基于有限元分析的某波紋管減薄率研究
2022-07-21 09:11:08李璇李萍劉蕾王燕李蘭林楊倩雯合肥工業(yè)大學(xué)
鍛造與沖壓 2022年14期
關(guān)鍵詞:變形
目前,關(guān)于304 不銹鋼波紋管成形的研究是從各類單一的工藝參數(shù)變化帶來(lái)的影響出發(fā),或者研究不同函數(shù)形式加載路徑對(duì)成形效果的影響。波紋管的波形和壁厚減薄是衡量波紋管液壓成形質(zhì)量的重要參數(shù),本文在波形成形性良好的前提下以波紋管的最大減薄率為指標(biāo),綜合研究?jī)?nèi)壓加載路徑、軸向進(jìn)給加載路徑的變化對(duì)304 不銹鋼波紋管內(nèi)高壓成形工藝的影響。
有限元模型的建立


成形工藝參數(shù)確定
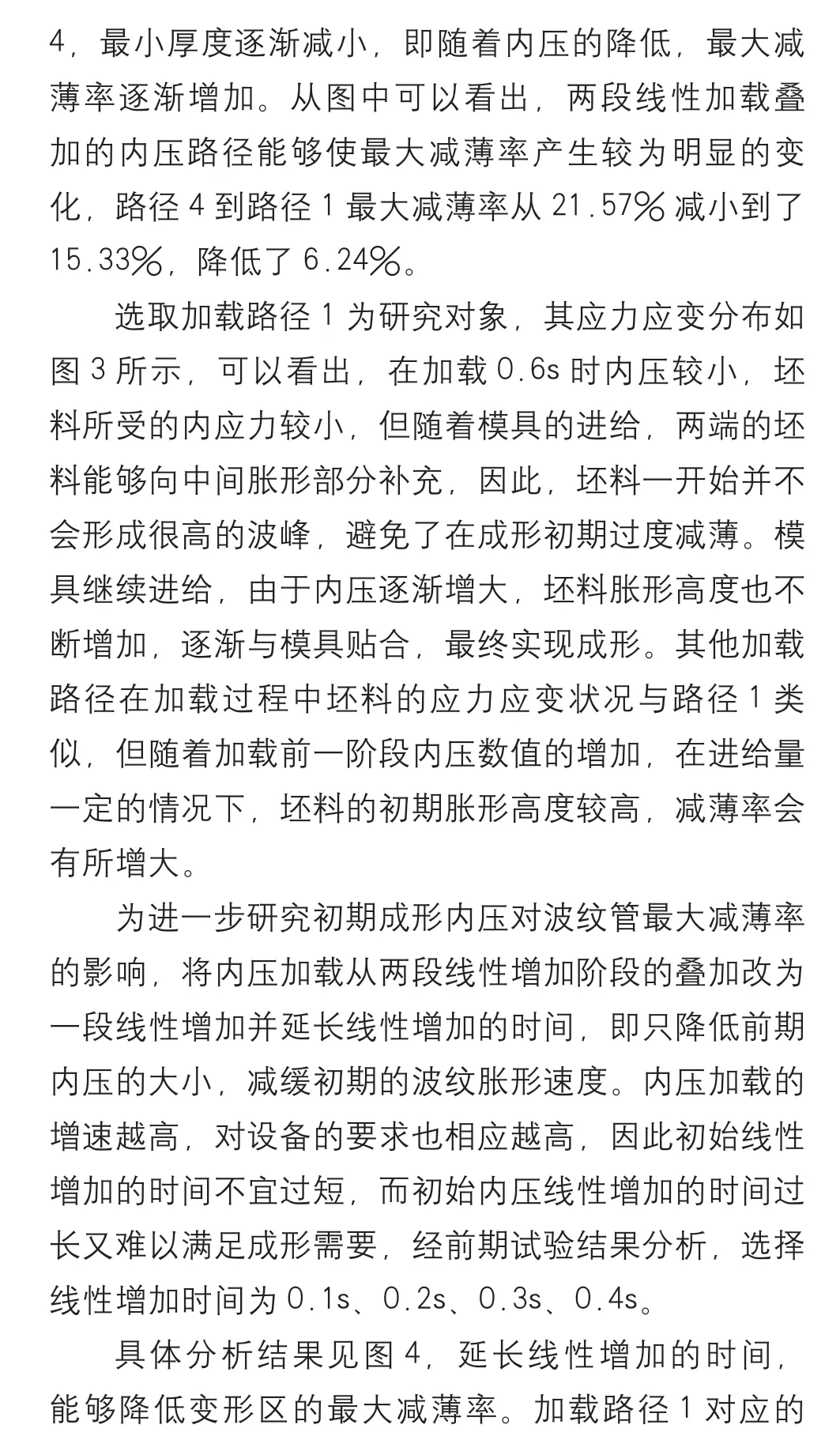
波紋管液壓成形模擬分析

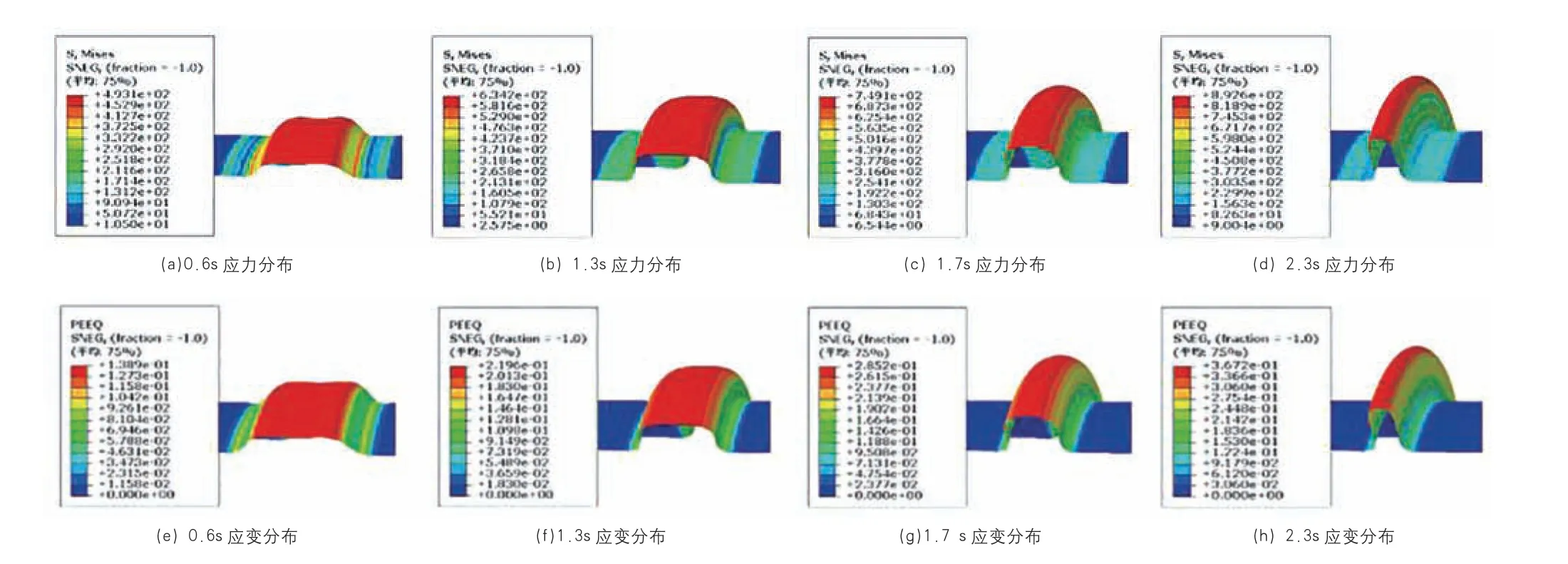
最大減薄率為22.9%,路徑4 對(duì)應(yīng)的最大減薄率為17.53%,最大減薄率降低了5.37%,同樣效果比較明顯。
為對(duì)比四種不同線性增加時(shí)間的加載路徑初期經(jīng)歷相同時(shí)間的應(yīng)力應(yīng)變分布情況,且在內(nèi)壓加載到0.3s 時(shí)四種路徑對(duì)應(yīng)坯料均已達(dá)到變形條件,選取此時(shí)坯料的應(yīng)力應(yīng)變分布進(jìn)行研究,結(jié)果如圖5 所示。對(duì)于路徑1 和路徑2,在此時(shí)已經(jīng)達(dá)到恒壓階段,其應(yīng)力和應(yīng)變相比于另外兩條路徑較大,其中路徑1 數(shù)值最大,其最終最大減薄率也最大,而路徑3 剛到達(dá)恒壓階段,路徑4 仍處于線性增加階段,初始加載階段的應(yīng)力應(yīng)變較小,最終的最大減薄率也相對(duì)較小。隨著內(nèi)壓線性增加時(shí)間的縮短,在相同時(shí)間段內(nèi)坯料所受的內(nèi)應(yīng)力增大,使得固定端初波脹形的程度增大,變形量增大,最終最大減薄率增大,這與前面所分析的結(jié)果一致,也證明了降低成形初期的內(nèi)壓能夠有效降低最大減薄率。

(2)軸向進(jìn)給加載路徑的模擬。
由上述分析結(jié)果可知,在一定范圍內(nèi),適當(dāng)增加軸向進(jìn)給速度能夠降低變形區(qū)波峰的最大減薄率。在內(nèi)壓加載初期,坯料開(kāi)始脹形,變形區(qū)厚度開(kāi)始減薄,為盡可能降低此時(shí)坯料厚度的減薄率,模具進(jìn)給端開(kāi)始進(jìn)給,對(duì)變形區(qū)進(jìn)行坯料補(bǔ)充。同時(shí)想要避免產(chǎn)生褶皺、屈曲等缺陷,需要選擇合適的加載路徑。臺(tái)階形、雙線形、單線形、二次函數(shù)四種位移加載路徑得到的波紋管厚度分布規(guī)律基本一致,而雙線形的減薄率最小。因此,本文針對(duì)雙線形軸向進(jìn)給加載路徑進(jìn)行了進(jìn)一步研究。當(dāng)初始軸向進(jìn)給速度增大到一定程度時(shí),波紋就會(huì)來(lái)不及充分脹形而出現(xiàn)褶皺,同時(shí)補(bǔ)料區(qū)會(huì)由于進(jìn)給過(guò)快而出現(xiàn)畸形,產(chǎn)生表面不平整等現(xiàn)象,通過(guò)前期經(jīng)驗(yàn)可得,在進(jìn)給的前0.1s 內(nèi)軸向位移分別達(dá)到0.5mm、1mm、1.5mm、2mm,后續(xù)時(shí)間線性增加到17.7mm。選取與前面路徑1 相同的內(nèi)壓加載路徑,摩擦系數(shù)取0.12。
從圖6 中可以看出,隨著起始階段軸向進(jìn)給量的增大,其最大減薄率有降低的趨勢(shì),加載路徑1 的最大減薄率為21.33%,而加載路徑4 的最大減薄率為18.07%,相差3.26%。可見(jiàn),增加初始階段的軸向進(jìn)給量能夠起到降低最大減薄率的作用。但這只能在較小的范圍內(nèi)起到作用,當(dāng)增大到一定程度時(shí),波紋就會(huì)來(lái)不及充分脹形而出現(xiàn)褶皺。同時(shí),補(bǔ)料區(qū)會(huì)由于進(jìn)給過(guò)快而出現(xiàn)畸形,產(chǎn)生表面不平整等現(xiàn)象。
2018年1月9日,由于搶救無(wú)效,77歲的“宏遠(yuǎn)之父”陳林病逝。陳林締造了東莞第一家上市公司、中國(guó)第一家民營(yíng)職業(yè)籃球俱樂(lè)部……

加載路徑4 坯料在0.1s 時(shí)的應(yīng)力分布如圖7 所示,在加載初期內(nèi)壓較小,坯料所受的徑向應(yīng)力較小,而隨著模具的進(jìn)給,坯料所受的軸向應(yīng)力增大,變形區(qū)坯料能夠得到補(bǔ)充,因此初期變薄程度較小。

由圖7可以看出,在00:00~5:00之間,電動(dòng)汽車調(diào)制功率為零,SOC沒(méi)有變化。這是因?yàn)楣夥鼰o(wú)輸出,站內(nèi)負(fù)荷較少,負(fù)荷所需功率由儲(chǔ)能電池提供。
根據(jù)變形過(guò)程中的應(yīng)力應(yīng)變情況分析可得,隨著初始軸向進(jìn)給速度的增大,軸向壓應(yīng)力增大,軸向應(yīng)力與周向應(yīng)力的和趨于負(fù)值,徑向應(yīng)變趨于正值,厚度減薄率減小。
翠姨自從訂婚之后,是很有錢的了,什么新樣子的東西一到,雖說(shuō)不是一定搶先去買了來(lái),總是過(guò)不了多久,箱子里就要有的了。那時(shí)候夏天最流行銀灰色市布大衫,而翠姨的穿起來(lái)最好,因?yàn)樗泻脦准┻^(guò)兩次不新鮮就不要了,就只在家里穿,而出門就又去做一件新的。
結(jié)束語(yǔ)
⑴在其他參數(shù)一定的條件下,內(nèi)壓采用兩段線性加載的疊加能夠有效降低波紋管成品的最大減薄率,且第一段線性內(nèi)壓加載到達(dá)的數(shù)值越小,波紋管的最大減薄率就越小;采用先線性增加后保持恒定壓力的內(nèi)壓加載路徑時(shí),到達(dá)恒壓的時(shí)間越長(zhǎng),即內(nèi)壓增加速率越慢,波紋管成品的最大減薄率越小。
⑵通過(guò)改變軸向進(jìn)給加載路徑,能夠降低最大減薄率。采用兩段線性加載的軸向進(jìn)給路徑,第一段線性加載路徑的進(jìn)給量越大,波紋管的最大減薄率就越小。
⑶軸向進(jìn)給加載路徑和內(nèi)壓加載路徑對(duì)降低最大減薄率的作用可以疊加。通過(guò)同時(shí)改變內(nèi)壓和軸向進(jìn)給的加載路徑,能夠有效降低波紋管成品的最大減薄率。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
