焊管生產線銑邊機關鍵功能的自動控制設計
2022-07-26 06:10:50韓立坤
焊管 2022年7期
關鍵詞:功能
0 前言
螺旋埋弧焊管的生產以熱軋帶鋼為原料,通過開卷、矯平、剪切對焊、銑邊、遞送、成型、焊接等加工工藝進行制造。在生產過程中,通常需要對帶鋼邊緣進行加工,銑邊機是螺旋埋弧焊管生產過程中對帶鋼邊緣進行加工的設備,通過對帶鋼的兩側切削加工,獲得滿足成型工藝要求的工作寬度和焊接工藝要求的坡口形狀
。在螺旋埋弧焊管生產中,帶鋼的工作寬度和焊接坡口的尺寸精度對鋼管穩定成型和焊接質量有著至關重要的影響
。若帶鋼銑削質量不穩定,將產生鋼管管徑、圓度超差,或因兩側坡口不對稱造成焊道不規則,焊縫余高超差等缺陷
。
◎正常健康寶寶應該打7價肺炎疫苗:按打第一針時的月齡來計算寶寶需要打多少針,3~6月齡打4針,7~11月齡打3針,12~23月齡打2針,24月齡~5歲打1針。
1 帶鋼銑削工藝參數
埋弧焊管的焊縫質量受內外焊坡口形狀的影響較大,精確的坡口尺寸是保證焊接質量和焊縫形貌的必要條件
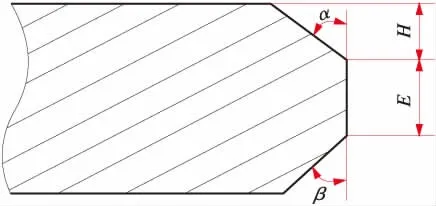
。生產雙面埋弧焊管時,帶鋼一般銑削成X形坡口,如圖1所示,其銑削工藝中重要的參數包括工作寬度B、上下坡口角度α和β、鈍邊寬度E、上坡口深度H和坡口平整度等
。這些參數中,工作寬度B與兩側銑刀盤的相對位置有關,上坡口深度H與銑刀盤在垂直方向和帶鋼的相對位置有關,坡口的平整度與刀盤的銑削能力或銑削轉速有關。
2 銑邊機的關鍵功能
螺旋埋弧焊管機組銑邊機的關鍵功能主要包含三部分,即單邊銑削量的自動分配、壓下裝置自動調整和刀盤轉速自動調整控制。另外,銑削單元隨帶鋼上表面浮動屬于被動適應功能,此功能實現了銑刀盤與帶鋼上表面的相對位置不變,從而保證鈍邊高度H值的均勻一致,避免出現公母坡口情況,影響焊接質量。
2.1 單邊銑削量自動分配
單邊銑削量自動分配功能是指在銑邊機不停機的前提下,左右銑刀盤位置自動調整定位
,由伺服減速機+滾珠絲杠機構執行完成。此功能應以保證精確的工作寬度為基準,不受原料板型影響。控制系統工作時,一是設定工作寬度B,二是通過寬度測量裝置檢測來料寬度B
,系統將根據采集的數據平均分配兩側銑削量T,即
式中:f
——切削頻率,片/min;

此次實驗結果顯示:觀察組、對照組ASO患者飲食知識掌握評分、護理知識掌握評分、護理總滿意度對比分別為(90.02±2.10)分vs.(80.05±3.10)分、(90.05±2.05)分vs.(80.10±3.35)分、92%vs. 68%,P<0.05。由此說明,品管圈活動提高了下肢動脈硬化閉塞癥介入治療患者的疾病認知以及滿意度。對比羅玲玲,楊俊研究結果,本文未對護理人員能力進行研究,側重了患者的感受以及知識掌握度。

該裝置可測量原料實際板寬B
和相對機組中心線的實際位置,由磁感應滑塊位移傳感器來實現測量功能,精度為0.1 mm。工作時,測量輥與帶鋼接觸,尾部氣缸提供壓緊力,在線性滑軌上實現橫移,位移傳感器位于測量輥下方,橫移機構與磁感應滑塊相連接。測量出的實際板寬用于指導單邊銑削量調整;測量出的原料實際位置用于指導銑邊機床頭箱橫移調整,保證精確的工作寬度。
式中:ffts——鋼纖維再生混凝土的劈裂抗拉強度,N/mm2;fts——普通混凝土的劈裂抗拉強度,N/mm2;λf——鋼纖維的含量特征值。
此外,單邊銑削量自動分配功能主要保證了刀盤始終處于銑削狀態,防止脫銑造成坡口不均勻而影響焊接質量,也避免了銑削超限及負載過大引發設備故障。同時,此功能限制了銑邊機進一步消除帶鋼“月形彎”的能力,不適用邊沿遞送的螺旋焊管機組,自動分配銑削量的功能不能滿足穩定遞送線,從而影響鋼管成型質量,所以此功能的實用性存在局限,系統設計時可作為選擇項來考慮。
2.2 壓下裝置自動調整
銑邊機在銑削過程中,若帶鋼產生厚度方向發生運動,致使床頭箱和銑刀盤與帶鋼之間的相對位置發生變化,進而影響帶鋼板邊的鈍邊高度及精度,并最終影響鋼管質量
。隨著國內熱軋板材技術及裝備水平的提高,板材缺陷得到了很好的控制。但帶鋼在開卷矯直過程中,由于設備能力不足、工藝執行不到位等因素,帶鋼存在較大曲率半徑的波浪彎情況還是無法避免,因而要求左、右銑削單元要隨著帶鋼邊沿上下瓢曲狀態進行仿形銑削
。
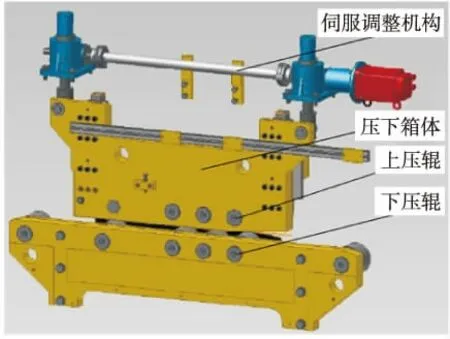
坡口仿形銑削功能是由壓下裝置主動適應帶鋼板型來實現,如圖3所示。壓下裝置屬于銑邊機床頭箱部件,由氣缸或液壓油缸提供一定預緊力,保證上壓輥和下托輥與帶鋼始終保持一定壓緊狀態,實現銑刀盤與帶鋼相對位置不變,銑削過程不受來料板型影響。其中上壓輥安裝在壓下裝置機架上,更換規格時可通過蝸桿機構調整上壓輥在垂直方向的位置,調整帶鋼與銑刀盤相對位置,從而保證上坡口深度H達到焊接要求。
壓下裝置自動調整功能是以帶鋼上表面為零基準面,建立數學模型。初次調整時,使用一定厚度的樣塊來標定,設定上坡口深度H,選定刀盤角度α和β等參數確定系統初始值。更換規格時,在系統標定值的基礎上,控制系統將按照所需參數與初始值進行比較,由伺服減速機精確調整上壓輥的伸縮量,實現所需坡口尺寸的自動調整,帶鋼實際厚度與設定值存在偏差時需進一步微調,直至滿足焊接工藝要求。
n——鐵屑厚度,mm。
2.3 刀盤轉速自動調整控制
預精焊機組在工業化生產中有諸多技術優勢,在帶鋼高速(3~8 m/min)遞送成型時,與一步法相對的低速(1~2 m/min)相比,單位時間內帶鋼銑削量大大增加
。這就意味著根據實際所需銑削量自動調整功能更能適應帶鋼不同遞送速度下的生產情況,而且對節約電能起到了至關重要的作用。
銑邊機刀盤轉速與帶鋼的遞送速度、單邊銑削量、刀盤有效銑刀數量等參數相關
。其中帶鋼的遞送速度、單邊銑削量是變量,焊管機組控制系統將帶鋼遞送速度信號傳輸給銑邊機,銑邊機板寬自動測量裝置采集板寬數據后經系統PLC計算得出單邊銑削量,實現銑刀盤轉速的自動調整功能。
3 銑削原理分析及參數推導
3.1 銑削過程分析
目前螺旋埋弧焊管機組銑邊機都采用順銑方式,隨著銑刀盤的旋轉及刀刃轉動角度的變化,帶鋼由薄到厚被銑削,當銑削角度變化時,銑削厚度隨之變化
。因刀盤轉速遠大于帶鋼遞送速度,隨著銑刀盤旋轉,每片銑刀與帶鋼切入點從零逐步為最大切削量,最終銑刀與帶鋼脫離,如圖4所示。
3.2 數學模型建立
由(3)~(6)式可得出刀盤轉速和銑削線速度,即
3.3 銑削參數推導
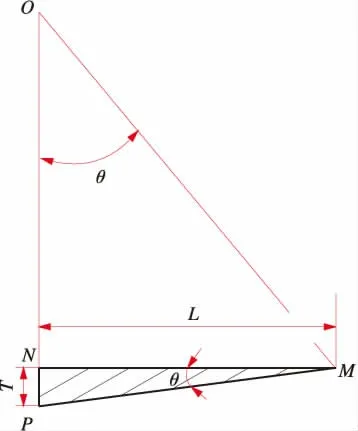
根據銑削模型可知,在△OMN中:
單邊銑削量取決于來料寬度,但同時床頭箱位置應以機組中心線為基準,參照動態的單邊銑削量和帶鋼實際位置,綜合調整床頭箱及刀盤位置,實現自動控制。實現此功能的關鍵因素為銑邊機來料入口位置設置寬度測量裝置,如圖2所示。
水利建設工程由施工準備開始到竣工交付使用,要經過若干工序、工種的配合施工,而工程質量的形成不僅取決于原材料、構配件,同時也取決于各工種、工序的作業質量。為了實現對工程全方位、全過程的質量控制,按工程的形成過程,考慮設計的布局、施工布置等因素,將水利建設工程依次分為單位工程、分部工程、單元工程。項目劃分貫穿于工程建設的始終。
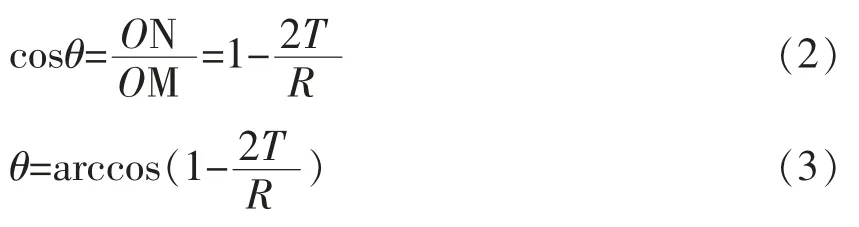
式中:R——刀盤直徑,mm。
在△MNP中

通常坡口用銑刀盤為三層結構,每層包含約10~20片銑刀,可覆蓋整個帶鋼厚度。銑削時每分鐘每層參與銑削的刀片數量定義為銑削頻率f
,則

橫斷面研究。使用SPSS 17.0軟件進行分析。測量數據經Kolmogorov-Smironv檢驗服從正態分布,組間數據資料經過Levene檢驗顯示方差齊。采用Pearson相關性分析立體視與屈光參差的程度、矯正視力之間的關系。多組計量資料均為正態分布且方差齊,采用單因素方差分析,兩兩比較采用LSD-t檢驗。計數資料采用卡方檢驗進行分析。以P<0.05為差異有統計學意義。
在地圖制圖領域,數字制圖的發展已將地圖的編輯、印刷合為一體,GIS 的廣泛應用,使得數字制圖的軟件平臺更多地與GIS融合,GIS 軟件包在功能上不斷進行擴充,其地圖編輯出版功能也不斷增強。基于空間數據的地圖編輯、地圖縮編軟件的高效綜合效率和計算機直接制版技術(CTP技術)成為主流。地圖編輯和印刷出版向數字化、網絡化方向發展,技術設備不斷推陳出新。海量數據的自動處理、多級比例尺逐級或跨尺度自動縮、計算機直接制版(CTP)技術、遠程制版、數字化工作流程已迅速得到應用與推廣。
v
——銑刀盤轉速,r/min;
m——單層銑刀數量,片;
按照體積不變原則,單位時間內刀盤的總銑削量等于帶鋼行進長度,因此銑削等量關系式為

式中:v
——帶鋼遞送速度,m/min;
崔:齊科里尼的學習經歷可謂極其豐富,他曾與來自布宜諾斯艾利斯、屬于“阿根廷學派”的保羅·丹扎(Paolo Denza)學琴,這樣的經歷讓他與阿格里奇、巴倫博伊姆這樣的拉美鋼琴家有共同語言。隨后,他又和法國鋼琴學派的鼻祖瑪格麗特·隆(Margurite Long)學習,而他自己又是意大利人,您認為在以上諸多鋼琴學派或風格中,對您影響最大的是哪一種?
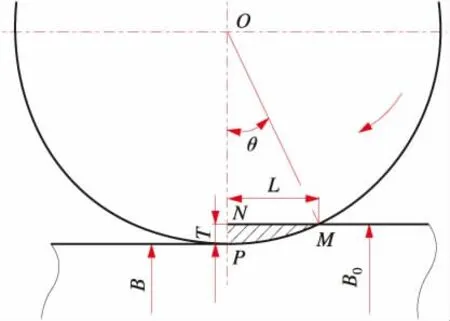
圖4所示的帶鋼銑削過程中,刀盤上中下三層刀片同時銑削,將帶鋼寬度從B
加工到所需的工作寬度B,銑刀從切入位置M到切削結束位置N,圓弧鐵屑對應銑削范圍的夾角定義為θ,鐵屑理論為從薄到厚的圓弧漸厚形狀。由于銑刀盤直徑遠大于銑削長度,為便于計算銑削部分的面積,將圓弧形近似為三角形,則定義銑削長度MN為L,最大銑削量NP長度為T,T即為單邊銑削量,數學模型如圖5所示。
3.1.3 3種作物光譜植被指數變量特征分析 從圖4上看,6個植被指數變量中,SDr/SDy,SDr/SDb 2個參數特征差別明顯,其他4個參數差別不明顯。SDr/SDy值大麥>莜麥>春小麥;SDr/SDb值春小麥>莜麥>大麥。
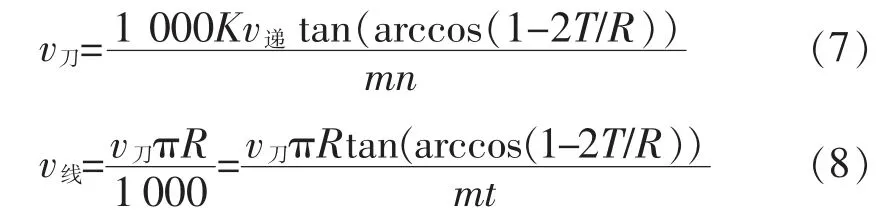
式中:K——轉速修正系數;
t——鋼板壁厚。
通過公式(7)可總結出銑邊機刀盤的轉速主要與帶鋼的遞送速度、單邊銑削量、銑刀盤直徑、刀片數量、鐵屑厚度有關。其中,銑刀盤的轉速與鐵屑厚度存在統一性,刀盤轉速越高,單位時間內銑削頻率越高,鐵屑的厚度值越小,坡口平整度越高;反之鐵屑厚度值越大,平整度就越低。根據生產經驗鐵屑厚度一般控制在0.5~0.7 mm。
我便拿眼睛看老婆,老婆絲毫沒有征詢我意見的意思,便堅定地說:不用商量了,我現在就決定了,在這兒住院做。
考慮設備銑削穩定性、坡口表面平整度等因素,刀盤的切削能力要略大于實際銑削總量,因此對刀盤轉速增加修正系數K,一般取1.15~1.35
,當參數變化時,K值隨參數變化而變化。
3.4 實例驗證
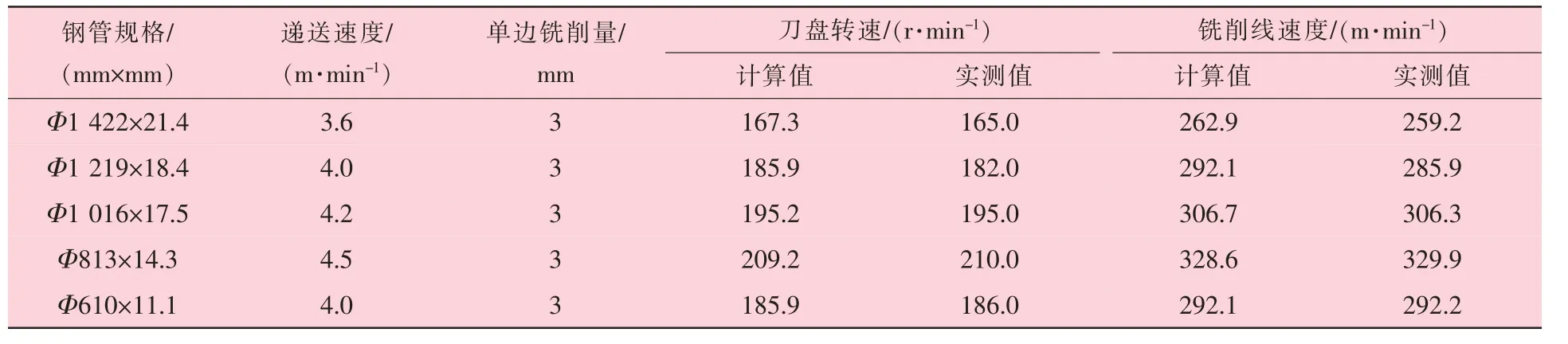
在中俄東線Φ1 422 mm×21.4 mm規格焊管生產中,帶鋼平均遞送速度為3.6 m/min,銑邊機單邊銑削量為3 mm,銑刀盤直徑為500 mm。上、中、下銑刀均為10片,鐵屑厚度設置為0.6 mm,刀盤轉速修正系數K=1.25。在此參數下,計算刀盤轉速為167.3 r/min,銑削線速度為262.9 m/min,與實測值相符。通過近幾年的生產總結,多次驗證得出實測值與理論計算值基本一致,詳見表1。
實際上,銑邊機轉速自動調整功能的控制程序,需參照理論計算公式,并設定幾個分檔區間,使銑邊機的轉速在一定范圍內按照檔位區間最大值執行,這樣既能保證銑刀盤轉速可調,又能在波動量較小的情況下使轉速穩定輸出,從而有利于坡口加工質量和設備運行的穩定性。
4 結束語
通過對螺旋焊管生產線銑邊機關鍵功能進行分析,建立了數學模型,推導出銑削線速度與帶鋼遞送速度和單邊銑削量的關系,實現了銑邊機關鍵功能的自動控制,能夠提高焊管成型和焊接質量、降低材料損耗、提高工作效率,為螺旋埋弧焊管機組銑邊機自動控制提供技術參考。
[1]玉向寧,路啟魯.螺旋縫焊管銑邊機的應用及改進[J].鋼管,2019,48(3):36-39.
[2]李登超.冷彎型鋼及焊管生產技術[M].北京:化學工業出版社,2011:143-149.
[3]馮瑤,楊明秦,賈熙,等.螺旋埋弧焊管生產線帶鋼坡口銑削尺寸穩定性分析[J].焊管,2020,43(12):33-38.
[4]曾德勝.埋弧焊鋼管生產中鋼板銑邊坡口參數分析[J].焊管,2020,43(7):53-58.
[5]劉成坤,尹志遠,李林娟.螺旋預焊機組銑邊工藝及裝備優化設計與應用[J].焊管,2016,39(2):65-68.
[6]潘軍.銑邊機動態調整銑邊寬度的功能實現[J].鋼管,2019,48(4):47-50.
[7]楊超.銑邊機鋼板銑削仿形裝置的研究與設計[J].現代制造技術與裝備,2017(7):3,22.
[8]孫鳳龍.UOE焊管生產線鋼板微運動對鈍邊銑削影響分析[J].焊管,2013,36(10):42-46.
[9]韓立坤,李強,汪隴隴.Linsinger銑邊機在螺旋預焊機組的應用研究[J].焊管,2014,37(9):51-55.
[10]劉洪飛.螺旋焊管帶鋼銑邊機刀塊的選擇[J].鋼管,2008,37(4):51-56.
[11]武文革,辛志杰.金屬切削原理及刀具[M].第五版.北京:國防工業出版社,2009:165-166.
猜你喜歡
鐘表(2023年5期)2023-10-27 04:20:44
中華詩詞(2022年6期)2022-12-31 06:41:24
當代陜西(2021年21期)2022-01-19 02:00:26
中學生數理化(高中版.高考數學)(2020年1期)2020-02-20 13:23:44
經濟技術協作信息(2018年11期)2019-01-14 03:07:20
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造技術與機床(2017年3期)2017-06-23 08:11:33
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55