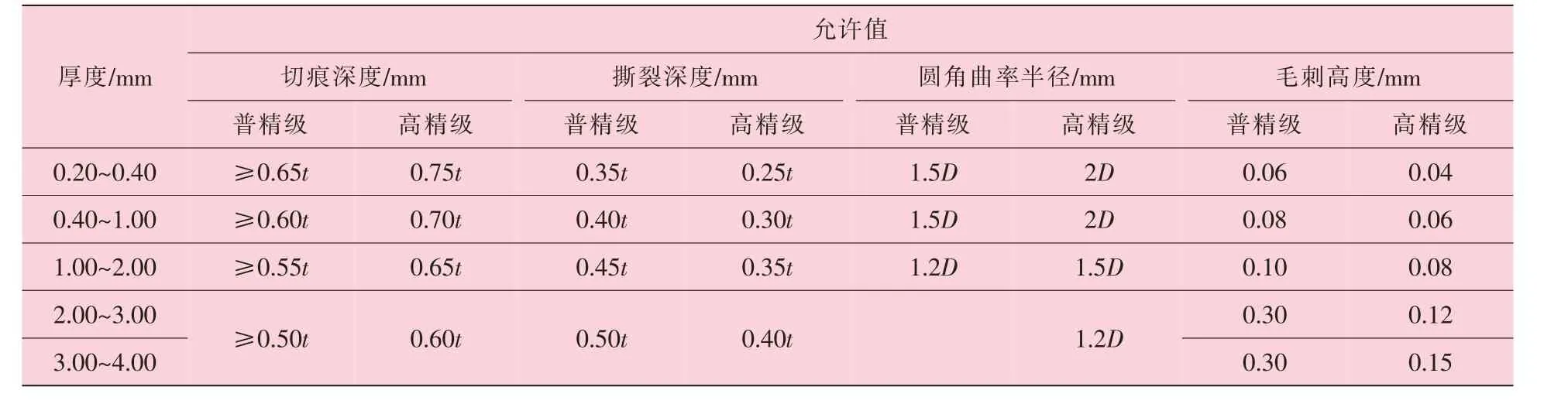
鋁板帶材在剪切成管坯過程中,管坯邊緣要經歷彈性變形、塑性變形和最終斷裂三個階段,由此依次形成圓角帶(俗稱塌角)、光亮帶(又稱切痕深度)、斷裂帶(又稱撕裂深度)和毛刺等,管坯邊緣形貌如圖3所示。在同一個剪切場景中,當切痕深度≤t/2時,塌角和撕裂深度明顯,且毛刺較大,這表明圓盤剪刀片側間隙偏大,刀刃不鋒利;當切痕深度>t/2時,塌角與撕裂深度較淺,毛刺較小,表明圓盤剪刀片側間隙恰當,刀刃鋒利。因此,管坯切口形貌特征的指標對高頻直縫焊接鋁管的焊接工藝參數設計和焊縫質量有較大影響,需保持在一定范圍內,具體參數見表7。
2.5 管坯表面
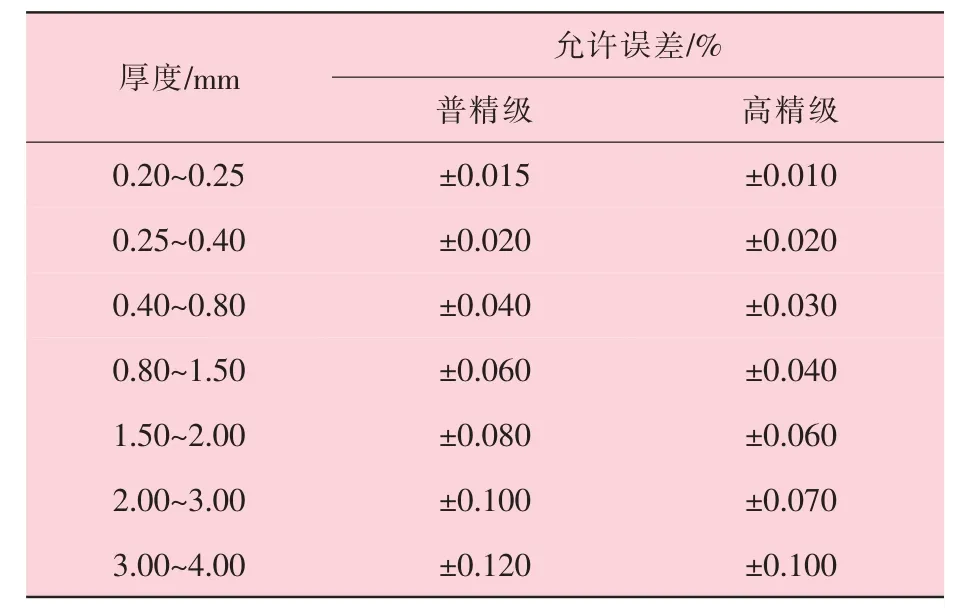
常規鋁管坯厚度允許誤差見表5。復合鋁管坯厚度允許誤差分為全厚度允許誤差與覆層允許誤差,全厚度允許誤差見表5,覆層允許誤差見表6。
2.6 外觀
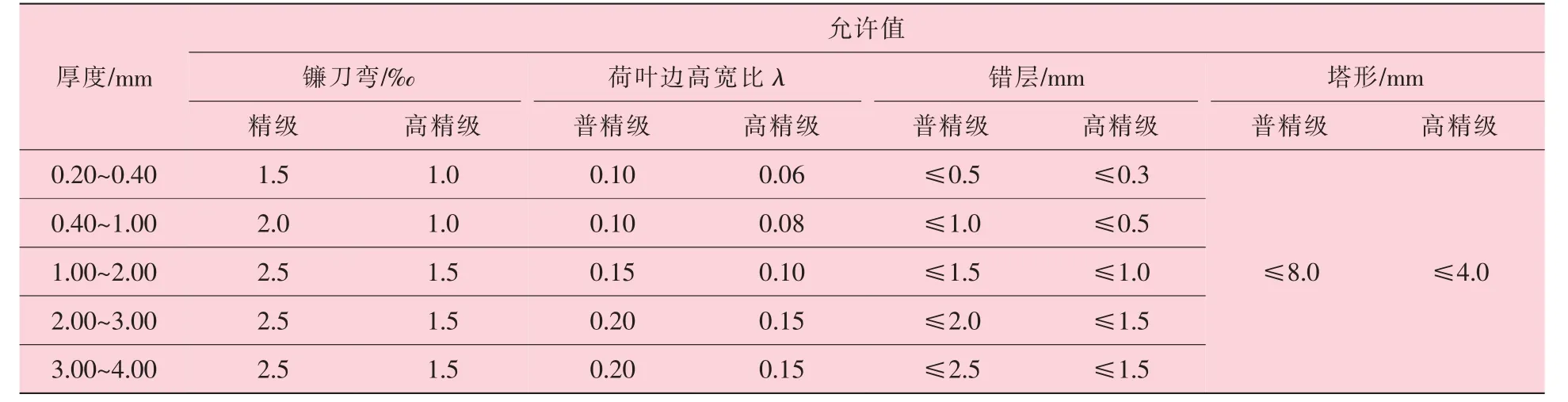
管坯的外觀缺陷有多種形狀,主要包括鐮刀彎、荷葉邊、錯層與塔形,不同厚度管坯的鐮刀彎、荷葉邊、錯層和塔形的允許值見表8。此外,如果是復合管坯,則須確保芯層或基板與覆層牢固結合,避免產生覆層分層、未完全包覆等缺陷。
管坯寬度允許誤差不宜大,主要基于下列三個原因:①熱傳輸的需要,汽車散熱器管、油冷卻器管及中冷器管的寬高比都比較大,且管壁薄;②多采用直接成異工藝;③為了滿足后續釬焊的需要,對成品管尺寸精度要求較高。

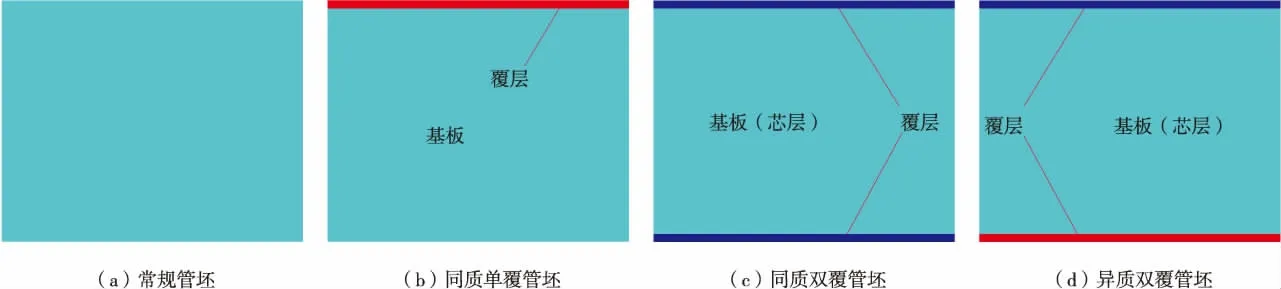
厚度允許誤差分為常規管坯厚度允許誤差和復合管坯厚度允許誤差,常規管坯采用單一合金制成;復合管坯是以一種合金為基板,以另一種或兩種合金覆蓋在基板上制成的管坯,如圖2所示。
l——荷葉邊長度,mm。
1.7 標識與包裝
(1)鋁管坯的標識
管坯應標明產品名稱、牌號、狀態、批號、卷號、規格、精度等級、質量、生產日期、質檢印章、采用標準等信息。
t——圓管公稱壁厚,mm。
目前,企業文化受到了企業管理者的高度重視,具體是從和諧、發展、利益角度進行規范。在財務管理方面的文化構建還是較少的,中小企業必須要從這方面進行完善。企業文化指導財務管理制度的制定,主要是因為財務管理是企業的核心,同時企業文化需要財務管理作為介質進行體現。企業經營的目的是收益最大化,而財務管理恰恰是有效的控制和計算該目的的工具。企業能否正常經營并得到高效的回報,取決于正確的準則和精神指導,這樣才能加強員工之間的交流合作,為企業創造更多的經濟效益[4]。
根據以上分析,筆者認為可以借鑒《公約》的相關規定,并按照我國刑法現有規定,結合我國國情,將我國刑法第285條的修改為:
管坯包裝分為臥式包裝和立式包裝,兩種包裝方式都須保證在管坯外部包裹一層中性或弱酸性防潮紙、其他防潮材料或塑料薄膜,同時在卷心內放置干燥劑,用粘膠帶將塑料薄膜封口。所有用于包裝的箱、架、托盤等都必須具備足夠的強度,包裝箱、架、托盤必須整潔、干燥,符合環保要求。
3 鋁管坯的特性要求
3.1 化學成分
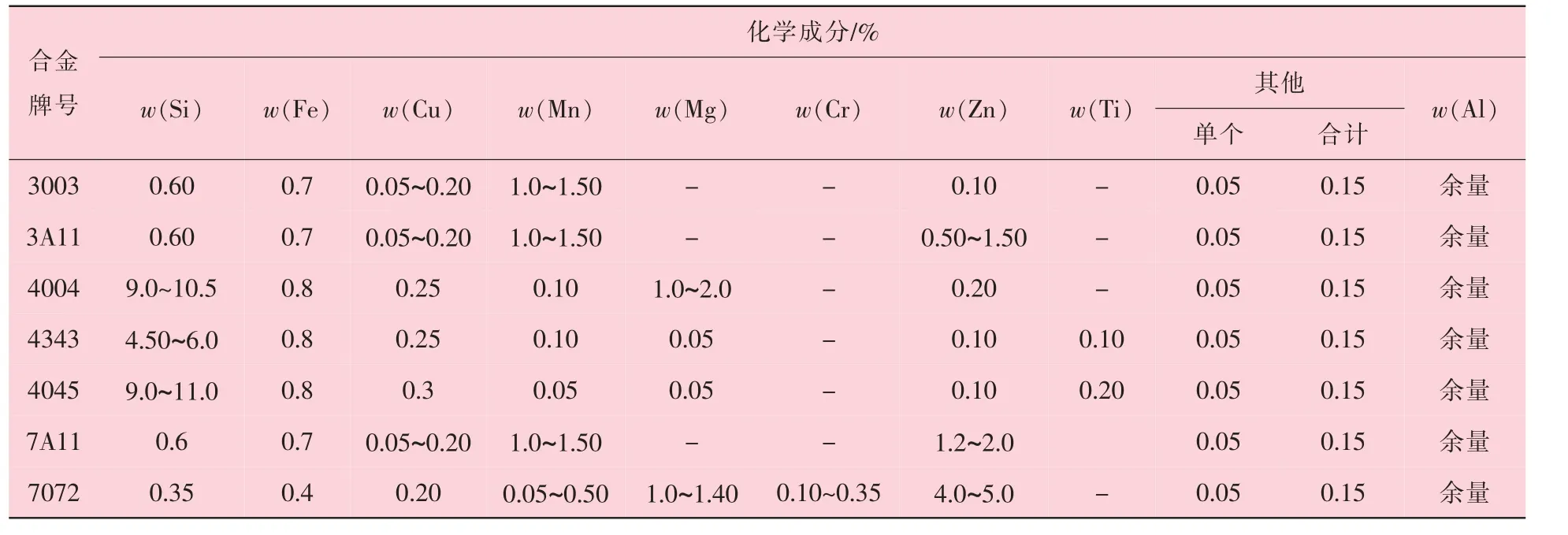
常用鋁焊管的管坯分為鋁錳合金管坯和鋁鋅合金管坯;另一種是分別以這兩種為基板合金、以鋁硅合金或鋁鋅合金為覆層的單覆或雙覆管坯。常用基板合金與覆層合金的化學成分見表9。
例3 (2018年桂林中考第11題)如圖5,在正方形ABCD中,AB=3,點M在CD的邊上,且DM=1,△AEM與△ADM關于AM所在的直線對稱,將△ADM按順時針方向繞點A旋轉90°得到△ABF,連接EF,則線段EF的長為________.
3.2 管坯狀態與力學性能
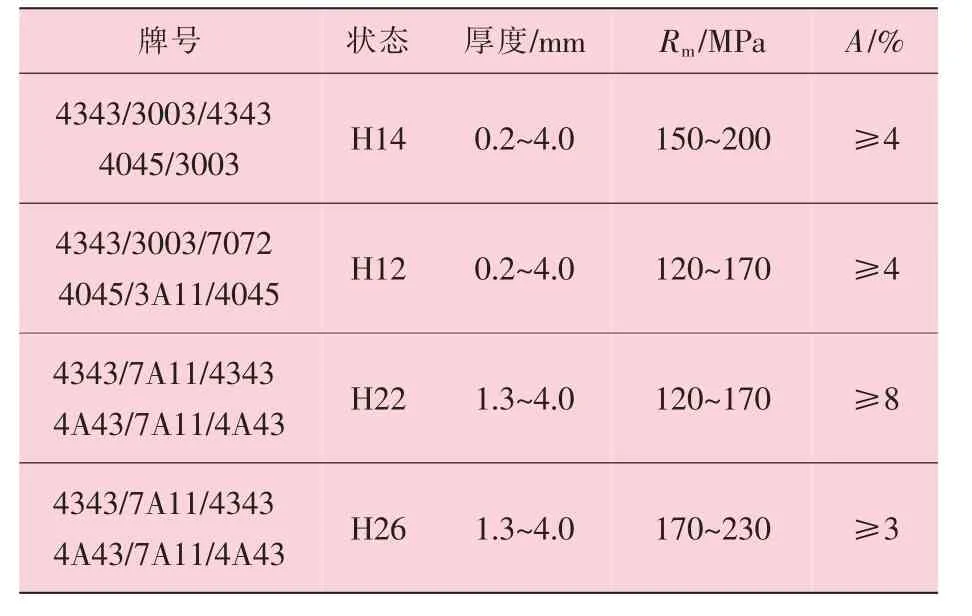
鋁焊管管坯的力學性能不僅受到化學成分的影響,也受到管坯狀態的影響。汽車冷卻類鋁合金管用管坯牌號、狀態的力學性能參數見表10,通過表10可以看出,對于同種牌號不同狀態的鋁合金,其抗拉強度與斷后伸長率差異較大。
3.3 覆層合金
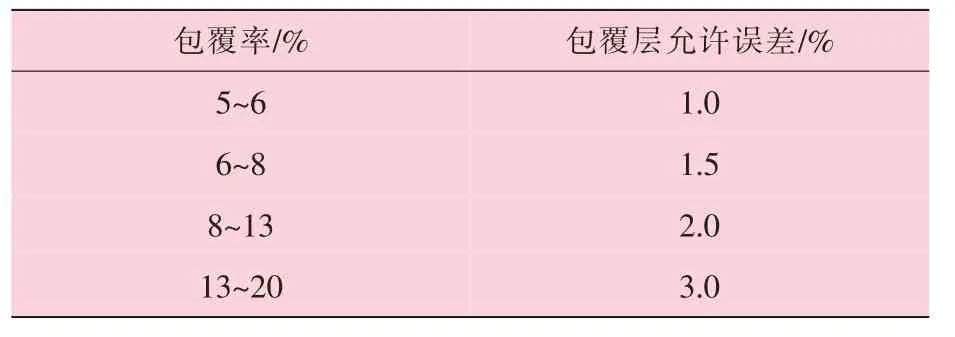
根據覆層作用的不同,可將覆層材料大致分為鋁硅合金和鋁鋅合金兩類,鋁焊管采用釬焊的焊接工藝,常采用鋁硅合金作為覆層材料,而焊管防腐工藝常采用鋁鋅合金作為覆層。復合鋁合金管管坯覆層的包覆率需經由雙方協商,同時,覆層不能有破損或分層,要確保復合鋁管坯的完整。
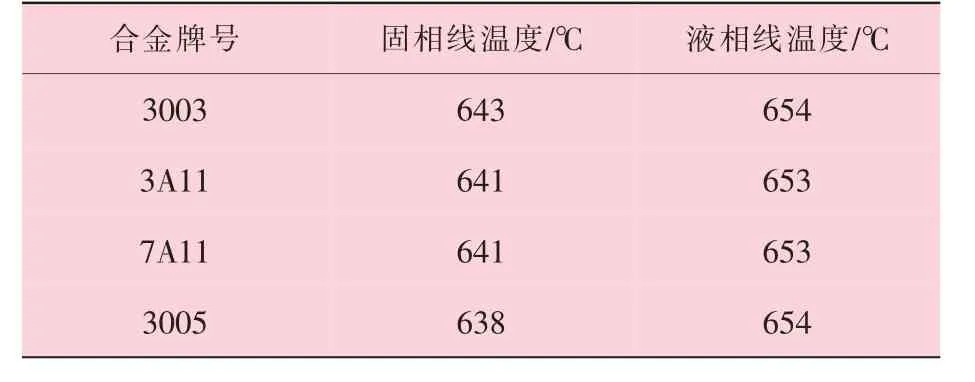
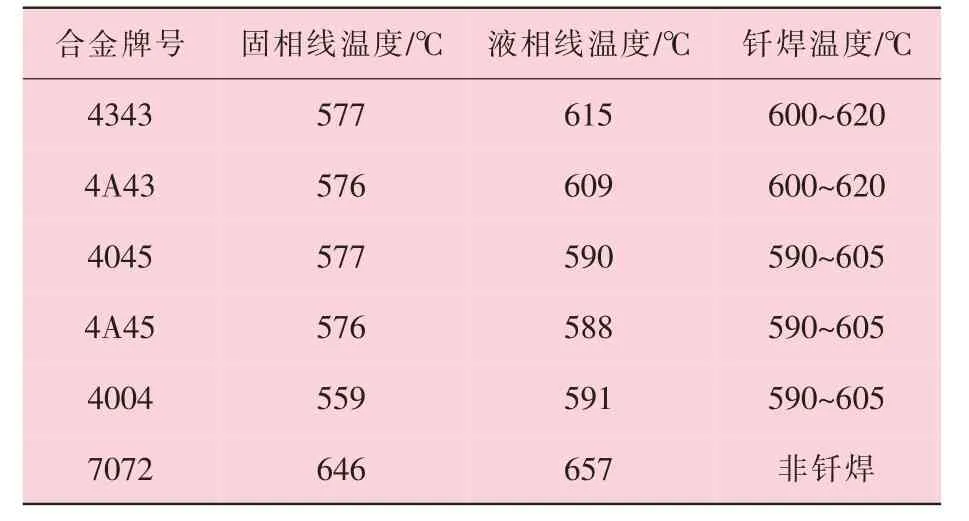
此外,在制管過程中,應根據兩種覆層的不同作用進行選材,由于無法直接分辨鋁焊管管坯覆層合金牌號,通常采用火焰炙烤方法或實驗成分分析識別覆層合金牌號,基板合金與覆層合金的固相線溫度、液相線溫度和釬焊溫度分別見表11、表12。
(1)在關閉氣泵的狀態下使音響分別依次發出1 2 3 4 5 6 7,然后記錄調音器顯示出的字母并記錄偏置程度。
正向遷移指母語與目的語的相同之處會促進第二語言學習,加速通過中介語中某些發展序列,有利于學習者的學習。而在第二語言的學習中母語的作用是以正遷移還是負遷移為主,有許多學者從語法、閱讀、寫作等方面做了以下的研究,有學者們認為以正遷移為主。
4 結束語
在焊接鋁管直接成異制造工藝中,管坯寬度尺寸的精確控制對保證鋁管成型質量非常重要。通過對目前鋁管坯帶材的生產技術、尺寸精度、力學性能等技術性能指標分析,認為,要保證鋁焊管的成型焊接質量,必需盡快制定鋁焊管用管坯的規范標準,以滿足對各種高質量鋁焊管產品的需求。
[1]全國有色金屬標準化技術委員會.變形鋁及鋁合金牌號表示方法:GB/T 16474—2011[S].北京:中國標準出版社,2012.
[2]胡瑞玲,李志強,解劍英.汽車熱交換器用覆層鋁合金高頻焊管的研制[J].焊管,2007(4):49-50.
[2]曹國富,姜榮生,曹麗珠.冷凝器用鋁合金復合高頻焊管焊縫泄露原因分析及控制[J].焊管,2017,40(10):44-51.
[3]謝水生,劉靜安.簡明鋁合金加工手冊[M].北京:冶金工業出版社,2016:422.
[4]曹國富,曹麗珠.小直徑高頻鋁焊冷凝器集流管堵渣回水的研究[J].焊管,2018,41(1):45-50.
[5]全國有色金屬標準化技術委員會.變形鋁及鋁合金化學成分:GB/T 3190—2020[S].北京:中國標準出版社,2020.
[6]曹國富,曹笈.高頻直縫焊管理論與實踐[M].北京:冶金工業出版社,2016:105.
[7]全國有色金屬標準化技術委員會.一般工業用鋁及鋁合金板帶材第2部分 力學性能:GB/T 3880.2—2012[S].北京:中國標準出版社,2012.
[8]曹國富,曹麗珠.鋁合金覆層冷凝器集流管高頻焊焊縫金相與生產工藝的映射[J].焊管,2018,41(4):15-19.
[9]全國有色金屬標準化技術委員會.釬焊式熱交換器用鋁合金復合鋁箔、帶材:YS/T 446—2011[S].北京:中國標準出版社,2012.
[10]曹國富,曹麗珠.高頻焊鋁合金冷凝器集流管線能量的研究[J].有色金屬材料與工程,2018,39(6):39-45.
[11]全國有色金屬標準化技術委員會.鋁及鋁合金復合板、帶、箔材牌號表示方法:GB/T 27675[S].北京:中國標準出版社,2012.
[12]曹國富,曹笈.高頻焊接鋁管用管坯寬度的數學模型[J].焊管,2021,44(4):39-45.