燃?xì)鉄崴鳠峤粨Q器自動裝配設(shè)備設(shè)計(jì)研究
2022-07-22 22:54:50張尚奇
今日自動化 2022年5期
關(guān)鍵詞:設(shè)計(jì)研究
張尚奇
[摘 ? ?要]隨著工業(yè)自動化技術(shù)的快速發(fā)展,自動裝配設(shè)備已逐漸成為各企業(yè)的重要生產(chǎn)工具。以燃?xì)鉄崴鳠峤粨Q器的結(jié)構(gòu)特點(diǎn)以及裝配需求作為切入點(diǎn),介紹了自動化裝配設(shè)計(jì)的基本設(shè)計(jì)原理與設(shè)計(jì)結(jié)構(gòu),并針對誤差建模、仿真分析、靜態(tài)誤差優(yōu)化以及定位精度調(diào)整等幾個(gè)方面闡述了優(yōu)化自動裝配設(shè)備精度的措施,從而使熱交換器自動裝配設(shè)備的實(shí)用性與可行性得到進(jìn)一步發(fā)展和提升。
[關(guān)鍵詞]熱交換器;自動裝配;設(shè)計(jì)研究
[中圖分類號]TS914.252 [文獻(xiàn)標(biāo)志碼]A [文章編號]2095–6487(2022)05–0–03
Design and Research of Automatic Assembly Wquipment
for Heat Exchanger of Gas Water Heater
Zhang Shang-qi
[Abstract]With the rapid development of automatic production technology, automatic assembly technology has gradually become an important tool in industrial enterprises. Taking the structural characteristics and assembly requirements of the heat exchanger of gas water heater as the starting point, this paper introduces the basic design principle and design structure of automatic assembly design, and expounds the measures to optimize the accuracy of automatic assembly equipment in terms of error modeling, simulation analysis, static error optimization and positioning accuracy adjustment, so as to further develop and improve the practicability and feasibility of automatic assembly equipment of heat exchanger.
[Keywords]heat exchanger; automatic assembly; design research
一般來說,自動化裝配指的是以自動化機(jī)械代替人工勞動的一種裝配技術(shù),具有裝配精度高、裝配速度快、運(yùn)行穩(wěn)定、成本低廉等優(yōu)勢和特點(diǎn),能夠有效緩解當(dāng)前勞動力短缺的現(xiàn)狀。應(yīng)當(dāng)針對自動裝配設(shè)備的結(jié)構(gòu)和原理進(jìn)行充分研究,確保自動裝配設(shè)備的安全穩(wěn)定運(yùn)行,提升產(chǎn)線裝配生產(chǎn)效能。
1 燃?xì)鉄崴鳠峤粨Q器的結(jié)構(gòu)特點(diǎn)及裝配需求
1.1 結(jié)構(gòu)特點(diǎn)
熱交換器是燃?xì)鉄崴鞯摹靶呐K”,依托熱交換器能夠?qū)⑷細(xì)馊紵臒崃總鬟f給水,使水溫滿足用戶的使用要求。常見的熱交換器類型通常包括間壁式、混合式、蓄熱式等幾種。通常,燃?xì)鉄崴鳠峤粨Q器主要由交換器殼體、翅片、U型管、烘盤管、主體出水管、彎頭、焊條等部件構(gòu)成,由于燃?xì)鉄崴鳟?dāng)中熱交換器的結(jié)構(gòu)較為復(fù)雜,零件較多,因此傳統(tǒng)手工裝配存在一定的困難,裝配生產(chǎn)效率較低,成品裝配精度難以有效達(dá)到用戶需求。
1.2 裝配需求
為提高自動化裝配工作的應(yīng)用效果,確保裝配成品質(zhì)量滿足用戶需求,自動裝配設(shè)備的設(shè)計(jì)工作應(yīng)當(dāng)遵循以下原則:①設(shè)計(jì)靈活性,在裝配生產(chǎn)過程當(dāng)中,應(yīng)當(dāng)能夠針對裝配動作進(jìn)行實(shí)時(shí)調(diào)節(jié),從而提升裝配產(chǎn)線的協(xié)調(diào)性。②工藝的簡潔性,在裝配設(shè)備設(shè)計(jì)過程中,確保工藝簡潔能夠降低精度調(diào)節(jié)難度,使裝配成品可靠性得到進(jìn)一步保障[1]。③設(shè)備體積緊湊性,應(yīng)盡可能減少裝配設(shè)計(jì)占地面積,進(jìn)而使設(shè)備運(yùn)行更加便利。④裝配工作高效率,應(yīng)當(dāng)在確保熱交換器裝配質(zhì)量的前提下有效提升自動裝配速度,進(jìn)一步縮短產(chǎn)品生產(chǎn)周期,使熱交換器的生產(chǎn)效能進(jìn)一步提升。
2 自動化裝配設(shè)備的原理與基本結(jié)構(gòu)
2.1 基本原理
在自動裝配設(shè)備的設(shè)計(jì)過程當(dāng)中,其主要原理為采用數(shù)字信號對自動裝配設(shè)備進(jìn)行設(shè)定,并通過電能對裝配線進(jìn)行驅(qū)動,最終完成熱交換器的裝配工序。雖然當(dāng)前燃?xì)鉄崴鳠峤粨Q器所涵蓋的功能零件較為豐富,裝配工序較為復(fù)雜,但具體來說仍可以將其分為上料、翻邊、沖孔、鉚接、緩沖等裝配環(huán)節(jié),可按照自動裝配設(shè)備的運(yùn)行需求以及各工序環(huán)節(jié)當(dāng)中涉及到的工藝內(nèi)容對自動裝配設(shè)備進(jìn)行設(shè)計(jì),進(jìn)而使燃?xì)鉄崴鳠峤粨Q器自動裝配工序的生產(chǎn)質(zhì)量與生產(chǎn)效能得到充分保障,促進(jìn)熱水器生產(chǎn)企業(yè)經(jīng)濟(jì)生產(chǎn)效益的不斷進(jìn)步。
2.2 功能結(jié)構(gòu)
2.2.1 翻邊工位上料
翻邊工位上料指的是在熱交換器殼體成型之后,通過機(jī)械設(shè)備等工件將殼體成型工位運(yùn)送至沖壓翻邊工位當(dāng)中的運(yùn)送過程。在當(dāng)前熱交換器裝配生產(chǎn)過程當(dāng)中,由于殼體成型工位的高度較翻邊工位高,因此需要針對二者之間的高度差進(jìn)行有效縮減。另外,由于翻邊工位生產(chǎn)速度較低,而殼體成型工位的生產(chǎn)速度較高,因此應(yīng)當(dāng)在二者之間設(shè)置一個(gè)緩沖區(qū)域,從而避免熱交換器工件積壓,影響工件加工裝配的整體效率[2]。具體來說,可根據(jù)工件裝配需求,選擇以下幾種設(shè)計(jì)方案。
(1)采用升降機(jī)與機(jī)械臂結(jié)合的上料方案。由于殼體成型工位與翻邊沖壓工位之間存在一定的高度差,因此為了減少高度差對整體自動化裝配線路產(chǎn)生的影響,可在二者之間設(shè)置升降機(jī),由裝配人員將殼體放置在升降機(jī)中,再由升降機(jī)對工件高度進(jìn)行調(diào)整,并由機(jī)械臂對工件進(jìn)行運(yùn)送。為確保機(jī)械臂得以充分運(yùn)動,可加裝有型架,從而使機(jī)械臂可分別沿X、Y、Z三方向自由運(yùn)動。
(2)采用底座缺口安裝翻邊設(shè)備的設(shè)計(jì)方案類型,該方案由人工對高度差進(jìn)行彌補(bǔ),并在底座中對主結(jié)構(gòu)體以及控制組件進(jìn)行安裝,采用型材架對機(jī)械臂進(jìn)行固定,采用Y軸及Z軸氣缸對滑臺進(jìn)行推動,采用大口機(jī)械夾以及氣動吸盤對殼體進(jìn)行夾取,進(jìn)一步減少了機(jī)械臂的運(yùn)輸距離,雖然對人工的依賴更高,但其精度控制更加良好,避免了機(jī)械臂運(yùn)輸過程當(dāng)中對工件產(chǎn)生的損害,降低了廢品率。
2.2.2 沖孔工位上料
為了滿足熱交換器當(dāng)中各類部件裝配的要求,就需要針對熱交換器殼體進(jìn)行沖孔作業(yè)。因此需要自動化裝配設(shè)備對殼體進(jìn)行再次運(yùn)輸。此外,由于沖孔作業(yè)與鉚接作業(yè)對殼體位置和形態(tài)的需求統(tǒng)一,因此在鉚接工序當(dāng)中同樣也可復(fù)制沖孔工位上料設(shè)計(jì)方案。為了有效提升沖孔作業(yè)與鉚接作業(yè)之間的銜接度,上料運(yùn)輸工序可采用兩個(gè)同樣的機(jī)械臂進(jìn)行作業(yè),其中一個(gè)機(jī)械臂負(fù)責(zé)從翻邊工位中取件,而另一個(gè)機(jī)械臂則負(fù)責(zé)將殼體從沖孔工位運(yùn)輸至鉚接工位。為進(jìn)一步提升取件機(jī)械臂運(yùn)動靈活程度,從而確保沖孔工序與鉚接工序的順利開展,可采用氣缸推動動力驅(qū)動滑軌當(dāng)中運(yùn)行的機(jī)械臂,使機(jī)械臂能夠在滑軌當(dāng)中實(shí)現(xiàn)圍繞X、Y、Z等三個(gè)方向的運(yùn)動。在取件完畢后,機(jī)械臂應(yīng)按照沖孔工序?qū)んw形態(tài)的需求將其送至沖孔設(shè)備下,并完成沖孔,之后機(jī)械臂沿Y軸運(yùn)動遠(yuǎn)離沖孔設(shè)備,翻轉(zhuǎn)180°后繼續(xù)對殼體另一面進(jìn)行沖孔,從而完成整個(gè)沖孔工序。該方案結(jié)構(gòu)較為簡潔,但可能在沖孔及鉚接工序當(dāng)中對機(jī)械臂產(chǎn)生一定沖擊,對其精度造成不良影響[3]。
另外,還可采用龍門架結(jié)構(gòu)對沖孔自動化上料方案進(jìn)行設(shè)計(jì),在殼體附近設(shè)置緩沖臺以及減振裝置,有效避免沖孔工序或鉚接工序當(dāng)中的沖擊對機(jī)械臂精度造成的影響。另外,采用型材架將滑軌和電機(jī)進(jìn)行固定,由兩個(gè)電機(jī)帶動兩個(gè)不同機(jī)械臂進(jìn)行移動取件,一個(gè)機(jī)械臂負(fù)責(zé)沖孔運(yùn)輸,而另一個(gè)機(jī)械臂則負(fù)責(zé)鉚接運(yùn)輸,使圍繞Z軸運(yùn)動的機(jī)械臂動力由氣缸換為電機(jī),而圍繞X軸運(yùn)動的機(jī)械臂動力由電機(jī)換為氣缸,使機(jī)械臂在運(yùn)行狀態(tài)下形成的形變誤差得到有效控制,進(jìn)一步降低精度優(yōu)化產(chǎn)生的成本支出,使機(jī)械臂運(yùn)行精度得到進(jìn)一步提升。
相較于方案一,方案二雖然結(jié)構(gòu)較為復(fù)雜,但緩沖區(qū)域與減震裝置的配置使機(jī)械臂的運(yùn)行性能得到了充分提升,有效降低了各道工序當(dāng)中的沖擊對機(jī)械臂運(yùn)行精度產(chǎn)生的不良影響,使自動化裝配設(shè)備的運(yùn)行更加有序協(xié)調(diào),充分提升了設(shè)備運(yùn)轉(zhuǎn)效能,精度控制成本得到有效控制,使自動化裝配工序的經(jīng)濟(jì)效益得以不斷進(jìn)步。
2.2.3 鉚接工位送料
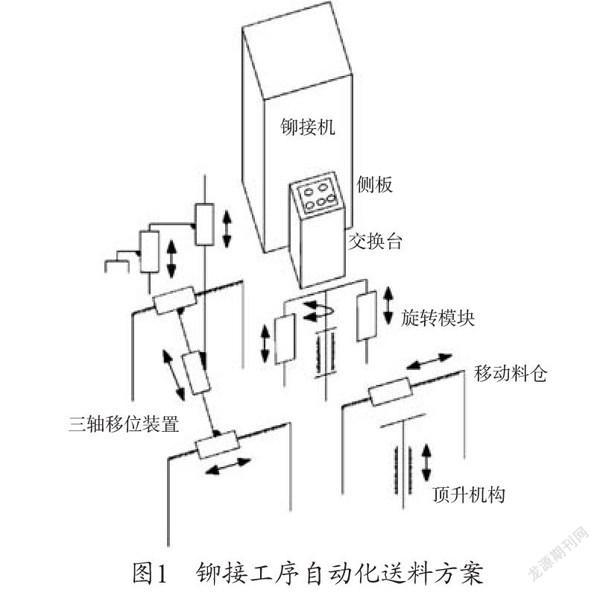
為了將熱交換器側(cè)板運(yùn)送至鉚接工位當(dāng)中,可采取三軸移位裝置以及頂升機(jī)構(gòu)對側(cè)板工件進(jìn)行運(yùn)送,從而使鉚接工序?qū)崿F(xiàn)自動化送料(圖1)。在該自動化裝配方案中,整個(gè)裝配設(shè)備可以通過旋轉(zhuǎn)模塊將熱交換器側(cè)板送至交換臺,并通過三軸移位裝置將側(cè)板送入鉚接機(jī)當(dāng)中。其中,在頂升機(jī)構(gòu)上方還應(yīng)當(dāng)設(shè)計(jì)移動料倉,為側(cè)板的儲存提供空間。自動化送料設(shè)備能夠通過滑軌對移動料倉進(jìn)行驅(qū)動,并將其內(nèi)部臨時(shí)存放的熱交換器側(cè)板進(jìn)行吸取,后通過三軸移位裝置送入至鉚接設(shè)備當(dāng)中,并由裝配線人員對設(shè)備移動料倉進(jìn)行補(bǔ)充,使整體裝配流程得以進(jìn)一步完善。雖然該方案結(jié)構(gòu)較為復(fù)雜,但其內(nèi)部容量較大,換料時(shí)間短,能夠滿足高效鉚接工序的需求。
除該方案外,還可采取無桿氣缸對方案一進(jìn)行有效簡化,使鉚接工位送料流程當(dāng)中涉及到的設(shè)備體積得到有效降低,提高了送料設(shè)備的運(yùn)行效率,雖然降低了移動料倉當(dāng)中涵蓋的側(cè)板放料數(shù)量,但由于出料與放料工序被有效分離,因此裝配人員可通過料倉底部進(jìn)行持續(xù)放料。相較于方案一而言,該自動化送料方案占地面積與尺寸更小,結(jié)構(gòu)更加簡單,能夠連續(xù)不間斷出料,設(shè)計(jì)人員應(yīng)依托自動化裝配工序的差異化需求對不同的送料方案進(jìn)行選擇,在滿足裝配質(zhì)量與裝配精度的前提下有效降低自動化裝配成本,使自動化裝配設(shè)備的經(jīng)濟(jì)效益得以進(jìn)一步展現(xiàn)。
3 優(yōu)化自動裝配設(shè)備精度的措施
3.1 對機(jī)械臂誤差進(jìn)行建模
在自動化裝配設(shè)備的設(shè)計(jì)和應(yīng)用過程中,由于設(shè)備重量、電機(jī)運(yùn)行穩(wěn)定性以及機(jī)械臂運(yùn)動流程等方面因素的影響,可能會產(chǎn)生一定的精度誤差,進(jìn)而對熱交換器的整體裝配精度產(chǎn)生一定的影響和制約。因此如何優(yōu)化自動裝配設(shè)備的精度已成為當(dāng)前技術(shù)和涉及人員面臨的重要課題。在優(yōu)化自動裝配設(shè)備精度之前,首先就要針對機(jī)械臂誤差進(jìn)行建模。可采用Solidworks軟件對機(jī)械臂運(yùn)行方案進(jìn)行建模,并對模型當(dāng)中存在的其他影響因素進(jìn)行排除,使模型得到有效簡化,進(jìn)而將簡化的裝配方案模型導(dǎo)入至Ansys有限元分析軟件中,針對自動裝備設(shè)備機(jī)械臂運(yùn)行過程當(dāng)中可能產(chǎn)生的形變以及機(jī)械誤差進(jìn)行推算,并采取措施進(jìn)行調(diào)整,使其最終滿足方案設(shè)計(jì)相關(guān)需求,避免由于外界因素的影響導(dǎo)致其最終精度產(chǎn)生問題[4]。
在影響機(jī)械臂運(yùn)行精度的各項(xiàng)因素當(dāng)中,最重要的是機(jī)械臂的幾何精度,因此需要針對機(jī)械臂在各個(gè)方向運(yùn)動過程當(dāng)中形成的誤差進(jìn)行建模,并采納其垂直度誤差進(jìn)行綜合分析。這樣才能使機(jī)械臂誤差得到更加完善的控制,提升自動化設(shè)備的最終裝配精度。
3.2 對誤差進(jìn)行仿真分析
在自動化裝配設(shè)備的長期運(yùn)行過程中,裝配產(chǎn)生的誤差往往會形成正態(tài)分布,因此為了提高對誤差的分析效率,優(yōu)化精度分析與設(shè)置,避免產(chǎn)生精度過剩的現(xiàn)象,可針對誤差進(jìn)行仿真分析,從而使機(jī)械臂運(yùn)行精度提升。由于在自動裝配設(shè)備機(jī)械臂的運(yùn)行過程當(dāng)中,各類不同的影響因素都會對其精度產(chǎn)生差異化的影響,因此應(yīng)當(dāng)在仿真模型的基礎(chǔ)上針對不同影響因素的影響因子進(jìn)行統(tǒng)一分析,使影響較為顯著的影響因素得到及時(shí)處理,并通過代價(jià)轉(zhuǎn)嫁的方式將影響較為微小影響因素進(jìn)行擴(kuò)大,從而在確保熱交換器自動裝配質(zhì)量和精度的前提下有效降低精度優(yōu)化成本,進(jìn)而充分提升自動裝配工序所產(chǎn)生的經(jīng)濟(jì)效益。根據(jù)以上進(jìn)行的仿真模型分析后發(fā)現(xiàn),影響該自動裝配方案的影響因素共有38項(xiàng),其中對機(jī)械臂運(yùn)行精度影響較為顯著的因素包括X方向當(dāng)中X滑座與導(dǎo)軌的轉(zhuǎn)角誤差、Z滑座與導(dǎo)軌的轉(zhuǎn)角誤差、Z軸與X軸的垂直度誤差、X軸與Y軸的垂直度誤差等。
3.3 優(yōu)化靜態(tài)誤差
為進(jìn)一步提升機(jī)械臂靜態(tài)誤差的優(yōu)化效果,應(yīng)當(dāng)針對靜態(tài)誤差優(yōu)化進(jìn)行建模,這樣才能找到各項(xiàng)誤差影響因素對自動化裝配設(shè)備機(jī)械臂運(yùn)行精度的影響權(quán)重,使設(shè)計(jì)人員能夠推算出更加精準(zhǔn)的誤差優(yōu)化值,使靜態(tài)誤差優(yōu)化效果得以進(jìn)一步提高。在當(dāng)前的靜態(tài)誤差中,可采用Matlab模塊通過蒙特卡洛法對誤差變量進(jìn)行處理,使整體數(shù)據(jù)得到進(jìn)一步迭代,提高誤差數(shù)據(jù)的可靠性,并針對整體精度采用多島遺傳算法進(jìn)行優(yōu)化,將影響較為顯著的誤差參數(shù)進(jìn)行進(jìn)一步控制,并將影響較小的誤差參數(shù)進(jìn)行適量放大,從而在一定程度上降低靜態(tài)誤差值,并且有效控制了精度優(yōu)化成本,使熱交換器自動裝配設(shè)備當(dāng)中機(jī)械臂的運(yùn)行誤差得到有效緩解。
3.4 優(yōu)化定位精度
除了靜態(tài)誤差外,定位精度的全局優(yōu)化同樣對提升自動裝配設(shè)備的運(yùn)行效率具有關(guān)鍵性作用。可采用Isight集成Matlab的優(yōu)化方式進(jìn)行精度優(yōu)化,并將靜態(tài)誤差與動態(tài)誤差進(jìn)行綜合考量,最終使機(jī)械臂可靠性進(jìn)一步提升,成本和體積得到全面控制,工作性能進(jìn)一步強(qiáng)化。
4 結(jié)論
總而言之,在現(xiàn)階段的燃?xì)鉄崴鳠峤粨Q器裝配工序當(dāng)中,由于人工裝配效率較為低下,裝配精度存在欠缺,因此自動化裝配設(shè)備應(yīng)運(yùn)而出。設(shè)計(jì)人員應(yīng)當(dāng)針對自動化裝配設(shè)備當(dāng)中的翻邊工位上料、沖孔工位上料以及鉚接工位送料進(jìn)行調(diào)節(jié),并針對機(jī)械臂運(yùn)行狀態(tài)進(jìn)行優(yōu)化,確保自動裝配設(shè)備高效穩(wěn)定運(yùn)行。
參考文獻(xiàn)
[1] 何冬明,王燕椿.中央空調(diào)裝配生產(chǎn)線的工藝與自動化探討[J].中國設(shè)備工程,2022(3):119-120.
[2] 向宇偉,周嘯,李紅軍.復(fù)位組件裝配設(shè)備的設(shè)計(jì)與應(yīng)
用[J].武漢紡織大學(xué)學(xué)報(bào),2021(4):58-61.
[3] 黃海燕.工件裝配自動化生產(chǎn)線控制系統(tǒng)設(shè)計(jì)[J].機(jī)電工程技術(shù),2020(4):85-88,203.
[4] 賁艷波.淺談三維CAD軟件-SolidWork的使用技巧[J].南方農(nóng)機(jī),2019(21):165.
猜你喜歡
中國科技縱橫(2016年20期)2016-12-28 17:43:24
未來英才(2016年1期)2016-12-26 21:00:06
電子技術(shù)與軟件工程(2016年19期)2016-12-19 17:39:39
藝術(shù)科技(2016年10期)2016-12-14 19:20:44
考試周刊(2016年93期)2016-12-12 09:51:52
北方文學(xué)·中旬(2016年9期)2016-12-08 12:07:31
中國科技縱橫(2016年17期)2016-11-30 21:39:20
繼續(xù)教育(2016年11期)2016-11-24 20:05:00
數(shù)字技術(shù)與應(yīng)用(2016年9期)2016-11-09 23:36:50
文藝生活·下旬刊(2016年10期)2016-11-03 00:02:16
